Изобретение относится к области машиностроения и может быть использовано при восстановлении изношенных шеек валов и изготовлении валов.
Известен способ восстановления изношенных деталей, преимущественно шеек коленчатых валов, при котором на изношенную поверхность накладывают разрезную втулку, а стыки заваривают. На разрезной втулке выполняют сквозные отверстия, которые заваривают износостойкими антифрикционным пористым материалом, а стыки разрезной втулки выполняют с ломаной поверхностью (а.с. №1368151 В23Р 6/00).
Недостатком данного способа является:
1. Невозможность создать заданный натяг разрезной втулки относительно шейки вала.
2. Разрезная втулка устанавливается на шейку вала в сыром состоянии, что требует последующей ее закалки, а следовательно, и снижения усталостной прочности всего вала.
3. Приварка сырой разрезной втулки усложняет технологию восстановления валов при низком ее качестве.
Известен способ изготовления коленчатого вала, включающий изготовление коренных и шатунных шеек с галтелями, выполнение на шейках симметрично галтелями кольцевых углублений с плавным сопряжением с поверхностями шеек посредством галтельных переходов. В кольцевых углублениях по всей их длине устанавливают с последующей фиксацией кольцевой элемент из материала с заданными трибохимическими свойствами, наружную цилиндрическую поверхность которого располагают не ниже кромок перехода от галтелей соответствующих шеек к углублению. При этом длину L в углубления, радиус R галтелей шейки и длину L шейки выполняют исходя из следующего соотношения размеров указанных параметров:
L-2R≤1≤L-R, a радиус r галтельных переходов углублений выполняют равным 0.5 R. В кольцевые углубления устанавливают с последующей фиксацией сегментные вкладыши. В кольцевые углубления устанавливают с последующей фиксацией свернутую в кольцо ленту (а.с. №1796781, F16С 3/06, 9/04).
Недостатками данного способа являются:
1. Невозможность создать строго заданный натяг между лентой и шейкой вала.
2. Кольцевые углубления создают местную концентрацию внутренних напряжений и снижают усталостную прочность вала.
Известен способ восстановления шеек валов, включающий механическую обработку шеек, установку составных ремонтных оболочек, сварку стыков оболочек в обжатом состоянии и окончательную механическую обработку. Оболочки дополнительно закрепляют фиксирующими выступами, входящими в выполненные на шейке углубления, расположенные в местах наименьшего нагружения, причем выступы располагают в зоне, примыкающей к стыкам оболочек, и изготавливают термопластическим деформированием, а впадины на наружной стороне заполняют сваркой. Обжатие оболочек осуществляют с помощью башмаков с высокой теплопроводностью. Галтели защищают при сварке технологическими пластинами, которые удаляют при горячих сварочных швах (а.с. №1597256, В23Р 6/00).
Недостатками данного способа являются:
1. Невозможность создания заданного натяга между ремонтной оболочкой и шейкой вала.
2. Создание на шейке углубления нетехнологично, поскольку его необходимо выполнять на поверхности, имеющей твердость HRC 50...60.
3. Способ не пригоден для использования тонкостенных оболочек из-за ненадежной фиксации ее на шейке вала. Наиболее близким аналогом к заявляемому способу относится способ восстановления коленчатого вала, включающий механическую обработку шеек с технологическим заглублением в тело восстанавливаемой поверхности на всей ширине между щеками шейки с образованием галтелей, закрепление с натягом на обработанных шейках компенсирующих износ металла накладок в виде разрезного кольца или полуколец и последующее их шлифование в номинальный размер, при этом после механической обработки коленчатый свал подвергают высокому отпуску, для чего помещают в холодную печь, нагревают в течение 3...4 ч до t=500...600°С, выдерживают при этой температуре в течение 4-6 часов, а затем охлаждают вместе с печью, при этом на разрезных кольцах выполняют сквозные отверстия диаметром 5...7 мм и закрепляют кольца на обработанных шейках путем сварки их стыков, проваривая их с шейкой вала, сварной шов располагают в зоне, ограниченной 25-50° поворота коленчатого вала от верхней мертвой точки восстанавливаемой шатунной шейки, охлаждают сварной шов до температуры окружающей среды с обеспечением натяга разрезного кольца 0.1...0.15 мм, а затем первым проваривают отверстие разрезного кольца с шейкой вала, которое расположено напротив сварного шва, а остальные отверстия проваривают, симметрично приближаясь к сварному шву, причем используют разрезные кольца шириной b, длиной L и толщиной δ:
b=Lш-2r-(1...2) мм,
L=πdb+(2...4) мм,
δл=δл.ост+δл.р.р.+δл.изн.р.р.+δл.шл,
где Lш - ширина шейки вала между щеками;
r - радиус галтели;
db - расчетный диаметр предварительно обработанной восстанавливаемой шейки;
δл - толщина разрезного кольца для восстановления шейки в номинальный размер;
δл.р.р. - толщина разрезного кольца, компенсирующая все ремонтные размеры;
δл.изн.р.р. - толщина разрезного кольца, компенсирующая предельный износ шейки вала при последнем ремонтном размере;
δл.ост - остаточная толщина разрезного кольца, необходимая для обеспечения механической прочности разрезного кольца на завершающем этапе эксплуатации вала;
δл.шл - припуск толщины разрезного кольца на шлифование в окончательный размер, а полукольца закрепляют на обработанных шейках путем сварки стыков, проваривая их с шейкой вала, и располагают первый сварной шов расположенным в зоне, ограниченной 25-50° поворота коленчатого вала от верхней мертвой точки восстанавливаемой шатунной шейки, а второй шов - относительно первого с поворотом на 180° (пат. РФ №2235009, В23Р 6/00, F16С 3/6).
Недостатком данного способа является:
1. Невозможность создания строго определенного натяга между накладкой и шейкой вала.
Задача изобретения - создание строго определенного натяга между накладкой и шейкой вала.
Поставленная задача достигается за счет того, что способ восстановления вала, включающий механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине восстанавливаемой поверхности с образованием галтелей, установку с предварительным натягом на обработанных шейках, компенсирующих износ металла накладок в виде разрезного кольца или полуколец, закрепление накладок на обработанных шейках путем сварки их стыков с получением стыкового сварного шва и проваривания накладок с шейкой вала, после чего охлаждают стыковой сварной шов до температуры окружающей среды и производят установку на поверхности накладок по обе стороны от стыкового сварного шва электрозаклепок и последующее шлифование шеек в номинальный или ремонтный размеры, при этом используют накладки, ширину b, длину L и толщину δл которых определяют из следующих математических выражений:
b=Lш-2r-(1...2) мм,
L=πdb+(2...4) мм,
δл=δл.ост+δл.р.р.+δл.изн.р.р.+δл.шл,
где Lш - ширина шейки вала;
r - радиус галтели;
db - расчетный диаметр механически обработанной восстанавливаемой шейки;
δл - толщина накладки для восстановления шейки в номинальный размер;
δл.р.р. - величина, компенсирующая все ремонтные размеры шейки;
δл.изн.р.р. - величина, компенсирующая предельный износ шейки вала при последнем ремонтном размере;
δл.ост - остаточная величина толщины накладки, необходимая для обеспечения механической прочности накладки на завершающем этапе эксплуатации вала;
δл.шл - припуск толщины накладки на шлифование в окончательный размер, после установки накладки на шейку вала с предварительным натягом ее равномерно обжимают по всей поверхности, при этом накладку, выполненную в виде разрезного кольца, до сваривания ее стыков нагревают до температуры t°:
 ,
,
где N - требуемый натяг в сопряжении шейки вала - накладка после приварки накладки к шейке вала;
α - коэффициент линейного расширения материала накладки;
 - длина окружности шейки вала,
- длина окружности шейки вала,
а у накладки в виде полуколец сваривают стык полуколец с получением первого стыкового сварного шва, после чего накладку нагревают до температуры t°:
 ,
,
где t0 ш.в - температура шейки вала после проваривания первого осевого стыкового сварного шва, и производят сваривание стыка полуколец с получением второго стыкового сварного шва.
Новые существенные признаки:
1. Устанавливают накладку на шейку вала и равномерно обжимают ее по всей поверхности.
2. Нагревают накладку, выполненную в виде разрезного кольца до температуры
 ,
,
где N - требуемый натяг в сопряжении шейка вала - накладка, после приварки накладки к шейке вала,
α - коэффициент линейного расширения материала накладки,
 - длина окружности шейки вала.
- длина окружности шейки вала.
3. У накладки, выполненной в виде полуколец, проваривают первым осевым стыковым сварным швом и нагревают до температуры:
 ,
,
где t°ш.в. - температура шейки вала после проваривания первого осевого стыкового сварного шва, и производят сваривание стыка полуколец с получением второго стыкового сварного шва.
При использовании данного способа возможно получить требуемый расчетный натяг между накладкой и шейкой вала. При использовании накладки в виде разрезного кольца его устанавливают на шейку вала, равномерно обжимают по всей ее поверхности и нагревают до расчетной температуры и проваривают осевой стыковой сварной шов. При нагреве до заданной температуры длина накладки увеличивается на  . При проваривании осевого стыкового сварного шва происходит образование локальной ванны, которая не будет натягивать накладку. Осевой стыковой сварной шов быстро охлаждается из-за большой массы шейки вала, и дополнительное внесение теплоты в кромки накладки вдоль осевого стыкового сварного шва не приведет к заметному изменению натяга после остывания накладки. При остывании длина накладки уменьшается на величину
. При проваривании осевого стыкового сварного шва происходит образование локальной ванны, которая не будет натягивать накладку. Осевой стыковой сварной шов быстро охлаждается из-за большой массы шейки вала, и дополнительное внесение теплоты в кромки накладки вдоль осевого стыкового сварного шва не приведет к заметному изменению натяга после остывания накладки. При остывании длина накладки уменьшается на величину  , равную удлинению при нагревании накладки до температуры t°.
, равную удлинению при нагревании накладки до температуры t°.
В результате получаем требуемый натяг в сопряжении:
N=Двн-dш,
где Двн - внутренний диаметр приваренной накладки после остывания;
dш - диаметр шейки вала.
При использовании в качестве накладки двух полуколец производят установку их на шейку вала с равномерным обжатием по всей их поверхности и проваривают первый осевой стыковой сварной шов, затем нагревают накладки до:
 ,
,
где t°ш.в. - температура шейки вала после проварки первого осевого стыкового сварного шва и проваривают второй осевой стыковой сварной шов.
Для получения заданного натяга в сопряжении необходимо учитывать увеличение размеров шейки вала после проварки первого осевого стыкового сварного шва путем введения в формулу t° температуры нагрева шейки вала t°ш.в..
Данный способ может быть применен при изготовлении валов. При этом заготовка коленчатого вала изготавливается из низкоуглеродистых сталей. Требуемая износостойкость готового вала будет получена на последнем этапе его изготовления путем приварки по предложенному способу закаленных тонкостенных накладок, изготовленных из высококачественной углеродистой стали.
При этом способе изготовления не требуется дорогостоящих операций по термической обработке всех шеек валов, которая заметно снижает усталостную прочность всего вала, что приводит к сокращению срока службы вала.
На фиг.1 схематично изображена шейка вала с накладкой.
Фиг.2 - развертка накладки.
Фиг.3 - сечение А-А шейки вала с накладкой в виде разрезного кольца (I) и в виде полуколец (II).
Шейка вала содержит цилиндрическую часть 1 и охватывающую накладку 2, в которой могут быть выполнены отверстия 3 диаметром 5÷7 мм для электрозаклепок, отверстие 4 для подвода смазочного масла, галтели 5, кольцевые сварные швы 6, приваренные сверху края по кромке рабочей поверхности 7 накладки 2. Сварной шов 8 соединяет стыки накладки 2. Накладка 2 может быть выполнена в виде разрезного кольца или полуколец, как с отверстиями 3 под электрозаклепки, так и без них, если используется электроконтактная сварка. В этом случае центр отверстия 3 является также центром электроконтактной сварки.
При ширине накладки до 50 мм устанавливают электрозаклепки в один ряд по линии симметрии. При ширине более 50 мм - в два ряда или в шахматном порядке, т.е. со смещением одного ряда относительного другого. При этом расстояние от центра отверстий 3 до края накладки 2 составляет а=15...20 мм, а расстояние с от стыка накладкти 2 до центра ближайшего отверстия 3 не менее 15 мм. Ширина накладки в виде разрезного кольца рассчитывается по формуле:
b=Lш- 2r-(1...2) мм,
где Lш - ширина шейки вала;
r - радиус галтели;
(1...2) мм - технологический зазор между разрезным кольцом и галтелью.
Длина ленты L
L=πdb,
где db - расчетный диаметр предварительно обработанной восстанавливаемой шейки вала.
Толщина накладки δл для восстановления шейки в номинальный размер включает в себя величину, компенсирующую все ремонтные размеры δл.р.р (0.5 мм), величину, компенсирующую предельный износ шейки вала при последнем ремонтном размере δл.изн.р.р. (0.1...0.15) мм, остаточную величину толщины накладки, необходимую для обеспечения механической прочности накладки на завершающем этапе эксплуатации вала
δл.ост.(0.5...1.0) мм и припуск толщины накладки на шлифование в окончательный размер (0.25...0.50) мм.
Для типового расчета толщины накладки, обеспечивающей восстановление шейки вала в номинальный размер,
δл.=0.5+0.1+0.5+0.5=1.6 мм
Для определения толщины накладки, обеспечивающей восстановление шейки вала в ремонтный размер, ее величина уменьшается на соответствующий ремонтный размер:
δл.р.=δл.р.р. Δш/2,
где Δш - уменьшение диаметра шейки вала для соответствующего ремонтного размера.
Остаточная величина толщины накладки δл.ост. включает в себя и дефектный слой поверхности шейки с трещинами, прижогами и т.п.
Если дефектный слой превышает установленную величину толщины накладки δл.ост., то дефекты устраняют сваркой либо вал выбраковывают.
Перед восстановлением валов проводят подготовительные операции: разборку и мойку, определение технического состояния вала после эксплуатации: наличие трещин, контроль твердости шеек, правку.
Правку вала осуществляют чеканкой путем внесения сжимающих напряжений в галтели 5 шеек со стороны вогнутой центральной оси. Затем проводят шлифование и полирование шеек и галтелей 5 в расчетный размер (обычно: меньше 0.5...1.5 мм последнего ремонтного размера, снимая тем самым слой металла с расположенными в нем трещинами).
Изготавливают из стальной ленты толщиной δл.<2 мм накладки в виде разрезного кольца 2 или при больших толщинах ленты (более 2 мм) накладки в виде полуколец. Для чего нарезают полосы в расчетные размеры:
Ширина разрезного кольца:
b=Lш-2r-(1...2) мм,
где Lш - ширина шейки вала;
r - радиус галтели;
(1...2) мм - технологический зазор между накладкой и галтелью.
Длина ленты для накладки в виде разрезного кольца:
L=πdb,
где db - расчетный диаметр предварительно обработанной восстанавливаемой шейки вала.
Длина ленты для накладки в виде двух полуколец:
L=πdb.
Сгибают полосу в разрезное кольцо 2.
Затем на свернутых кольцах 2 сверлят отверстия 4 под смазочный канал и электрозаклепки 3, диаметр последних 5-7 мм. При ширине b накладки 2 до 50 мм устанавливают электрозаклепки в один ряд по линии симметрии шейки. При ширине ленты более 50 мм - в два ряда симметрично или в шахматном порядке, т.е. со смещением одного ряда относительно другого. При этом расстояние от центра отверстий 3 до краев накладки должно составлять 15...20 мм, а расстояние от стыка накладки до центра ближайшего отверстия должно быть не менее 15 мм. Затем, используя упругие свойства накладки 2, его разжимают и надевают на шейку вала с предварительным натягом за счет того, что внутренний диаметр накладки 2 меньше наружного диаметра восстанавливаемой шейки, при этом получают зазор в стыке 4...5 мм. Если используют накладку в виде полуколец, то в обоих стыках зазор составит 4...5 мм каждый.
Совмещают смазочные отверстия 4 в шейке вала и накладки 2 и производят предварительную фиксацию. После чего накладку 2 равномерно прижимают по всей ее поверхности к телу шейки вала. После чего нагревают накладку 2 (в виде разрезного кольца) до 
измеряя ее температуру пирометром.
Пример. Шейка вала - диаметром dш.=100 мм. При приварке накладки 2 в сопряжении шейка - накладка необходимо создать натяг N=0.05 мм. Материал накладки - сталь 65 Г,  ; α=11,8·10-6
; α=11,8·10-6
 ,
,
следовательно, накладку 2 необходимо нагреть до t° - 42,3°, чтобы получить натяг N=0.05 мм.
Затем сваривают стыки накладки 2, например, полуавтоматической дуговой сваркой в среде СО2 осевым, стыковым сварным швом 8.
При использовании в качестве накладки двух полуколец их устанавливают на шейку вала, равномерно обжимают и проваривают первый осевой стыковой сварной шов. После чего нагревают полукольца до температуры, необходимой для создания заданного натяга в сопряжении, и проваривают второй осевой стыковой сварной шов.
Например, шейка вала dш.=100 мм нагрелась на 50°С. Определяем, на сколько при этом увеличился диаметр шейки вала и на какую дополнительную температуру необходимо нагреть полукольца.
где dшн. - диаметр шейки после нагрева;
β - коэффициент расширения площади сечения шейки вала;
F - площадь сечения шейки вала;
t° - температура нагрева шейки вала;
dш. - диаметр шейки вала до нагрева,

Увеличение диаметра шейки вала при ее нагреве на 50°С составило
Δdш.=dшн.-dш.
Для компенсации увеличения диаметра вала следует дополнительно нагреть полукольца перед приваркой к шейке вала

Следовательно, для получения требуемого натяга в сопряжении полукольца - шейка вала необходимо нагреть полукольца
t°доп. - равна температуре нагрева шейки вала при проварке первого осевого стыкового сварного шва. Нагревают полукольца до t°1 и проваривают второй осевой стыковой сварной шов.
Охлаждают осевой стыковой сварной шов 8 или 8, 9 до t° окружающей среды. При этом получают требуемый натяг в сопряжении накладка - шейка вала, т.к. длина накладки 2 при нагреве увеличилась на  , то и при остывании она уменьшится на ту же величину
, то и при остывании она уменьшится на ту же величину  . После чего заваривают отверстия 3 в накладке 2, приваривая ее к шейке вала, создавая, таким образом, электрозаклепки, дополнительно фиксирующие накладку 2 на шейке вала. При этом первую заклепку ставят, например, в отверстие 3 в обе стороны от осевого стыкового сварного шва на расстоянии не менее 15 мм. Последующие электрозаклепки устанавливают с шагом 20...30 мм. После чего приваривают кольцевыми сварными швами 6 сверху края по кромке рабочей поверхности накладок 2 к телу шейки вала 1. После чего проводят зачистку сварных швов и шлифованием, и полированием шеек в заданный размер. Затем методом дефектоскопии убеждаются в отсутствии сварочных трещин.
. После чего заваривают отверстия 3 в накладке 2, приваривая ее к шейке вала, создавая, таким образом, электрозаклепки, дополнительно фиксирующие накладку 2 на шейке вала. При этом первую заклепку ставят, например, в отверстие 3 в обе стороны от осевого стыкового сварного шва на расстоянии не менее 15 мм. Последующие электрозаклепки устанавливают с шагом 20...30 мм. После чего приваривают кольцевыми сварными швами 6 сверху края по кромке рабочей поверхности накладок 2 к телу шейки вала 1. После чего проводят зачистку сварных швов и шлифованием, и полированием шеек в заданный размер. Затем методом дефектоскопии убеждаются в отсутствии сварочных трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ КАЧЕНИЯ | 2005 |
|
RU2296660C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
| Способ восстановления цилиндрических поверхностей деталей путем приклеивания полукольцевых накладок | 2022 |
|
RU2791718C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
Изобретение относится к сварочному производству и может быть использовано при восстановлении валов. Осуществляют механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине восстанавливаемой поверхности. Устанавливают с предварительным натягом компенсирующие износ металла тонкостенные накладки в виде разрезного кольца или полуколец. При этом используют тонкостенные накладки, ширину b, длину L и толщину δл которых определяют из приведенного выражения. После установки накладки на шейку вала с предварительным натягом ее равномерно обжимают по всей поверхности. Закрепляют накладки на обработанных шейках путем сварки их стыков и проваривания их с шейкой вала. При этом получают стыковый сварной шов. Причем накладку, выполненную в виде разрезного кольца, до сваривания ее стыков нагревают до температуры t°, у накладки в виде полуколец сваривают стык полуколец с получением первого стыкового сварного шва, после чего накладку нагревают до температуры t° и сваривают стык полуколец с получением второго стыкового сварного шва. После чего охлаждают стыковой сварной шов до температуры окружающей среды. Устанавливают электрозаклепки на поверхности накладок по обе стороны от стыкового сварного шва. Шлифуют шейки в номинальный или ремонтный размер. В результате обеспечивается создание строго определенного натяга между накладкой и шейкой вала. 3 ил.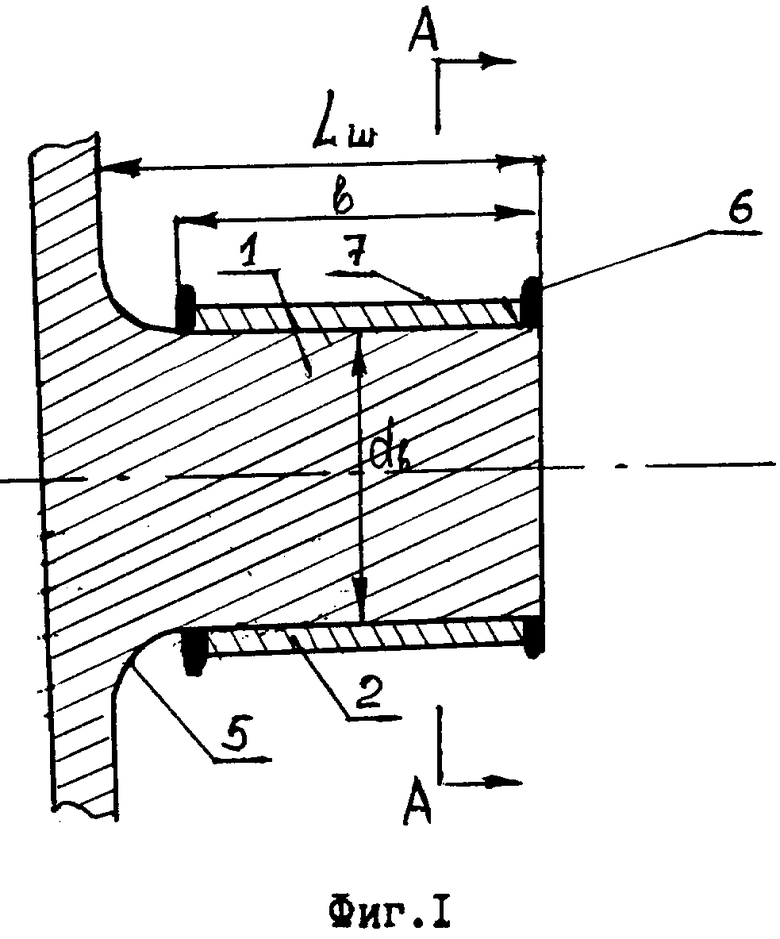
Способ восстановления вала, включающий механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине восстанавливаемой поверхности с образованием галтелей, установку с предварительным натягом на обработанных шейках компенсирующих износ металла накладок в виде разрезного кольца или полуколец, закрепление накладок на обработанных шейках путем сварки их стыков с получением стыкового сварного шва и проваривания накладок с шейкой вала, после чего охлаждают стыковой сварной шов до температуры окружающей среды и производят установку на поверхности накладок по обе стороны от стыкового сварного шва электрозаклепок, и последующее шлифование шеек в номинальный или ремонтный размеры, при этом используют накладки, ширину b, длину L и толщину δл которых определяют из следующих математических выражений:
b=Lш-2r-(1...2) мм,
L=πdb+(2...4) мм,
δл=δл.ост+δл.р.р.+δл.изн.р.р.+δл.шл,
где Lш - ширина шейки вала;
r - радиус галтели;
db - расчетный диаметр механически обработанной восстанавливаемой шейки;
δл - толщина накладки для восстановления шейки в номинальный размер;
δл.р.р. - величина, компенсирующая все ремонтные размеры шейки;
δл.изн.р.р. - величина, компенсирующая предельный износ шейки вала при последнем ремонтном размере;
δл.ост - остаточная величина толщины накладки, необходимая для обеспечения механической прочности накладки на завершающем этапе эксплуатации вала;
δл.шл - припуск толщины накладки на шлифование в окончательный размер, отличающийся тем, что после установки накладки на шейку вала с предварительным натягом ее равномерно обжимают по всей поверхности, накладку, выполненную в виде разрезного кольца, до сваривания ее стыков нагревают до температуры t°:
 ,
,
где N - требуемый натяг в сопряжении шейка вала - накладка после приварки накладки к шейке вала;
α - коэффициент линейного расширения материала накладки;
 - длина окружности шейки вала,
- длина окружности шейки вала,
а у накладки в виде полуколец сваривают стык полуколец с получением первого стыкового сварного шва, после чего накладку нагревают до температуры t°:
 ,
,
где t°ш.в - температура шейки вала после проваривания первого осевого стыкового сварного шва, и производят сваривание стыка полуколец с получением второго стыкового сварного шва.
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ РЕМОНТА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2074802C1 |
| Способ восстановления изношенных деталей | 1985 |
|
SU1368151A1 |
| US 3419949 А, 07.01.1969. | |||

