Изобретение относится к вычислительной технике, в частности к устройствам для изготовления жгутов постоянных запоминающих блоков. Известно устройство изготовления кодовых жгутов для постоянных накопителей, содержащее подвесную траверсу с консолью, с которой соединены механизм осадки проводов, подвижная каретка, несущая механизмы вращения и отклонения стержня проводоукладчика, кулачок-синхронизатор, связанный с рычагом механизма отклонения 1. Однако оно имеет сложную конструкцию и из-за необходимости производить уплотнение проводов при изготовлении кодового жгута, происходит потеря времени, что снижает производительность устройства. Наиболее близким техническим рещением к изобретению является устройство изготовления кодового жгута для постоянных накопителей, содержащее блок ввода информации, подключенный к дешифраторам щагов и рядов адресации, блок управления, соединенный с блоками продольного и поперечного перемещения и отклонения проводоукладчика, который через датчик отклонений соединен со счетчиком отклонений 2. Однако это устройство имеет сложную конструкцию ввиду необходимости преобразования числовой и адресной информации, распределения разрядов по мере перемещения проводоукладчика и сложности синхронизации блоков управления проводоукладчиком и блоков отклонения проводоукладчика как в информационном поле, так и в поле адресации, а также имеет дополнительное устройство для осадки проводов кодового жгута. Все известные устройства имеют еще одну общую погрещность - это отсутствие операции по обвязке кодового жгута, что значительно уменьшает производительность этих устройств. Целью изобретения является повышение надежности и быстродействия устройства. Достигается это тем,- что устройство содержит логический блок, механизм обвязки жгута, блок управления механизмом обвязки жгута и регистратор положения механизма обвязки жгута, при этом первый вход механизма обвязки жгута подключен к выходу блока управления, второй - к выходу блока управления механизмом обвязки жгута, а выход - к входу регистратора положения механизма обвязки жгута, выход которого подключей к первому входу логического блока и к четвертому входу блока контроля, вход блока управления механизмом обвязки жгута подключен к входу блока управления, первый вход блока контроля соединен с вторым входом логического блока,третий вход которого соединен с вторым входом блока контроля, четвертый - с выходом блока ввода информации, пятый - с выходом блока контроля, а шестой - с пятым входом блока контроля и с выходом регистратора положения проводоукладчика, а выход подключен к входу блока управления.
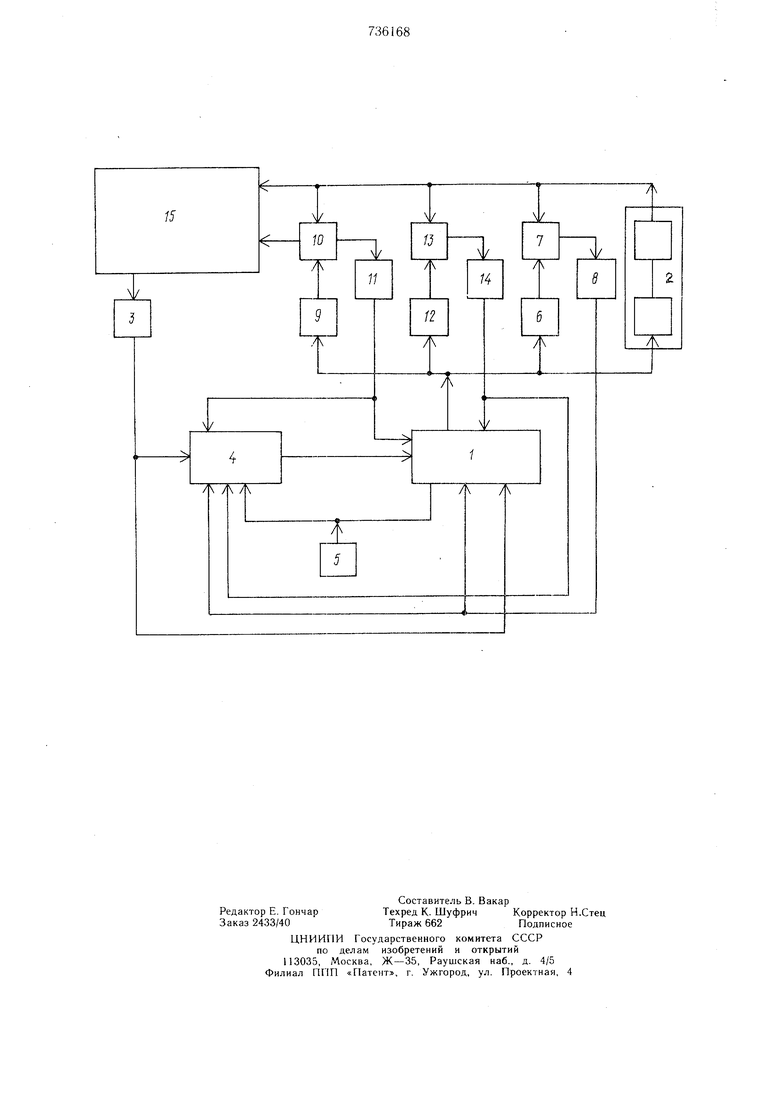
На чертеже дана блок-схема пре,длагаемого устройства.
Устройство содержит логический блок 1, блок 2 управления, программный блок 3, блок 4 контроля, блок 5 ввода информации, блок 6 управления механиз.мом раскладки жгута, механизм 7 раскладки жгута, регистратор 8 положения механизма раскладки жгута, блок 9 управления проводоукладчиком, проводоукладчик 10, регистратор 11 положения проводоукладчика, блок 12 управления механизмом обвязки жгута, механизм 13 обвязки жгута, регистратор 14 положения механизма обвязки жгута, адресный блок 15.
Устройство изготовления кодовых жгутов для постоянных накопителей работает следуюп1им образом.
Перед началом раскладки информационного провода включается блок 2 управления, в состав которого входит двигатель, соединенный с адресным блоком 15 и программным блоком 3. Информация с программного блока 3 совместно с информацией с регистратора 8 положения механизма раскладки жгута, регистратора 11 положения проводоукладчика, регистратора 14 положения механизма обвязки жгута, блока 5 ввода информации, блока 4 контроля поступает в логический блок 1, который по результатам отработки поступившей информации выдает разрси1ение в блок 6 управления механизмом раск.ладки жгута на включение .механизма 7 раскладки жгута. Сигнал об исполнении команды «включение приходит в логический блок 1 с регистратора 8 положения механизма раскладки жгута. По это.му сигналу логический блок 1 выдает «запрет в блок 12 управления механизмом обвязки жгута на включение механизма 13 обвязки жгута. Это позволяет исключить одновременную работу механизма 7 раскладки жгута и механизма 13 обвязки жгута, так как обвязка жгута является заключительной операцией.
Раскладка проводов в информационном поле осуществляется путем перехода проводоукладчика 10 из левого положения (состояние 0) в правое положение (состояние 1). Сам проводоукладчик 10 расположен на платформе , совершаюи;ей возвратно-поступательное движение. Отклонение проводоукладчика 10 осупдествляется только в тот .момент, ко1да платформа уравняет свою скорость движения со скоростью движения рабочего барабана, входящего в состав адресного блока 15. Информация о раскладке поступает с блока ввода информации 5 в логический блок 1, в который одновременно с программного блока 3 и с регистратора 11 положения проводоукладчика, поступает информация о номере шага рабочего барабана адресного блока 15 и о положении проводоукладчика («ноль или «единица) в данный момент. Логичес14ий блок 1 выдает разрешение в блок 9 управления проводоукладчиком для выработки команды о смене положения проводоукладчика 10 только в том случае, если оно не соответствует содержанию рассматриваемого разряда на данном шаге, так как каждому шагу соответствует свой информационный разряд («О или «1), поступивший с блока 5 ввода информации.
Отработка проводоукладчиком 10 команды о смене положения контролируется регистратором 11 положения проводоукладчика. Этим достигается изготовление кодовых жгутов с любым возможным чередованием информационных «Ь и «0. В случае
обрыва провода, неисправности фотосчитывающего устройства или регистраторов, наличия сбоя входной информации в блок контроля 4 поступает сигнал неисправности. По этому сигналу из блока контроля 4 в логиQ ческий блок 1 выдается команда «неисправность, по которой логический блок 1 посылает в блок управления 2 разрешение на выработку команды останова двигателя. Одновременно на панели управления высвечивается табло соответствующей неисправности Контроль порядка следования перфокарт осуществляется в логическом блоке 1, где происходит сравнение номера предшествующей перфокарты (Nn) с номером перфокарты (NT-), пришедшим из блока 5 ввода информации. Если на единицу в младшем разряде, то раскладка жгута продолжается. Если или NT Nn более, чем на единицу в младшем разряде, то выдается команда сбоя порядка следования перфокарт и раскладка провода прекращается.
При работе устройства в логическом блоке 1 производится подсчет проложенных проводов и вычитание этой величинь из заданной (введенной с пульта). В момент равенства этих величин из логического блока 1 выдается разрещение в блок 6 управления механизмом раскладки жгута на отключение механизма 7 раскладки жгута. После получения с регистратора 8 положения механизма раскладки жгута сигнала об отключении механизма 7 раскладки жгута логический блок 1 выдает разрешение на включение механизма 13 обвязки жгута, наличие сигнала с регистратора 14 положения механизма обвязки жгута о включении механизма 13 обвязки жгута служит запретом для работы с механизмом 7 раскладки жгута. После окончания процесса обвязки устройство изготовления кодового жгута автоматически выключается. Предложенное техническое решение по сравнению с известными аналогичными решениями дозволяет повысить надежность работы устройства за счет наличия пошагового контроля раскладки кодового жгута, повысить точность изготовления кодовых жгутов за счет жесткой обратной связи пошагового поворота рабочего барабана с исполнением команды, повысить производительность при изготовлении кодовых жгутов за счет совмешения процесса прошивки и обвязки в одном устройстве и сокрашения времени за счет исключения перемещения проводоукладчика при адресации кодовых проводов. Формула изобретения Устройство изготовления кодовых жгутов для постоянных накопителей, содержашее программный блок, вход которого соединен с выходом адресного блока, первый вход которого соединен с выходам блока управления, к которому подсоединены первый вход проводоукладчика, а второй вход адресного блока подключен к первому выходу проводоукладчика, второй выход которого соединен с регистром положения проводоукладчика, а второй вход - с выходом блока управления, механизм раскладки жгута, первый вход которого соединен с выходом блока управления, второй вход - с выходом блока управления механизмом раскладки жгута, а выход - с регистратором положения механизма раскладки жгута, выход которого подключен к первому входу блока контроля, вход блока управления механизмом раскладки жгута соединен с входом блока управления, выход программного блока подключен к второму входу блока контроля, блок ввода информации, выход которого подключен к третьему входу блока контроля, отличающееся тем, что, с целью повышения надежности и быстродействия устройства, оно содержит логический блок, механизм обвязки жгута, блок управления механизмом обвязки жгута и регистратор положения механиз.ма обвязки жгута, при этом первый вход механизма обвязки жгута подключен к выходу блока управления, второй - к выходу блока управления механизмом обвязки жгута, а выход - к входу регистратора положения механизма обвязки жгута, выход которого подключен к первому входу логического блока и к четвертому входу блока контроля, вход блока управления механизмом обвязки жгута подключен к входу блока управления, первый вход блока контроля соединен с вторым входом логического блока, третий вход которого соединен с вторым входом блока контроля, четвертый - с выходом блока ввода информации, пятый - с выходом блока контроля, а шестой - с пятым входом блока контроля и с выходом регистратора положения проводоукладчика, а выход подключен к входу блока управления. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 466543, кл. G 11 С 5/06,-1973. 2.Авторское свидетельство СССР по заявке № 2522185/18-24, кл. G 11 С 5/12, 09.09.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления прошивкой постоянных накопителей | 1979 |
|
SU894788A1 |
| Автоматизированная система для прошивки постоянных запоминающих устройств | 1977 |
|
SU733015A1 |
| Устройство для изготовления кодовых жгутов постоянных запоминающих блоков | 1977 |
|
SU750556A1 |
| Устройство для контроля блоков постоянной памяти | 1983 |
|
SU1125657A1 |
| Устройство для контроля постоянных запоминающих устройств | 1976 |
|
SU622175A2 |
| Устройство для контроля постоянных запоминающих устройств | 1976 |
|
SU563697A1 |
| Устройство для контроля постоянной памяти | 1987 |
|
SU1411838A2 |
| Устройство для изготовления кодовых жгутов постоянных накопителей | 1981 |
|
SU1105937A1 |
| Устройство для контроля кодовых жгутов постоянного запоминания блока | 1974 |
|
SU514348A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |