1
; Изйбретение относится к области ;акустических методов нераэрушающе го ;Контроля и может быть использовано ;при изготовлении образцов для настройки импедансного акустического (Дефектоскопа при контроле изделий ;с сотовым заполнителемо I Цель изобретения - повьшение |достоверности настройки и технологичности изготовления образца при использовании в качестве обшивок многослойных полимерных материалов за счет имитации реальных,дефектов при полном повторении количественной структуры мате1риала образца и исключения возможности получения искусственного дефекта с размерами, значительно отличающимися от размеров вкладыша.
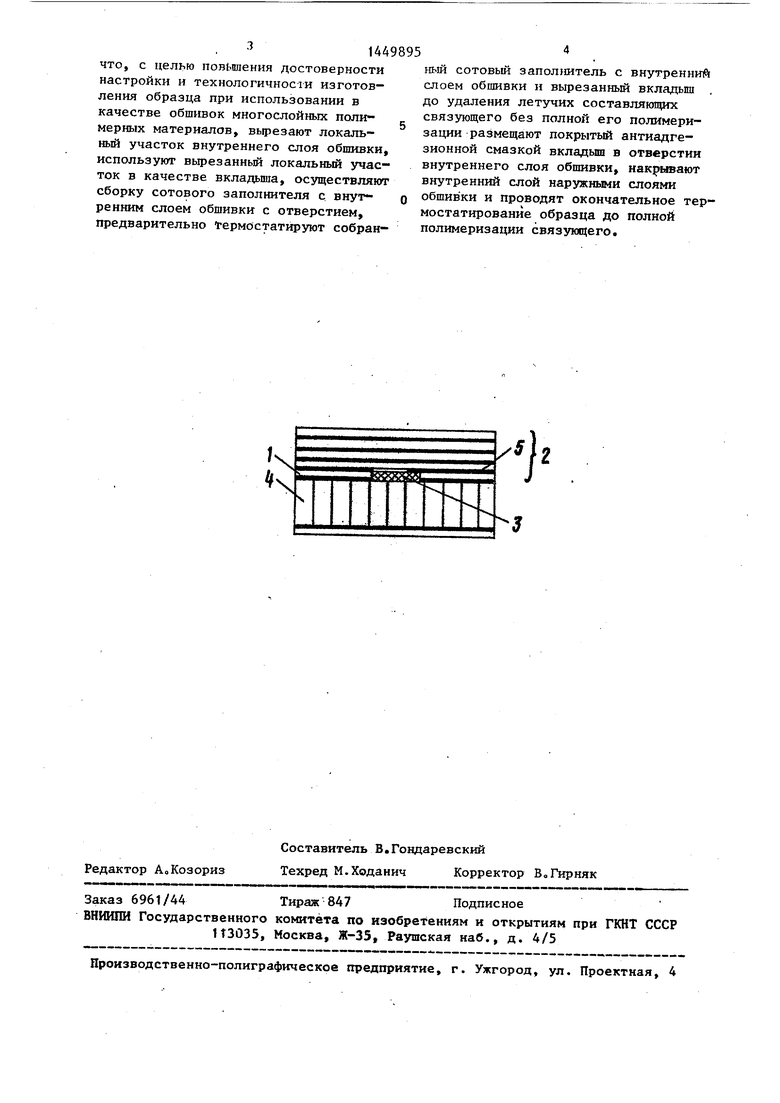
На чертеже представлен образец чля настройки импедансного акустического дефектоскопа при контроле изделий с сотовым, заполнителем сечение. I Способ заключается в следующем.
Вырезают локальный з 1асток внутреннего слоя обшивки. Собирают сото- зьй заполнитель с внутренним слоем эбшивки, в котором выполнено отверстие. Термостатируют собранную заготовку и отдельно вьфеванный учасг- |гок - вкладыш до тех пор, пока не |удалятся летучие составлякщую связующего, но полная полимеризация свя- ;)3тощего еще не наступит. Покрывают ззкладьш антиадгезионной смазкой и )азмещают его в отверстии внутреннего слоя обшивки на заготовке. Завершают сборку пакета обшивки, до- |1олнив его наружными слоями. Окон- йательно термостатируют образец до йолной полимеризации связующего.
Способ реализуют следуняцим обра- фом.
. Проводят разметку слоя 1 обшивки I , в котором закладывается дефект и соответствии с планируемым место- 1 оложением и размерами закладываемого дефекта. Вырубают локальный ЗГчасток 3 в слое 1, вьшолненном, Например, из стеклоткани 36 РД. В tny4ae использования для склеива- 11ия клеевой пленки, например, ВК-31 а ней также делают соответствзтощее Отверстие. Проводят подготовку поверхностей слоя 1 и сотового запол- ь1ителя 4 к склеиванию о Укладьшают слой 1 со сквозным отверстием клеевой пленкой на сотовый заполнитель
1449895
10
со ег те из |1 вк JKo ща За и кл сл Ок ра в
ки кл ре ве ца ев ств нос раз Уме деф про мов пов с с лок 35 гез нос вит рон одн 40 ной деф Згча ров и о ниц риз
20
25
30
45
Фо
50 нас деф сот сбо
55 лем ной меж зап раз
10
4 заготовки Для удаления летучих составляющих связующего без полной его полимеризации предварительно термостатируют раздельно заготовку из деталей 1 и 4 и локальный участок 3 при температуре 120 с в течение |1 ч. После этого локалыагй участок- |вкладьш 3 покрьшают слоем термостой- JKoro лака Фторопласт 32Л6 и помещают в отверстие сЛоя 1 заготовки. Затем, совмещая локальный участок 3 и отверстие в ложащейся на слой 1 клеевой пленке, укладывают следующие слои 5, завершая набор обшивки 2. Окончательное термостатирование образца проводят при температуре 175°С в течение 1,5 Чо
В случае нанесения клея на обшивку кистью или распылителем отверстие в клеевом слое создают с помощью трафарета, точно повторяющего размеры отверстия Способ изготовления образца исключает влияние растекания клеевого слоя на форму и размеры искусственного дефекта т.е. повьш1ает точность получения дефектов заданных размеров и их воспроизводимость. Уменьшение погрешности моделирования дефекта позволяет более эффективно производить выбор оптимальных режимов и чувствительности контроля, что повышает качество контроля изделий с сотовым заполнителем. Отделенньй локальный участок покрьтают антиад- 5 гезионной термостойкой смазкой пол-, ностью в случае, если надо изготовить имитатор с дефектами с двух сторон обшивки согласно чертежу. При односторонне покрытии антиаДгезион- 0 ной смазкой обеспечивается надея ный дефект с одной стороны локального Згчастка. Промежуточное термостатирование предотвращает растекание клея и обеспечивает получение резкой ницы дефекта на этапе полной полимеризации связующего.
0
5
0
5
Формула изобретения
Способ изготовления образца для настройки импедансного акустического дефектоскопа при контроле изделий с сотовым заполнителем, включающий сборку обшивок с.сотовым заполнителем, покрытие вкладьш1а антиадгезионной смазкой расположение вкладыша между одной из обшивок и сотовым заполнителем и термостатирование образца, отличающийся тем.
что,
1449895
с целью повЬюения достоверности
настройки и технологичности изготовления образца при использовании в качестве обшивок многослойных полимерных материалов, вырезают локальный участок внутреннего слоя обшивки, используют вырезанньй локальный участок в качестве вкладыша, осуществляют сборку сотового заполнителя с внутренним слоем обшивки с отверстием, предварительно 1рермс1статируют собранный сотовый запол1ютель с внутренний слоем обшивки и вырезанный вкладыш до удаления летучих составляющих связующего без полной его полимеризации размещают покрытый антиадгезионной смазкой вкладьш в отверстии внутреннего слоя обшивки, накрывают внутренний слой наружными слоями обшивки и проводят окончательное тер- мостатирование образца до полной полимеризации связуюсчего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для настройки при контроле акустическими методами изделий с сотовым заполнителем на непроклей | 1987 |
|
SU1441300A1 |
| Способ изготовления образца для определения прочности клеевого соединения сотового заполнителя и обшивки | 1987 |
|
SU1453225A1 |
| Способ изготовления стандартного образца с искусственным дефектом для неразрушающего контроля многослойных клеевых изделий | 1987 |
|
SU1413518A1 |
| Способ неразрушающего контроля монолитного листа совместно с клеевым слоем в многослойных конструкциях из полимерных композиционных материалов | 2018 |
|
RU2701204C1 |
| Способ имитации дефекта непроклея в многослойных конструкциях | 2017 |
|
RU2667317C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ РЕМОНТА АКУСТИЧЕСКОЙ СОТОВОЙ ПАНЕЛИ | 2003 |
|
RU2252851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2013 |
|
RU2563198C2 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
Изобретение относится к области акустических методов неразруша}ощего контроляв Целью изобретения является .повьшение достоверности настройки и технологичности изготовления образца при использовании в качестве обшивок многослойных полимерных материалов вследствие соответствия количественной структуры материала образца материалу изделия и предотвращения возможности затекания клея в область искусственного дефекта благодаря изготовлению вкладыша из внутреннего слоя обшивки и промежуточного термостатирования заготовки образца. Из внутреннего слоя обшивки вьфезают локальный участок, накладывают этот слой на сотовый заполнитель и термостатируют заготовку и вырезанный участок-вкладыш для удаления летучих составляющих связующе- го. Покрьшают вкладьш антиадгезионной смазкой и размещают его в отг верстии внутреннего слоя обшивки заготовки. Накладывают остальные слои обшивки и провбдят окончательное тер мостатирование до полной полимеризации связуюп его. 1. ил о S6 (Л с 4ib 4 СО сх со 01
f г
| Контроль многослойных конструкций и изделий из сложных пластиков акустическим импедансным методом | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контроль качества изделий из неметаллических материалов и многослойных клеенных конструкций акустическими методами с использованием нормальных воли | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ВИАМ, 1977, СоЗ | |||
| Контроль неразрушакжщй | |||
| Специальные низкочастотные акустические методы | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ВИАМ, 1984., с.11-15. | |||
