Изобретение относится к способам неразрушающего контроля качества материалов и изделий, а именно к разработке и созданию стандартных об- разцов для метрологического обеспечения дефектоскопической аппаратуры при ее настройке на выявление дефектов типа непроклей в клеевых сотовых и листовых конструкциях с применением стандартных образцов.
Целью изобретения является повышение качества изготовления стандартного образца за счет исключения влияния растекания клеевого слоя на форму и размеры искусственного дефекта.
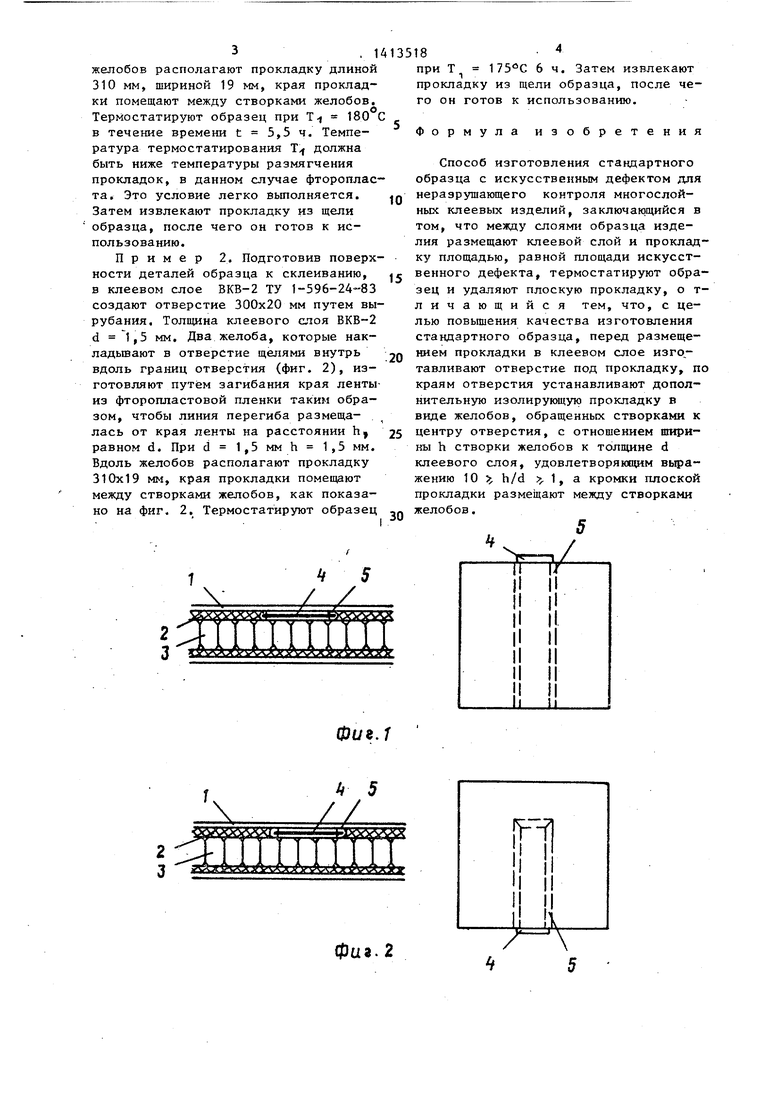
.На фиг. 1 изображен образец с дефектом., выполненным в виде сквозной щели, на фиг. 2 - образец с дефектом выполненным в виде глухой (несквоз- ной) щели по ширине образца.
Стандартньй образец в процессе изготовления содержит обшивку 1, соединяемую клеевым слоем 2 с сотовым заполнителем 3, плоскую прокладку 4 площадью, равной площади искусственного дефекта, устанавливаемую в отверстие в клеевом слое 2 и удаляемую после термостатирования, и устанавливаемую по краям отверстия дополни- тельн ую изолирующую прокладку в виде желобов 5, обращенных створками к центру отверстия.
Сущность способа заключается в слдующем .
В образце изделия изготавливают отверстие в клеевом слое 2 путем локального удаления клея между обшивкой 1 и сотовым заполнителем 3 непосредственно перёд операцией уклад- ки плоской прокладки 4 на заданный участок образца. Требуемый участок защищают экраном или трафаретом при нанесении клея, например. кистью, на поверхность, затем экран вместе с клеевым слоем удаляют и создают отверстие.. В случае применения клеевой пленки на месте отверстия удаляют участок пленки путем ее вырубки или вырезания.
Снятие слоя 2 клея облегчает уело ВИЯ удаления плоской прокладки 4 после термостатирования, исключает ее залипание к обшивке в центральной и оконечной частях, излишне плотное прижимание прокладки 4 между обшивко 1 и сотовым заполнителем 3 и ее возможный обрьт на конечной операции извлечения плоской прокладки 4. При
g
5
0
5 0
п
5
5
5
этом значительно снижается усилие уд удаления плоской прокладки 4 из узкой щели внутри образца.
На изготовленное отверстие в клеевом слое 2 вдоль его краев отверстия накладьшают и-обра.зные желоба 5 щелями навстречу друг другу, обшивку 1 и сотовый заполнитель 3 соединяют кпеевым слоем 2. На отверстие в клеевом слое накладывают прокладку 4, проходящую кромками внутри желобов 5. Линию перегиба желоба размещают по линии границы отверстия.
Желоба изготовляют из тонкой пленг
ки, например фторопластовой, с анти- адгезионными свойствами, исключающими сцепление и растекание клея на поверхности пленки. Создание указанных условий обеспечивает скольжение прокладки внутри створок желобов 5 без перекосов и защемлений. Надежной за- щиты внутренней поверхности желоба от проникновения в нее клея достигают путем вьтолнения требуемого соотношения между толщиной d клея и шири- ной h створки желоба. Если отношение h/d 1, то клей проникает внутрь раскрыва щели желоба, что приводит к браку, так как происходит залипание плоской прокладки 4 в желобах 5 на этапе ее удаления. Увеличение нецелесообразно, так как при соотношении h/d 5 10 обеспечивается надежная защита прокладки 4 и вьгутренней поверхности желобов 5 от проникновения клея, и прокладка 4 легко извлекается из щели желобов 5 при ее удалении из образца.
Способ изготовления стандартного образца осуществляют следующим образом.
Пример 1. Проводят подготовку поверхности деталей образца к склеиванию. В клеевой пленке ВК-31 ТУ 6-17-1179-80, толщина d 0,25 мм, создают отверстие 300 х 20 мм путем вырубания. Укладывают клеевую пленку на слой обшивки, прилегающей к сотовому заполнителю. Затем накладывают в отверстие щелями внутрь вдоль границ отверстия (фиг. 1) два желоба из фторопластовой пленки. Изготовляют желоб путем загибания края ленты из фторопластовой пленки таким образом, чтобы линия перегиба размещалась от края ленты на расстоянии h, равном lOd, где d - толщина клеевого слоя. При d 0,25 мм h 2,5 мм. Вдоль
3. 1
желобов располагают прокладку длиной 310 мм, шириной 19 мм, края прокладки помещают между створками желобов, Термостатируют образец при Т 180 С в течение времени t 5,5 ч. Температура термостатирования Т должна быть ниже температуры размягчения прокладок, в данном случае фторопласта. Это условие легко вьшолняется. Затем извлекают прокладку из щели образца, после чего он готов к использованию.
Пример 2. Подготовив поверхности деталей образца к склеиванию, в клеевом слое ВКВ-2 ТУ 1-596-24-83 создают отверстие 300x20 мм путем вырубания. Толщина клеевого слоя ВКВ-2 d 1,5 мм. Два желоба, которые нак- ладьюают в отверстие щелями внутрь вдоль границ отверстия (фиг. 2), изготовляют путём загибания края ленты- из фторопластовой пленки таким образом, чтобы линия перегиба размеща- лась от края ленты на расстоянии h равном d. При d 1,5 мм h 1,5 мм. Вдоль желобов располагают прокладку 310x19 мм, края прокладки помещают между створками желобов, как показано на фиг. 2. Термостатируют образец
18
при Т 175°С 6 ч. Затем извлекают прокладку из щели образца, после чего он готов к использованию.
Формула изобретения
Способ изготовления стандартного образца с искусственным дефектом для неразрушающего контроля многослойных клеевых изделий, заключающийся в том, что между слоями образца изделия размещают клеевой слой и прокладку площадью, равной площади искусственного дефекта, Термостатируют образец и удаляют плоскую прокладку, о т- личающийся тем, что, с целью повышения качества изготовления стандартного образца, перед размещением прокладки в клеевом слое тавливают отверстие под прокладку, по краям отверстия устанавливают дополнительную изолирующую прокладку в виде желобов, обращенных створками к центру отверстия, с отношением ширины h створки желобов к толщине d клеевого слоя, удовлетворяющим выражению 10 h/d : 1, а кромки плоской прокладки размещают между створками
желобов.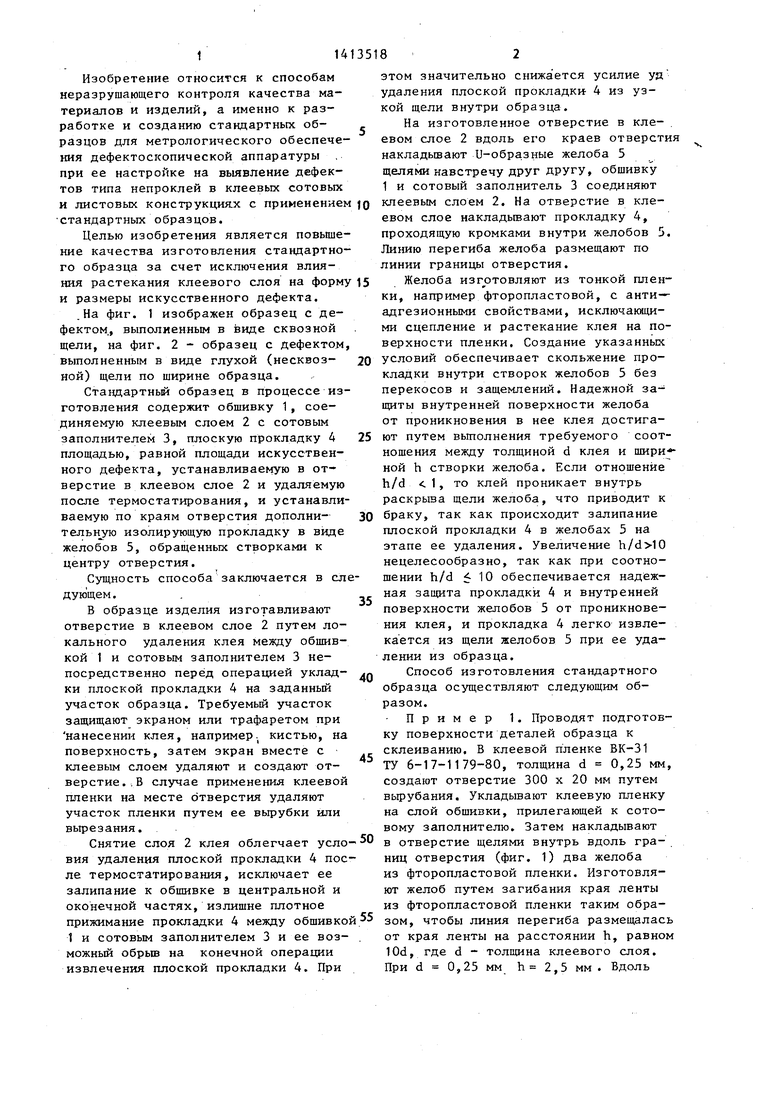
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образца для настройки импедансного акустического дефектоскопа при контроле изделий с сотовым заполнителем | 1987 |
|
SU1449895A1 |
| Способ изготовления образца для определения прочности клеевого соединения сотового заполнителя и обшивки | 1987 |
|
SU1453225A1 |
| Образец для настройки при контроле акустическими методами изделий с сотовым заполнителем на непроклей | 1987 |
|
SU1441300A1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2009 |
|
RU2408464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| ОКАНТОВОЧНЫЙ ЭЛЕМЕНТ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2451603C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| Способ испытания соединений обшивок с ячеистым заполнителем и устройство для его осуществления | 1981 |
|
SU983478A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПРИ ОТРЫВЕ КЛЕЕВОГО СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКОЙ В ТРЕХСЛОЙНОЙ ПАНЕЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2604114C1 |
Изобретение относится к неразрушающему контролю многослойных клеевых изделий. Цель изобретения - повышение качества изготовления стан- дарного образца. Способ основан на создании отверстия в клеевом слое, укладывании дополнительной, изолирующей прокладки в виде желобов вдоль границ отверстия в клеевом слое, размещении в зоне отверстия внутри желобов плоской прокладки, термоста- тировании образца и удалении плоской прокладки, причем желоба изготовляют посредством загиба ленты из тонкой пленки, а ширина загнутой полости и толщина клеевого слоя находятся в соотношении 10 h/d 1. 2 ил. а (Л
Фиг.1
| Контроль качества изделий из неметаллических материалов и многослойных клеевых конструкций акустически - ми методами с использованием нормальных волн | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.г-ВИАМ, ,1.977, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| . | |||
