4 сд
114
Изобретение относится к стекольной промьгашенности и может быть использовано на стекольных заводах для раскроя стекла.
Цель изобретения - интенсификация -процесса резания и повышение качества реза.
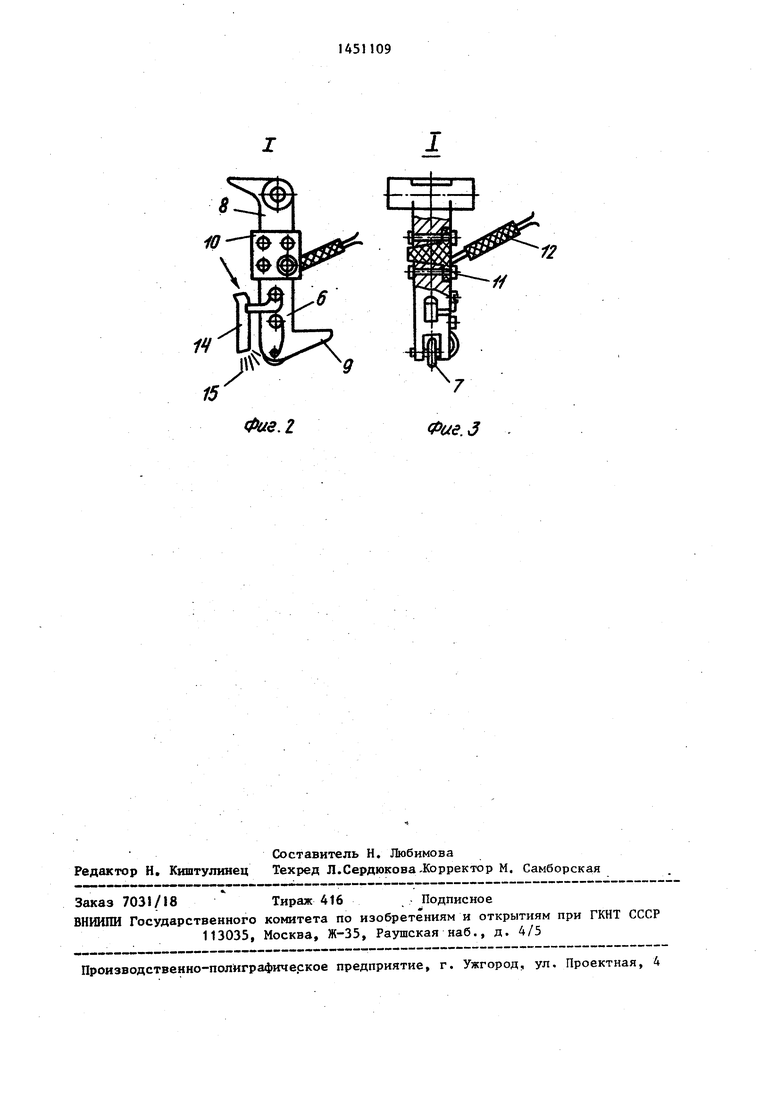
На фиг, 1 изображено устройство резки стекла; на фиг. 2 и 3 - узел I на фиг, 1.
Лента стекла 1 размещена на валах рольганга 2, Над лентой стекла под .. углом к последней расположена балка 3, по направляющей которой перемеща- ется каретка 4. На каретке с помощью оси 5 закреплена державка 6 с режущим роликом 7.
Державка (корпус) состоит из двух элементов 8 и 9, соединенных электро изоляционной вставкой 10 с помощью винтов 11. Элемент 9 державки соеди- йен электропроводом 12 с источником 13 тока, вторая клемма источника соединена с валом рольганга 2, К роли- ку 7 по трубке 14 подается расклинивающая жидкость 15,
При раскрое ленты горячего стекла (400-700 С) в качестверасклинивающей з/ идкости используют водные раст- воры электролитов. Расклинивающая жидкость подается в зону контакта ро- .лика 7 со стеклом 1„ В момент образования трещины за счет вакуума капиллярных сил жидк ость попадает в трещи- ну, расклинивает ее и увеличивает нл« длину трещины на 10- 15%,
В предлагаемом способе интенсификация резки обеспечивается за счет подачи электрического потенциала на электрохимическз о систему режущий ролик - расклинивающая жидкость - стекло. При этом раскрой происходит в электрическом поле, способствующем принудительному заполнению образую- щейся трещины расклинивающей жидко- стью. Для этого на элемент 9 и ролик 7 подают электрическое напряжение от источника 13 тока,
В пульсирующем электрическом поле ж щкость приходит в непрерывное движение , что усиливает эффект расклини- вш№я (электрогидравлический эффект).
Пример 1 . оконного стекла подвергают раскрою при 630 С с твердосплавным роликом марки ВКЗ с углом заточки 130°, нагрузке на ролик 60 Не использованием расклинивающей жидкости - 10%-ного водного
092
раствора хлористого аммония. Глубина трещины в стекле при данных параметрах раскроя составляет 0,45-0,55 мм. При подаче на режущий ролик положительного потенциала 9,5 В глубина трещины возрастает до 0,6-0,65 мм, В результате улучшается качество кромки реза (снижение сколов) и снижается усилие отломки.
Пример 2, При подаче на тот же ролик положительного прямоугольного импульсного напряжения 200 Б с длительностью импульса О,02-с глубина трещины возрастает с 0,45-0,55 до 0,7-0,075 мм. Это выражается в повышении выхода годных изделий на 8-10%.
Пример 3. При сохранении тех же исходных условий резки (см. пример I) в качестве расклинивающей жидкости используют дистиллированную техническую воду (эле ктропроводность до 5-10 ) . Подавая на режущий ролик рабочее напряжение 30 кВ, мгновенно (10-100 мкс) вьщеляется энергия в связи с разрядом в жидкост (воде). При разряде образуется плаз- менньй канал с температурой 15 - 30 тыс, градусов. В канале, имеющем небольшое поперечное сечение, происходит интенсивный локальный разогрев жидкости. При этом в нем концейтриру ется энергия перегретого ионизированного газа и пара. Быстрое локальное расширение канала разряда в виде парогазовой полости (позыря) в трищене стекла под действием внутреннего давления создает в окружающей, несжимаемой среде, волны сжатия и импульсы
давления до 500 МПа, в результате чего трещина резко прорастает вглубь стекла, увеличиваясь до 50% по длине В результате такого интенсифицированного реза отломка стекла облегчается качество стеклоизделий после закалки улучшается,.. ,.
Формула изобретения
1. Способ резки горячего стекла путем нанесения реза на поверхность стекла твердосплавным роликом, смачиваемым расклинивающей жидкостью, и последующий разлом, отличающийся тем, что, с целью интенсификации процесса резания и повышетт ния качества реза, нанесение реза осуществляют в электрическом поле.
31451109
2. Устройство резки горячего стек- личатощееся тем, ла, содержащее державку с закреплен-жавка выполнена из двух элементов,
ным на нем режущим роликом, системусоединенных вставкой из диэлектрика,
подачи расклинивающей жидкости, о т- g .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки стекла | 1989 |
|
SU1673545A1 |
| Способ раскроя листового стекла | 1982 |
|
SU1090668A1 |
| Способ резки стекла | 1977 |
|
SU631465A1 |
| Способ резки пластичной ленты стекла | 1982 |
|
SU1087478A1 |
| Способ резки листового стекла | 1985 |
|
SU1303564A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ СТЕКЛА | 2003 |
|
RU2248944C1 |
| Устройство для резки ленты стекла | 1981 |
|
SU1020385A1 |
| Устройство для резки листового стекла | 1977 |
|
SU722859A1 |
| Режущая головка для резки листового стекла | 1981 |
|
SU1021660A1 |
| Стеклорез | 1987 |
|
SU1433919A1 |

Изобретение относится к стекольной промьппленности и может быть использовано на стекольных заводах. Целью изобретения является интенсификация процесса резания и повышение качества реза. Способ резки горячего стекла отличается тем, что нанесение реза осуществляют в электрическом поле. Устройство для резки содержит „ державку с закрепленным на нем режущим роликом, систему подачи расклинивающей жидкости. Державка выполнена из двух элементов, соединенных диэлектриком. 2 с.п. ф-лы, 3 ил. ю
1 f/
/3
(Pue.f
15
Фиа.1
| Патент США № 3928013, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Режущая головка | 1978 |
|
SU785249A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
