Изобретение относится к строительству и стройматериалам, в частн ти к стекольной промьшшенности, к способам резки стекла. Известен способ резки пластичной ленты по которому с помощью режуще го ролика наносят метку. На кончик режущего ролика непрерывно подается ограниченное количество жидкости дл прохождения по трещинам, образованным режущим роликом, а затем ленту отламывают путем изгибания по линии реза Cl 3. Недостатком этого способа являет ся низк.ое качество реза. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ рас кроя листового стекла, включающий нанесение канавок на поверхность стекла, надрез по дну канавки и последующее разделение на форматы t Недостатком известного способа я ляется низкое качество кромок стекла, необходимость применения дорого стоящего инструмента для нанесения граней на стекло, а дли окончательн го надреза - кобальто-вольфрамового ролика, использование которого в стекольной промышленности является дефицитньм. Дель изобретения - повышение кач ства реза и замена дефицитных материалов. Поставленная цель достигается тем, что по способу раскроя листового стекла, включающему нанесение канавок на поверхность стекла, надрез по дну канавки и последующее ра деление на форматы, нанесение канавок осуществляют путем пережима пластичной ленты стекла стальными дисками, а надрез и разделение на форматы ведут одновременно путем пропдавления дисками из нержавеющих сдалей при скорости их вращения 6000-12000 об/мин. На чертеже.изображена схема осуществления способа. По предлагаемому способу осущест ляют только пережим ленты стекла до толщины перемычки 1,5-2,5 мм с последующим удалением перемычки тонким металлическим диском, вращающимся с большой скоростью (например 6000 об/мин). Указанный метод распиловки стекла исследован на специально сконструированном и изготов ленном стенде, представляющем собой металлический стол 1 с электродвигателем и ведущим шкивом 2, приводящим во вращение при помопд ремня 3 диск 4. Способ распиловки дает хорошие результаты и при резке стекла толстых номиналов. Проведены испытания по резке узорчато10 листового стекла толщиной 6 мм. Так, например, установлено , что скорость перемещения образца при распиловке стекла толщиной 6 мм плоским диском из стали 45 толщиной 1 мм составляет 240 м/ч. Скорость вращения диска 6000 об/мин. Уменьшение толщины стекла до 2 мм приводит к возрастанию скорости резания в 1,6-1,8 раза. Предлагаемый способ может быть использован, напримеп, в поточных линиях производства прокатного стекла. При увеличении температуры стекла до 620 С скорость резания диском увеличивается дополнительно на 2530%, а сопротивление резанию уменьшается с 4 кгс (при до 1,5 кгсПричем на горячем стекле образуется на торце оплавленный слой стекла, способствующий залечиванию микротрещин на торцах. Проведено испытание на стенде образцов стекла с предварительно нанесенными канавками в пластичной ленте стекла. Получены также хорошие результаты. Удаление перемычки быстро вращающимся диском происходит в результате локального нагрева стек ла за счет сил трения до высоких температур (900-1200 с) и удаления расплава стекла диском. Заметного износа и разогрева диска приэтом не обнаружено. Способ раскроя планируется,. использовать для осуществления продольного раскроя горячей лец;ты стекла. Проведены испытания опытного образца устройства на ленте стекла. Экономический эффект от внедрения составляет 600 тыс. руб. на одну линию производительностью 5 млн. м. в год. Наибольший эффект предлагается получить при внедрении изобретения на линии получения закаленных стекоизделий строительного назначения в едином потоке с формованием без вторичного нагрева стекла перед закалкой. Применение предлагаемого способа резки горячего стекла позволит отказаться от применения дорогостоящих кобадьто-вольфрамовых твердых спла3 10906684
BOB, от станков заточки роликов икоторое уменьшение (на 4-5%) количеобслуживающего их персонала, чтоства боя при закалке за счет улучшевысвободит в течение года околония качества торца, что позволит
15 тыс. руб.получить дополнительно около
При испытании опытного устройства 250 тыс. м закаленного стекла общей
на промышпенной линии обнаружено не-стоимостью ft, 585 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки пластичной ленты стекла | 1982 |
|
SU1087478A1 |
| Способ изготовления изделий из листового стекла | 1976 |
|
SU653879A1 |
| Способ резки листового стекла | 1985 |
|
SU1303564A1 |
| Способ резки горячего стекла и устройство для его осуществления | 1987 |
|
SU1451109A1 |
| Способ резки ленты стекла | 1986 |
|
SU1384547A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| Способ резки стекла | 1984 |
|
SU1284954A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ СТЕКЛА | 2003 |
|
RU2248944C1 |
| Установка для раскроя ленты стекла на форматы | 1979 |
|
SU881020A2 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
СПОСОБ РАСКРОЯ ЛИСТОВОГО СТЕКЛА, включающий нанесение канавок на поверхность стекла, надрез по дну канавки и последующее разделение на форматы, отличающийся тем, что, с целью повьшения качества реза и замены дефицитных материалов, нанесение канавок осуществляют путем пережима пластичной ленты.стекла стальными дисками, а надрез и разделение на форматы ведут одновременно путем проплавления дисками из нержавеющих сталей при скорости их вращения бОООт-12000 об/мин. if (Л J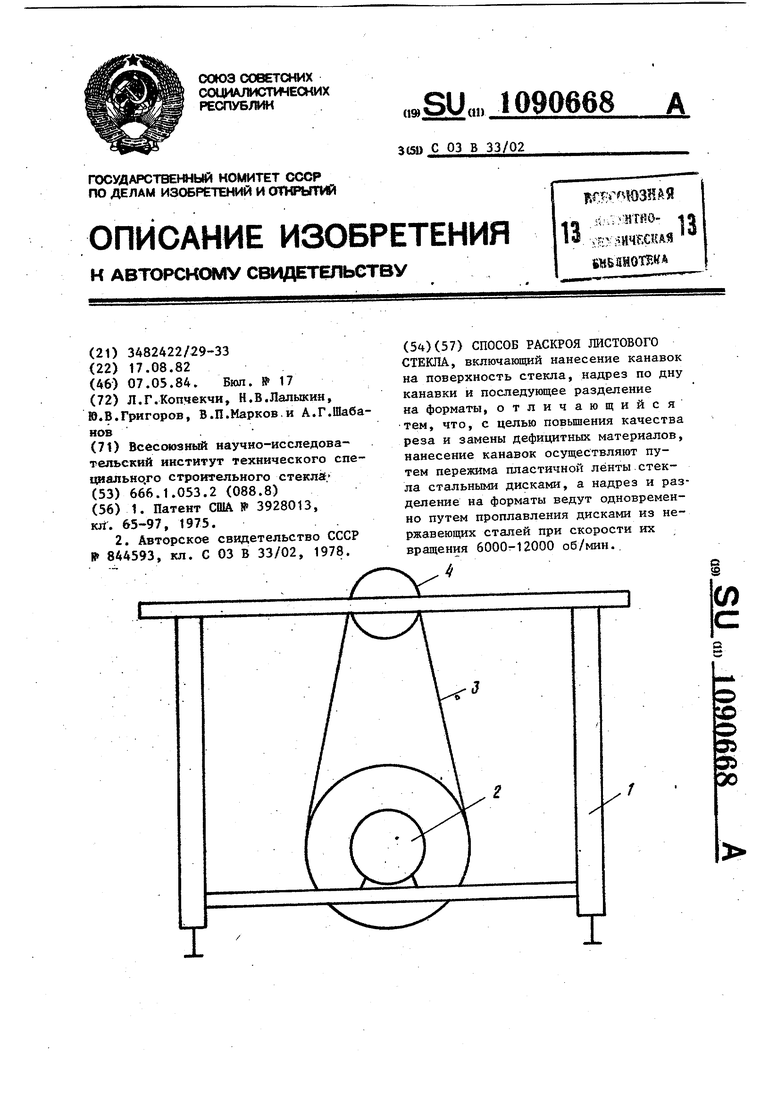
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3928013, Kji | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ резки заготовок из листовогоСТЕКлА | 1978 |
|
SU844593A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
