I . . Изобретение относится к металлургии, в частности к способам термической правки, изделий, и может быть использовано при изготовлении толстостенных труб из жаропрочных сталей и сплавов.
Цель изобретения - расширение технологических возможностей и по- вьш1ение точности правки.
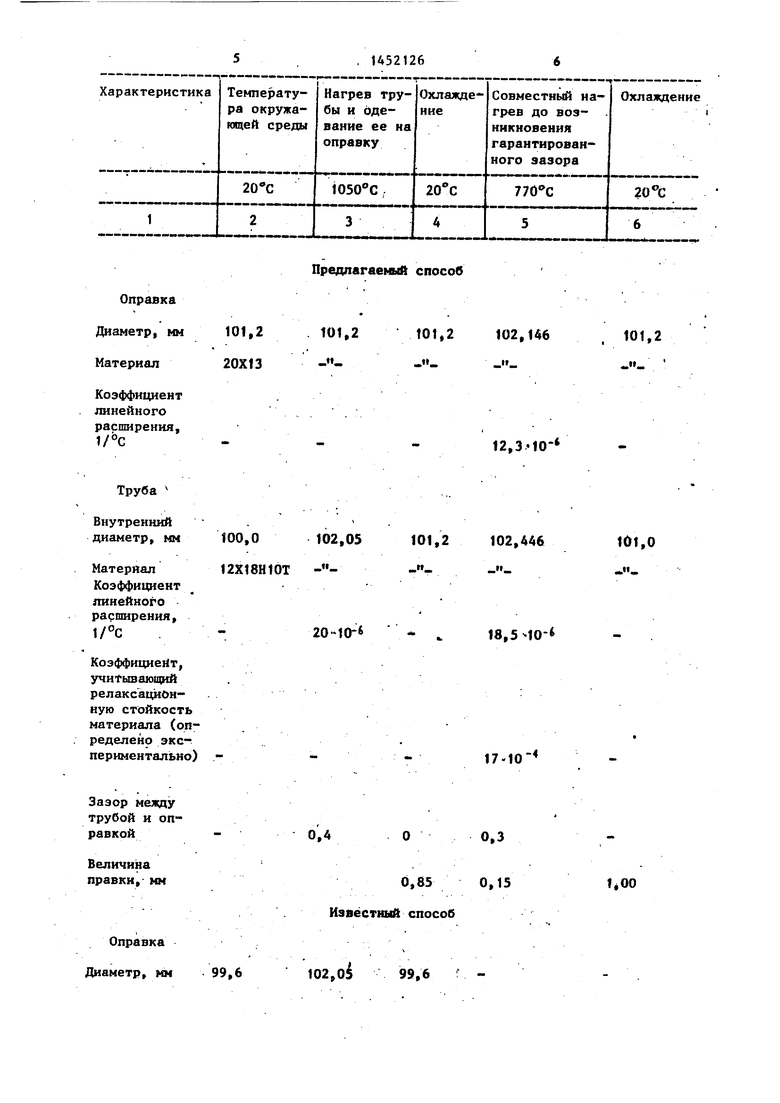
Пример. Правка толстостен-. ной трубы диаметром 130x15x450 из стали 12Х18Н10Т с помощью оправки диаметром 101,2x500, изготовленной из стали 20X13.
Способ осуществляется следующим образом. ,
Трубу нагревают и в нагретом состоянии устанавливают на оправку. В процессе охлаждения труба с натягом обжимает оправку. При этом труба упругогпластически деформируется и происходит ее правка. Затем трубу с оправкой помещают в печь
е (в
торно нагревают. В процессе последующего нагрева происходит релаксация внутренних напряжений, позволяющая осуществлять дополнительную правку трубы. При этом благодаря различию в коэффициентах линейного расширения между трубой и оправкой возникает зазор, позволяющий легко удалить трубу с оправки. После нагрева до заданной, рассчитанной по формуле, температуры трубу с оправкой извлекают из печи и удаляют оп- равку из нагретой трубы.
Таким образом, происходит двухступенчатая правка: при охлаждении нагретой трубы, установленной на 6п-. равке при совместном нагреве до температуры образования гарантированного зазора между оправкой и трубой.
Параметры процесса правки приведены в таблице. Температуру повторного нагрева определяют из форму- л&
сл
4 О1 149
S О)
a 4-KDrp
D
onp
(o(p-o/pnp)
где t - температура окружающей
среды,°C,
4t - разность между температурами нагрева и окружающей среды, с,
Л - необходимый, гарантированный зазор для удаления оп- равки из трубы5, мм, . К - коэффициент, учитывающий релаксациониую стойкость материала;
D/ - диаметр оправки, MMJ DTP - внутренний диаметр трубы,м rf idenp соответственно коэффициент линейного расширения трубы и.оправки, 1/°С,
причем удаление оправки производят при указанной температуре.
Принимаем, что температура окру- аающей среды t;, равна 20°С, а гарантированный зазор между трурой и оправкой принимаем равным мм, тогда
. 0,3+1 7 .ЩР-Ю-
101,2(18,5-12,3) -10-
,
Отсюда температура повторного нагре- Ва трубы с оправкой будет равна ,,
bi-7A9+20 769 C
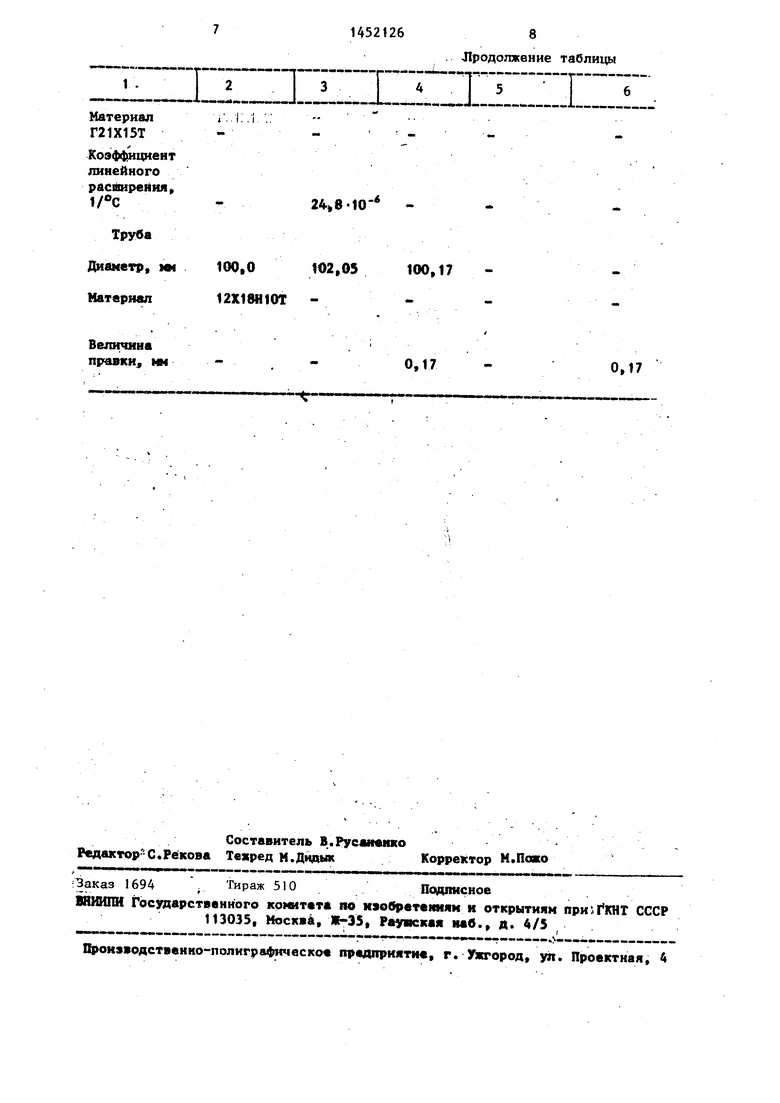
Как видно из приведенных в табли- це результатов, величина правки по Предлагаемому-способу составляет tgPO мм а по известному 0,17 мм.
Такш{ образом, технико-экономическим преимуществом предлагаемого способа по сравнению с известным является возможность осуществлять де- формацию толстостенных труб без применения сложного кузнечно-прессо
вого оборудования, т.е. расширяется технологические возможности. Так, для деформации трубы диаметром 130 х X 15 X 450 из стали 12Х18Н10Т необходимо было приложить усилие, равное 612 т. ,
Предлагаемый способ позволяет исключить сложное оборудование и существенно повысить точность правки.
Формула изобретения
Способ термической правки трубчатой заготовки, включающий нагрев, установку на оправку, их совместное охлаждение и удаление оправки, отличающийся тем, что, с целью расширения технологических возможностей и повьппения точности правки, оправку вьшолняют из материала с коэффициентом линейного расширения меньшим, чем у материала трубчатой заготовки, а удаление оправки производят при температуре йовторного нагрева, определяемой из выражения
J+K-DTJ,
+
опр (
У
де t - температура окружающей ереДы.С}
Л - необходимый, гарантированный зазор между оправкой и трубчатой заготовкой,мм, К - коэффициент, учитывающий релаксационную стойкость материала
- диаметр оправки, мм} DTP - внутренний диаметр трубчатой заготовки, MMj
« тр
a/onf коэффициент линейного расширения трубчатой заготовки и оправки.
Предлагаемый способ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314174C1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387499C2 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| Способ производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса | 2022 |
|
RU2788284C1 |
| Способ тепловой сборки многослойных труб | 1985 |
|
SU1344565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
Изобретение относится к металлургии, а именно к термической правке труб из жаропрочных сталей и сплавов. Цель изобретения - повышение точности правки и расширение технологических возможностей. Способ включает нагрев изделия, установку на оправку, охлаждение, повторный нагрев и удаление оправки. Оправка изготавливается из материала с коэффициентом линейного расширения, меньшим, чем у материала изделия. Способ позволяет подвергать правке толстостенные трубчатые заготовки с высокой точностью. 1 табл.
)
101,2 20X13
101,2
,0 102,05 12Х18Н10Т - 20-10-6
0,4
101,2102
12,3
101,2102,
.18,5
17-10
0,3
0,850,15
Известный способ
Оправка Диаметр, tot
99,6102pOi99,6
101,2102,146
101,2
-
12,310-
102,446
,5-10-
101,0 -.« 17-10
0,3
I
14521268
. Лродолжение таблицы
31415I6
..
Mfc .«- «jLe
Труба
Диаметр, мм Материал 12Х18И10Т
102,05 100,17
Величина пр-авки мм
0,17
0,17
| СПОСОБ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 0 |
|
SU205866A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Фиргер И.В | |||
| Термическая обработка сплавов | |||
| -Л.; Машиностроение, 1982, с...210. | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
