Изобретение относится к способу производства бесшовных горячедеформированных труб из высоколегированной коррозионно-стойкой стали аустенитного класса, предпочтительно из стали марок 08Х18Н10Т и 12Х18Н10Т, и может быть использовано для изготовления труб, применяемых для объектов атомной энергетики, химической промышленности, для труб ответственного и специального назначения.
Известен способ производства бесшовных механически обработанных труб размером 530×13-18 мм из стали марки 08Х18Н10Т-Ш (патент РФ 2615928, В21В 19/04, опубл. 11.04.2017), заключающийся в отливке слитков электрошлаковым переплавом, обточке их в слитки-заготовки, сверлении в слитках-заготовках центрального отверстия диаметром 115±5 мм, нагреве слитков-заготовок до температуры 1250-1260°С, подаче в центральное сверление слитков-заготовок смазки, прошивке на стане поперечно-винтовой прокатки в гильзы-заготовки, нагреве гильз-заготовок с холодного посада до температуры 1250-1260°С, подаче внутрь смазки, последующей прошивке-раскатке в стане поперечно-винтовой прокатки в гильзы, прокатке гильз в пилигримовых станах в передельные трубы, порезке труб и их механической обработке.
Известен способ производства товарных и передельных труб из труднодеформируемых марок стали, включающий сверление центрального отверстия диаметром 100±5 мм в заготовках и слитках-заготовках ЭШП диаметром 380-500 мм, выдержку их на колосниках методических печей при температуре 500-550°С в течение 70-90 минут в зависимости от диаметра, после чего нагрев до температуры 1120-1140°С со скоростью 1,4-1,5 град/мин, прошивку заготовок и слитков-заготовок электрошлакового переплава в стане поперечно-винтовой прокатки в гильзы размер в размер по диаметру при скорости вращения рабочих валков 25-40 об/мин на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм (патент РФ №2175899, В21В 21/00, опубл. 20.11.2001).
Известны способы производства бесшовных труб размером 426×15-30 мм и 325×16-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш (патенты РФ №2578060, В21В 19/04, опубл. 20.03.2016 и №2567427, В21В 19/04, 19/06, опубл. 10.11.2015), заключающиеся в выплавке полых слитков электрошлаковым переплавом, механической обработке полых слитков, нагреве полых слитков-заготовок до температуры пластичности, прокатке полых слитков-заготовок на пилигримовом стане в товарные или передельные трубы, термической обработке, травлении, правке, УЗК контроле и приемке труб.
Недостатком описанных выше изобретений является использование исходной заготовки, полученной методом электрошлакового переплава, раскатка гильзы в трубу на пилигримовых станах с последующим получением передельных труб холодной прокаткой, что существенно увеличивает себестоимость труб за счет высокого расходного коэффициента металла и высокой стоимости передела.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков ЭШП и НЛЗ (патент РФ №2322314, В21В 19/04, опубл. 20.04.2008). Способ включает выплавку слитков электрошлаковым переплавом (ЭШП) и заготовок на установках непрерывной разливки из стали марок 08Х16Н9М2, 12Х18Н12Т, 10Х9МФБ и других с последующей обточкой и сверлением центрального отверстия, нагрев слитков и заготовок до температуры пластичности в зависимости от марки стали, прошивку их в станах косой прокатки с деформацией металла с посадом по диаметру 8-16%, прокатку на пилигримовых станах с вытяжками, зависящими от диаметра и толщины стенки. Значения величин посада при прошивке определяют по эмпирическим зависимостям. Описанный способ производства обеспечивает снижение расходного коэффициента металла за счет снижения отбраковки труб по пленам и снижение стоимости труб.
Недостатком прототипа является несоответствие механических свойств труб нормативным требованиям. Кроме того, проведение периодической прокатки гильзы в трубу на устаревших пилигримовых станах обуславливает низкую производительность, повышенный расход металла за счет необходимости удаления пильгер-головки, повышенную разностенность труб и неудовлетворительное качество поверхности по сравнению с трубами, полученными на современных непрерывных станах.
Решаемая техническая проблема заключается в производстве бесшовных труб на непрерывных станах из коррозионно-стойких марок стали аустенитного класса (08Х18Н10Т, 12Х18Н10Т) из непрерывнолитой либо предварительно деформированной заготовки без образования дефектов при последующем формообразовании, с получением заданной микроструктуры и обеспечением механических свойств, соответствующих требованиям для труб ответственного и специального назначения, и повышением производительности.
Технический результат, достигаемый изобретением, заключается в обеспечении механических свойств труб из стали аустенитного класса в соответствии с нормативными требованиями и повышении качества поверхности труб.
Указанный технический результат достигается за счет того, что способ производства бесшовных коррозионно-стойких труб из стали аустенитного класса включает нагрев непрерывнолитой заготовки с высверленной осевой зоной по всей длине заготовки до температуры пластичности, поперечно-винтовую прокатку заготовки в гильзу и раскатку гильзы в трубу. Согласно изобретению, раскатку гильзы осуществляют в непрерывном стане с овальностью калибров 1,05÷1,18 при соотношении ширины калибра к диаметру гильзы не превышающем 1,07, затем проводят прокатку в извлекательно-калибровочном стане и термическую обработку труб.
В частном случае выполнения способа диаметр dсв высверленной осевой зоны заготовки определяют из соотношения:

где Dзаг - наружный диаметр непрерывнолитой заготовки, мм;
kон=1,07÷1,09 - коэффициент осевой неоднородности.
В частном случае выполнения способа для производства труб используют предварительно деформированную заготовку.
В частном случае выполнения способа осуществляют поперечно-винтовую прокатку нагретой до температуры 1240÷1290°С заготовки с коэффициентом вытяжки 1,5÷5,0, при этом разница между диаметрами гильзы и заготовки составляет от -10 до +30%.
В частном случае выполнения способа раскатку гильзы в непрерывном стане осуществляют с коэффициентом вытяжки 1,5÷5,0 и уменьшением по диаметру на 5,0÷25,0%.
В частном случае выполнения способа прокатку в извлекательно-калибровочном стане проводят с коэффициентом вытяжки 1,01÷1,3 и уменьшением по диаметру на 2,0÷25,0%.
В частном случае выполнения способа термическую обработку труб проводят путем нагрева под аустенизацию до температуры 950÷1100°С с последующим ускоренным охлаждением.
Проведение раскатки гильзы в непрерывном стане с овальностью калибров 1,05÷1,18 при соотношении ширины калибра к диаметру гильзы не превышающем 1,07 обеспечивает снижение окова оправки раскатного стана, а также обеспечивает требуемые геометрические размеры готовых труб и безаварийность прокатки. При овальности калибров менее 1,05 калибры слишком узкие, что приводит к увеличению окова оправки. При широких калибрах с овальностью более 1,18 может происходить переполнение следующей клети стана металлом, затекание металла в выпуски калибров, что, в свою очередь, не обеспечивает требуемой геометрии и ведет к риску аварийной остановки стана по переполнению калибра.
Высверливание осевой зоны непрерывнолитой заготовки (далее - НЛЗ) с коэффициентом 0,15÷0,3 позволяет снизить износ оправки прошивного стана, что исключает дефекты на внутренней поверхности готовых труб, возникающие при прошивке заготовки, и в то же время сохранить приемлемый расходный коэффициент металла при производстве труб.
Нагрев заготовки перед поперечно-винтовой прокаткой проводят до температуры 1240÷1290°С и поперечно-винтовую прокатку осуществляют с коэффициентом вытяжки 1,5÷5,0, при этом разница между диаметрами гильзы и заготовки составляет от -10 до +30%.
Экспериментально установлено, что прошивка заготовок с получением гильзы при температурах 1240÷1290°С позволяет производить формоизменение в аустенитной области максимальной пластичности заготовок из коррозионно-стойкой стали аустенитного класса. При температуре ниже 1240°С происходит снижение пластических свойств стали, что приводит к повышению количества дефектов трубопрокатного происхождения и получению неблагоприятной микроструктуры, а также увеличению нагрузки на приводы прошивного стана, что может вызвать разрушение прокатного инструмента и возникновение аварийных ситуаций. Увеличение температуры выше 1290°С приводит к перегреву металла, увеличению размеров аустенитного зерна, деградации структуры и снижению уровня требуемых прочностных характеристик труб.
Коррозионно-стойкая сталь аустенитного класса имеет достаточно высокую технологическую пластичность и более высокое, по сравнению с углеродистыми сталями, сопротивление деформации. В связи с этим поперечно-винтовую прокатку осуществляют с коэффициентом вытяжки 1,5÷5,0 и разницей между диаметрами гильзы и заготовки от -10 до +30%. В случае прошивки с коэффициентом вытяжки менее указанного значения не обеспечивается достаточная проработка литой структуры НЛЗ, а при прошивке с коэффициентом вытяжки более указанного значения возрастает нагрузка на приводы стана и происходит образование дефектов.
Выполнение раскатки гильзы в непрерывном стане с коэффициентом вытяжки 1,5÷5,0 и уменьшением по диаметру на 5,0÷25,0% позволяет уменьшить образование дефектов на наружной и внутренней поверхностях трубы, а также снизить нагрузку на оправку непрерывного стана.
Для обеспечения требуемого диаметра трубы и минимизации деформации на заключительном этапе производства горячекатаной трубы, проходящей при снижении температуры, прокатку в извлекательно-калибровочном стане проводят с коэффициентом вытяжки 1,01÷1,3 и уменьшением по диаметру на 2,0÷25,0%. В случае прокатки с коэффициентом вытяжки менее указанного значения не обеспечиваются проработка металла по толщине стенки и требуемые механические свойства, а при прокатке с коэффициентом вытяжки более указанного значения увеличиваются время и усилия раскатки, что повышает вероятность возникновения аварийной ситуации на стане.
После прокатки осуществляют термическую обработку труб, заключающуюся в нагреве труб под аустенизацию до температуры 950÷1100°С с последующим ускоренным охлаждением. Проведение нагрева труб из коррозионно-стойкой стали аустенитного класса до указанной температуры обеспечивает перевод хрома и углерода в твердый раствор, что способствует снижению химической гетерогенности между приграничными зонами и объемом аустенитных зерен и обеспечение стойкости к межкристаллитной коррозии. Межкристаллитная коррозия проявляется преимущественно по границам зерен и приводит к резкому падению прочности и пластичности труб и может вызвать преждевременное разрушения изделий. Для обеспечения стойкости необходимо исключить образование карбидных фаз по границам зерен, т.е. обеспечить достаточно полное растворение карбидных фаз и переход углерода в γ-твердый раствор с последующим ускоренным охлаждением.
Аустенизация при температурах менее или более указанных приведет к недостаточному растворению карбидных фаз, переводу их в твердый раствор, либо к чрезмерному росту аустенитного зерна и снижению прочностных и коррозионных свойств труб.
Ускоренное охлаждение после нагрева под аустенизацию препятствует диффузионному процессу выделения карбидных фаз из твердого раствора.
Для производства труб используют НЛЗ с высверленной по всей длине заготовки осевой зоной, диаметр dсв которой зависит от степени развития осевой неоднородности и диаметра НЛЗ и определяют из соотношения:

где Dзаг - наружный диаметр непрерывнолитой заготовки, мм;
kон=1,07÷1,09 - коэффициент осевой неоднородности.
Для производства труб возможно использование НЛЗ с высверленной по всей длине заготовки осевой зоной или предварительно деформированной заготовки, чтобы исключить образование на внутренней поверхности труб дефектов, связанных с осевой пористостью исходной заготовки, в которой, в основном, сосредоточены дефекты. На основании проведенных исследований установлено, что для повышения качества внутренней поверхности труб диаметр высверленной осевой зоны по всей длине НЛЗ должен удовлетворять выражению из соотношения [1].
Условие [1] обеспечивает полное удаление из осевой зоны всех возможных дефектов осевой неоднородности НЛЗ и позволяет получить высокое качество внутренней поверхности труб с полным отсутствием дефектов металлургического происхождения, связанных со способом производства заготовки.
Выполнение осевого отверстия по всей длине заготовки диаметром большим, чем в условии [1], приведет к повышению расходного коэффициента металла и снижению экономической эффективности производства труб.
Возможно выполнение обточки НЛЗ по наружной поверхности, что повысит качество наружной поверхности труб за счет исключения влияния наружных пороков поверхности НЛЗ (например, следы качания кристаллизатора).
Предложенный способ производства бесшовных
горячедеформированных труб осуществляют на трубопрокатных установках непрерывной прокатки с прошивным, непрерывным и извлекательно-калибровочным станами. Используют НЛЗ диаметром 196-410 мм из коррозионно-стойкой стали аустенитного класса, например, из стали марок 08Х18Н10Т, 12Х18Н10Т, имеющих минимальное развитие осевой ликвационной неоднородности и равномерное распределение неметаллических включений по сечению. В заготовке по всей длине высверливают осевую зону диаметром в соответствии с выражением [1], при необходимости возможно обтачивание заготовки по наружной поверхности. Затем производят нагрев заготовки, в частности до температуры 1240÷1290°С, поперечно-винтовую прокатку заготовки в гильзу с коэффициентом вытяжки 1,5÷5,0 и разницей между диаметром получаемой гильзы и исходной заготовки от -10 до +30%, раскатку гильзы на удерживаемой оправке в непрерывном стане с коэффициентом вытяжки 1,5÷5,0 и уменьшением диаметра на 5,0÷25,0%, безоправочную прокатку в извлекательно-калибровочном стане с коэффициентом вытяжки 1,01÷1,3 и обжатием по диаметру на 2,0÷25,0%.
После этого осуществляют порезку плетей на мерные длины и термическую обработку труб - аустенизацию при температуре 950÷1100°С с ускоренным охлаждением, обработку поверхности и правку труб.
Изготовление бесшовной горячедеформированной трубы из непрерывнолитой заготовки по предлагаемому способу из коррозионно-стойкой стали аустенитного класса позволяет обеспечить требуемый уровень механических свойств труб при комнатной и повышенной температурах, а также высокий уровень качества поверхности труб.
Предлагаемый способ производства бесшовных
горячедеформированных труб из стали марок 08Х18Н10Т и 12Х18Н10Т опробован при производстве бесшовных коррозионно-стойких труб размером 325×12-46 мм в АО «Волжский трубный завод».
При производстве использовали непрерывнолитые заготовки производства АО «Волжский трубный завод» диаметром 360 мм из стали марок 08Х18Н10Т и 12Х18Н10Т с химическим составом по ГОСТ 5632-72, длиной 4340 мм (после порезки - 2170 мм). Заготовки обточили по наружной поверхности до диаметра 345 мм. Диаметр высверленной осевой зоны по длине заготовок составил: 0,20×345×1,09=75,21 мм, с учетом округления диаметр был принят равным 75,5 мм.
Нагрев заготовок осуществляли в печи с шагающими балками до температуры 1240÷1260°С, температура наружной поверхности заготовок на выходе из печи составила 1250°С.
Прошивку осуществляли при следующих режимах: расстояние между валками - 304 мм (обжатие в пережиме валков 11,9%), выдвижение оправки за пережим валков - 195 мм (обжатие перед носком оправки 5,6%), расстояние между линейками - 329 мм (коэффициент овализации 1,08). Коэффициент вытяжки - 2,3. Наружный диаметр гильзы после прошивки составил 421 мм, длина гильзы - 4900 мм. Увеличение диаметра полученной гильзы относительно исходного диметра составило 76 мм (22%).
Прокатку проводили на непрерывном стане с удерживаемой оправкой с коэффициентом вытяжки 1,5÷5,0 и уменьшением диаметра гильзы на 14,2÷15,2%. Введение оправки было свободным, при введении оправка не задевала гильзу. Максимальные нагрузки на приводы стана при прокатке труб в зависимости от клети непрерывного стана достигали 1,4÷3,9 кА, усилие удержания оправки не превышало 295 т. Энергосиловые параметры прокатки в непрерывном стане не превышали предельно допустимых значений, аварийных ситуаций при прокатке труб из сталей марок 08Х18Н10Т и 12Х18Н10Т не возникало.
Термическую обработку труб проводили в роликовой печи по режиму аустенизации при температуре 1020÷1060°С, время выдержки составило 30 мин. После нагрева на выходе из роликовой печи применяли ускоренное охлаждение труб, например с помощью аэраторов и системы обдува сжатым воздухом.
Механические свойства труб после термической обработки приведены в таблице.
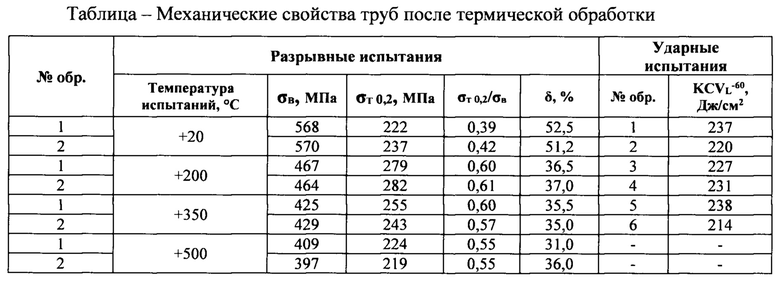
Уровень механических свойств после термической обработки (предел прочности, относительное удлинение, предел текучести) при комнатной температуре для труб из стали марок 08Х18Н10Т и 12Х18Н10Т соответствует требованиям ГОСТ 9940 и ТУ 14-3Р-197-2001 для труб объектов атомной энергетики.
При повышенной температуре испытаний труб (+350°С) из стали марок 08Х18Н10Т и 12Х18Н10Т уровень механических характеристик (предел текучести) после термической обработки соответствует требованиям ТУ 14-3Р-197-2001 для труб объектов атомной энергетики.
Исследование микроструктуры проводили на продольных шлифах после электролитического травления в 10% водном растворе щавелевой кислоты. В результате проведенного металлографического исследования установлено, что микроструктура металла труб аустенитная, с двойниками и величиной зерна 6-7 балла по ГОСТ 5639.
При производстве труб ответственного и специального назначения, например для атомной промышленности, возможно выполнение требований по обеспечению стойкости к межкристаллитной коррозии.
Испытание труб на стойкость к межкристаллитной коррозии проводили на образцах после термической обработки в соответствии с требованиями ГОСТ 6032 по методу AM после провоцирующего нагрева. Все образцы выдержали испытания, что подтверждает соответствие требованиям ТУ 14-3Р-197-2001 для труб объектов атомной энергетики.
Изготовление бесшовной горячедеформированной трубы по предлагаемому способу из высоколегированной коррозионно-стойкой стали аустенитного класса позволяет обеспечить уровень механических свойств в соответствии с нормативными требованиями, повысить качество поверхности труб, а также стойкость к межкристаллитной коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2401171C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530х13-18 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615928C1 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х8-18 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2613811C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426Х17-19 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2614478C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2541228C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2013 |
|
RU2545962C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 426Х8-25 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2615923C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325Х8-14 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2016 |
|
RU2613822C1 |
Изобретение относится к способу производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса. Осуществляют нагрев непрерывнолитой заготовки с высверленной осевой зоной по всей длине заготовки до температуры пластичности, поперечно-винтовую прокатку заготовки в гильзу и раскатку гильзы в трубу. Раскатку гильзы осуществляют в непрерывном стане с овальностью калибров 1,05÷1,18 при соотношении ширины калибра к диаметру гильзы, не превышающем 1,07. Осуществляют прокатку гильзы в извлекательно-калибровочном стане и термическую обработку труб. В результате повышается качество поверхности труб. 6 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса, включающий нагрев непрерывнолитой заготовки с высверленной осевой зоной по всей длине заготовки до температуры пластичности, поперечно-винтовую прокатку заготовки в гильзу и раскатку гильзы в трубу, отличающийся тем, что раскатку гильзы осуществляют в непрерывном стане с овальностью калибров 1,05-1,18 при соотношении ширины калибра к диаметру гильзы, не превышающем 1,07, затем проводят прокатку в извлекательно-калибровочном стане и термическую обработку труб.
2. Способ по п. 1, отличающийся тем, что диаметр dсв высверленной осевой зоны заготовки определяют из соотношения

где Dзаг - наружный диаметр непрерывнолитой заготовки, мм;
kон=1,07-1,09 - коэффициент осевой неоднородности.
3. Способ по п. 1, отличающийся тем, что используют предварительно деформированную заготовку.
4. Способ по любому из пп.1-3, отличающийся тем, что осуществляют поперечно-винтовую прокатку нагретой до температуры 1240-1290°С заготовки с коэффициентом вытяжки 1,5-5,0, при этом разница между диаметрами гильзы и заготовки составляет от -10 до +30%.
5. Способ по любому из пп.1-4, отличающийся тем, что раскатку гильзы в непрерывном стане осуществляют с коэффициентом вытяжки 1,5-5,0 и уменьшением по диаметру на 5,0-25,0%.
6. Способ по любому из пп.1-5, отличающийся тем, что прокатку в извлекательно-калибровочном стане проводят с коэффициентом вытяжки 1,01-1,3 и уменьшением по диаметру на 2,0-25,0%.
7. Способ по любому из пп.1-6, отличающийся тем, что термическую обработку труб проводят путем нагрева под аустенизацию до температуры 950-1100°С с последующим ускоренным охлаждением.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2006 |
|
RU2322314C2 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ НА КОСОВАЛКОВОМ СТАНЕ | 0 |
|
SU263541A1 |
| Газообразователь для изготовления ячеистого бетона | 1985 |
|
SU1296553A1 |

