Изобретение касается обработки металлов давлением и относится к способам калибровки трубчатых изделий.
Известен способ правки нагартованных труб из мартенситно-стареющих сталей, включающий нагрев на оправке до температуры аустенизации, приложение нагрузки и охлаждение до температуры конца мартенситного превращения, с дополнительным нагревом до температуры аустенизации, многократным приложением дополнительной нагрузки в период этого нагрева (Авторское свидетельство СССР №1083643, МПК C21D 1/78, 06.10.82).
Недостатком этого способа является многократное приложение дополнительной нагрузки в процессе термообработки при недостаточно высоком качестве получаемых изделий.
Наиболее близким по технической сущности к предлагаемому является способ калибровки трубчатых изделий на оправке путем совместного нагрева изделия и оправки до температуры старения материала заготовки (Авторское свидетельство СССР №1324169, МПК B21D 41/00, 14.10.85). Оправку выполняют из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения материала заготовки, при этом оправку и заготовку выполняют с диаметрами, определяемыми из следующих соотношений:

Dном≤Dзаг≤Dном(1-δ/100),
где Dном - номинальный внутренний диаметр готового изделия;
δ - величина отрицательной ползучести;
αизд; αопр - соответственно коэффициенты линейного расширения изделия и оправки;
Δt - разность температур нагрева и окружающей среды.
Недостаток известного способа состоит в том, что точное значение величины отрицательной ползучести от конкретных режимов термообработки получить достаточно сложно и оно меняется в зависимости от партии металла. Кроме того, при изготовлении холодно упрочненных заготовок из мартенситно-стареющей стали для тонкостенных точных изделий с соотношением толщины заготовки к ее диаметру менее 0,001 получить заготовку в пределах
Dном≤Dзаг≤Dном(1-δ/100)
представляет трудную и дорогостоящую техническую задачу, т.к. большое количество заготовок не попадает в этот интервал и уходит в брак, что ограничивает технологические возможности и снижает производительность.
Задачей предложенного способа является расширение технологических возможностей производства тонкостенных изделий и повышение его производительности.
Технический результат изобретения заключается в повышении выхода готовой продукции в виде калиброванных тонкостенных изделий из мартенситно-стареющей стали высокого качества.
Для этого в способе калибровки трубчатых изделий из мартенситно-стареющей стали на оправке, выполненной из материала с коэффициентом линейного расширения, большим, чем коэффициент линейного расширения материала заготовки, путем совместного нагрева заготовки и оправки до температуры старения материала заготовки и последующего охлаждения проводят предварительную калибровку заготовки путем циклического последовательного нагрева до температуры закалки и охлаждения заготовки до получения диаметра заготовки, удовлетворяющей соотношению:
Dном≤Dзаг≤Dном(1-δ/100),
где Dзаг - диаметр заготовки;
Dном - номинальный внутренний диаметр готового изделия;
δ - величина отрицательной ползучести.
Кроме того, предварительную калибровку заготовки проводят на дополнительной оправке, диаметр которой удовлетворяет соотношению:
где Dопр - диаметр дополнительной оправки;
αопр - коэффициент линейного расширения материала дополнительной оправки;
αзаг - коэффициент линейного расширения материала заготовки.
Дополнительно предварительную калибровку заготовки проводят в вакуумной печи.
Кроме того, предварительную калибровку заготовки проводят в среде нейтрального газа, например аргона.
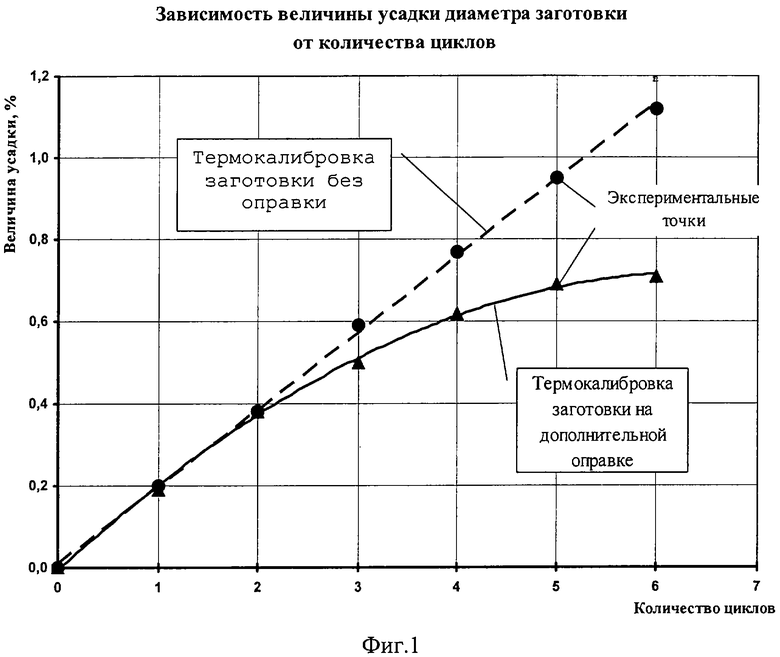
На фиг.1 показаны зависимости величины усадки диаметра заготовки от количества циклов.
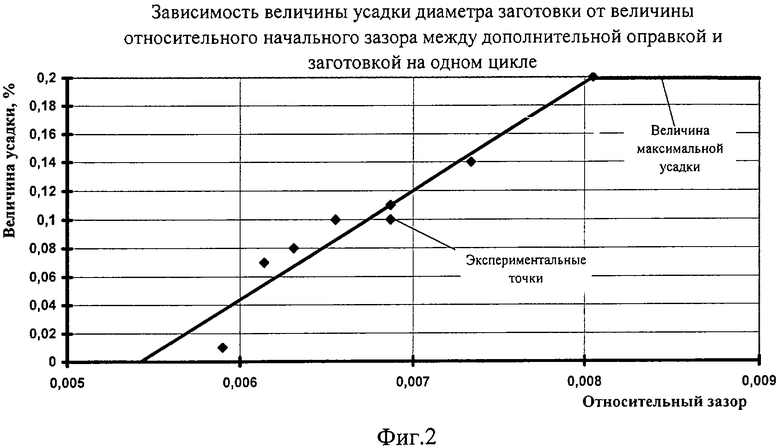
На фиг.2 показана зависимость величины усадки диаметра заготовки от величины относительного начального зазора между дополнительной оправкой и заготовкой на одном цикле.
Способ осуществляется следующим образом.
Полую тонкостенную закаленную заготовку с внутренним диаметром больше Dном нагревают в вакуумной печи до температуры закалки и охлаждают. Затем измеряют ее диаметр.
После охлаждения диаметр заготовки уменьшился и, если он попал в пределы Dном≤Dзаг≤Dном(1-δ/100), завершают калибровку, выполняя операцию старения на оправке, выполненной из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения, материала заготовки.
Если диаметр заготовки после охлаждения уменьшился, но остался большим Dном, проводят следующий цикл предварительной калибровки заготовки: заготовку нагревают в вакуумной печи до температуры закалки и после охлаждения измеряют диаметр заготовки.
После охлаждения диаметр заготовки снова уменьшился и, если он попал в пределы Dном≤Dзаг≤Dном(1-δ/100), завершают калибровку, выполняя операцию старения на оправке, выполненной из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения материала заготовки.
Если диаметр заготовки после охлаждения все еще остался большим Dном, проводят следующий цикл предварительной калибровки заготовки и т.д.
При калибровке без дополнительной оправки наблюдается максимально возможная усадка при всех циклах для калибруемого вида заготовок, величина ее на каждом цикле постоянна (фиг.1).
Калибровку на дополнительной оправке проводят следующим образом. Полую закаленную заготовку с внутренним диаметром больше Dном устанавливают на дополнительную оправку и нагревают в вакуумной печи до температуры закалки и охлаждают заготовку. Затем измеряют ее диаметр.
После охлаждения диаметр заготовки уменьшился и, если он попал в пределы Dном≤Dзаг≤Dном(1-δ/100), завершают калибровку, выполняя операцию старения на оправке, выполненной из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения материала заготовки.
Если диаметр заготовки после охлаждения уменьшился, но остался большим Dном, проводят следующий цикл предварительной калибровки заготовки: заготовку устанавливают на дополнительную оправку и нагревают в вакуумной печи до температуры закалки и после охлаждения измеряют диаметр заготовки.
После охлаждения диаметр заготовки снова уменьшился и, если он попал в пределы Dном≤Dзаг≤Dном(1-δ/100), завершают калибровку, выполняя операцию старения на оправке, выполненной из материала с коэффициентом линейного расширения, большим, чем коэффициент линейного расширения материала заготовки.
Если диаметр заготовки после охлаждения все еще остался большим Dном, проводят следующий цикл предварительной калибровки заготовки на дополнительной оправке и т.д.
Кроме того, аналогично предварительную калибровку проводят в печи с продувкой нейтральным газом.
Величину усадки для конкретных материалов и типов заготовок устанавливают экспериментально. Вариант предварительной калибровки заготовки на дополнительной оправке или без оправки в вакуумной печи или в среде нейтрального газа выбирают исходя из исходных разбросов диаметров заготовок и энергетических затрат на проведение процесса предварительной калибровки.
Несмотря на дополнительные затраты на проведение предварительной калибровки экономический эффект от увеличения выхода годной продукции подтверждает эффективность заявленного способа.
Пример выполнения способа калибровки
Способ осуществлялся с использованием предварительной калибровки в камере вакуумной печи бракованных заготовок типа цилиндрическая обечайка из мартенситно-стареющей стали ЭК178-ИД (αзаг=13,5·10-6) с толщиной стенки 0,15-0,16 мм и внутренним диаметром заготовки Dзаг=101,9-102,3 мм, выходящих за необходимые пределы Dзаг=101,8+0,1 мм для калибровки на операции старения окончательного диаметра высокой точности Dном=102+0,04 мм. Предварительная калибровка заготовок проводилась при температуре закалки 740-830°С. Для оправки использовалась сталь 08Х18Н10Т (αопр=18,9·10-6). Перед калибровкой заготовок из стали ЭК178-ИД были получены: зависимость величины усадки от числа циклов при закалке без оправки и на дополнительной оправке с большим относительным зазором между оправкой и заготовкой, который не выбирается в процессе калибровки; зависимость величины усадки от величины относительного начального зазора между дополнительной оправкой и заготовкой  на одном цикле термокалибровки. Эти зависимости показаны на фиг.1 и 2, соответственно. Из фиг.1 видно, что величина усадки при калибровке на дополнительной оправке меньше, чем без оправки. На фиг.2 область максимальной усадки соответствует термокалибровке на дополнительной оправке с большим зазором, что аналогично термокалибровке без оправки. По этим данным были выбраны параметры термокалибровки и откалиброваны 10 заготовок. Полученные данные сведены в таблицу.
на одном цикле термокалибровки. Эти зависимости показаны на фиг.1 и 2, соответственно. Из фиг.1 видно, что величина усадки при калибровке на дополнительной оправке меньше, чем без оправки. На фиг.2 область максимальной усадки соответствует термокалибровке на дополнительной оправке с большим зазором, что аналогично термокалибровке без оправки. По этим данным были выбраны параметры термокалибровки и откалиброваны 10 заготовок. Полученные данные сведены в таблицу.
диаметр Dзаг, мм
Из таблицы видно, что все бракованные заготовки за 1-2 цикла были доведены до необходимого диаметра заготовок Dзаг=101,8+0,1 мм под калибровку в режиме старения. В результате выход годной продукции увеличился.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2009 |
|
RU2391413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ОБОЛОЧКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2006 |
|
RU2329113C2 |
| Способ термокалибровки полых тонкостенных оболочек | 1990 |
|
SU1779062A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| Способ получения двухслойных направляющих роликов для машин непрерывного литья заготовок | 1988 |
|
SU1715472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ СТАРЕЮЩИХ НИКЕЛЕВЫХ СПЛАВОВ | 1994 |
|
RU2088365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для калибровки трубчатых изделий из мартенситно-стареющей стали. Проводят предварительную калибровку заготовки путем циклического последовательного нагрева до температуры закалки и охлаждения заготовки до получения диаметра заготовки, удовлетворяющей соотношению, приведенному в формуле изобретения. Затем осуществляют совместный нагрев заготовки и оправки до температуры старения материала заготовки, выдержку и последующее охлаждение. При этом используют оправку, выполненную из материала с коэффициентом линейного расширения, большим, чем коэффициент линейного расширения материала заготовки. 3 з.п. ф-лы, 2 ил., 1 табл.
Dном≤Dзаг≤Dном(1-δ/100),
где Dзаг - диаметр заготовки;
Dном - номинальный внутренний диаметр готового изделия;
δ - величина отрицательной ползучести.
где Dопр - диаметр дополнительной оправки;
αопр - коэффициент линейного расширения материала дополнительной оправки;
αзаг - коэффициент линейного расширения материала заготовки.
| SU 1324169 А, 15.03.1988 | |||
| Устройство для калибровки концов труб | 1986 |
|
SU1366264A1 |
| СПОСОБ КАЛИБРОВКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255991C1 |
| ВЫСОКОИЗБИРАТЕЛЬНЫЙ ПОЛОСОВОЙ ПЕРЕСТРАИВАЕМЫЙ LC-ФИЛЬТР | 2011 |
|
RU2453985C1 |

