Изобретение относится к области обработки металлов давлением, в частности к способам термической правки изделий, и может быть использовано при изготовлении тонкостенных труб с высокой точностью.
Известен способ термической правки изделий, в котором коэффициент термического расширения материала заготовки меньше, чем коэффициент термического расширения оправки (А.С. СССР №205866, C 21 D 9/06). Недостатком этого способа является невозможность правки изделия в осевом направлении.
Известен способ термической правки трубчатой заготовки, в котором концы заготовки после установки на оправку фиксируются на ней с помощью охватывающих колец, имеющих коэффициент термического расширения меньший, чем коэффициент термического расширения материала оправки (А.С. СССР №945203, C 21 D 9/08).
Известен способ термической правки плоских инструментов (дисковые пилы, отрезные и прорезные фрезы, ножовочные полотна и др.): их зажимают между двумя планшайбами, которые стягивают болтами или клином. После каждого отпуска гайки зажимного приспособления подвертывают до отказа или подтягивают клин, что позволяет постепенно уменьшить деформацию инструмента (стр.212 И.В.Фригер Термическая обработка сплавов: Справочник. - Л.: “Машиностроение, Ленингр. отд-ние”, 1982. - 304 с.). Недостатком этого способа является отсутствие возможности регулирования усилия правки в осевом направлении, что может привести к холодной приварке изделия к планшайбам.
Наиболее близким является способ термической правки изделий, включающий установку изделия на элемент (оправку), поджатие ее распорной втулкой (прижимом) через нажимной стержень крышкой с клином, нагрев и охлаждение, при этом коэффициенты линейного расширения элемента (оправки) и распорной втулки (прижима) больше коэффициента линейного расширения нажимного стержня (А.С. СССР №247985, C 21 D 9/06).
Технической задачей изобретения является одновременная термическая правка фланца изделия и калибровка кольца в диаметральном направлении.
Указанная техническая задача достигается за счет того, что в способе термической правки кольцевых фланцевых изделий, включающем изделие, оправку, прижим и нажимной стержень, при этом коэффициенты линейного расширения оправки и прижима больше коэффициента линейного расширения изделия и нажимного стержня, устанавливают между крышкой и торцом прижима начальный зазор для создания усилия сжатия и при нагреве осуществляют одновременную правку фланца изделия и калибровку кольца в диаметральном направлении.
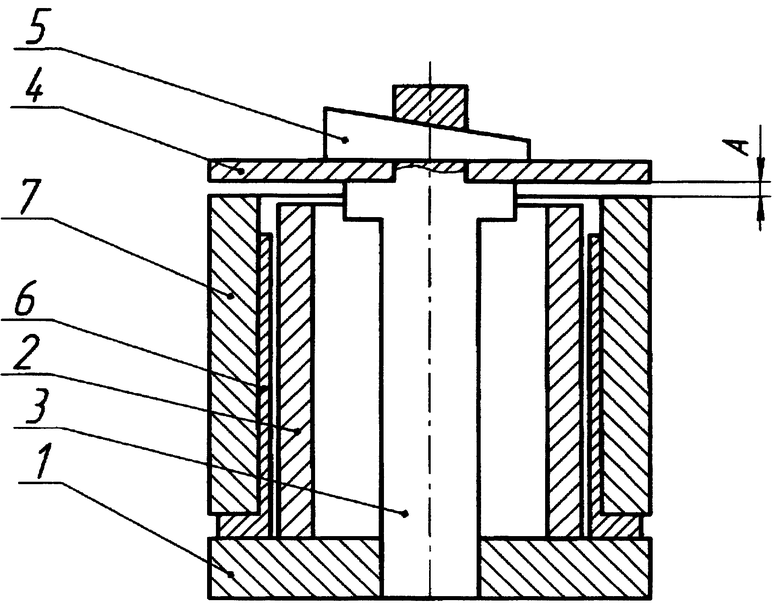
Изобретение поясняется чертежом (поперечный разрез устройства).
Способ осуществляется с помощью устройства для термической правки, состоящего из основания 1, на котором установлена цилиндрическая оправка 2 и в котором закреплен нажимной стержень 3. На нажимной стержень 3 установлена крышка 4, которая фиксируется клином 5. На оправку 2 устанавливается изделие 6, представляющее собой кольцо с фланцем, на фланец которого устанавливается прижим 7, выполненный в виде стакана, установленного соосно цилиндрической оправке 2. Между верхним торцом прижима 7 и крышкой 4 устанавливается начальный зазор "А", требующийся для создания определенного осевого усилия сжатия для правки фланца изделия.
Способ осуществляется следующим образом.
Изделие 6 устанавливается на цилиндрическую оправку 2, причем коэффициент линейного расширения материала которой больше коэффициента линейного расширения материала изделия. На фланец изделия 6 устанавливают прижим 7. На нажимной стержень 3 устанавливается крышка 4 и фиксируется клином 5. Причем коэффициент линейного расширения материала стержня меньше коэффициента линейного расширения материала прижима. Между верхним торцом прижима 7 и крышкой 4 устанавливается начальный зазор "А", необходимый для создания при нагреве определенного осевого усилия сжатия при правке фланца изделия.
В процессе нагрева из-за разности коэффициентов термического расширения материала нажимного стержня 3 и прижима 7 происходит уменьшение начального зазора "А" до 0 мм, после чего создается определенное усилие сжатия для правки фланца изделия 6. Одновременно происходит правка изделия 6 и в диаметральном направлении за счет большего коэффициента термического расширения материала оправки 2 по сравнению с коэффициентом термического расширения материала изделия 6.
Например: Закалка изделия из мартенситностареющей стали марки ЧС35 проводится при температуре 800°С и выдержке на режиме 1 час на оправке из стали 12Х18Н10Т с прижимом из стали 12Х18Н10Т длиной 150 мм и нажимным стержнем из стали 40Х с рабочей длиной 140 мм. Начальный зазор "А" между крышкой и торцом прижима установлен равным 0,4 мм.
При нагреве происходит уменьшение начального зазора "А" между крышкой и торцом прижима за счет разницы коэффициентов термического расширения материалов прижима и нажимного стержня, и при температуре 760°С зазор исчезает. С дальнейшим увеличением температуры нажимной стержень через крышку и прижим на фланец изделия создает возрастающее осевое усилие, которое при температуре 800°С составит 50 кг. Это усилие не приводит к пластическому деформированию элементов устройства, но является достаточным для правки фланца изделия толщиной 0,15 мм. При отсутствии начального зазора "А" осевое усилие поджима будет составлять 600 кг, что приведет к холодной приварке изделия к прижиму.
Одновременно происходит термическая правка изделия в диаметральном направлении за счет большего коэффициента термического расширения материала оправки.
Наличие в устройстве начального зазора "А" позволит повысить качество изделий при высокотемпературной правке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2261280C1 |
| Способ правки тонкостенных труби уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804074A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2004 |
|
RU2277131C9 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКОГО ФЛАНЦЕВОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211738C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2570261C1 |
| Устройство для термической правки изделий | 1981 |
|
SU1018984A1 |
| Шиберный затвор разливочной емкости | 1977 |
|
SU679316A1 |
Изобретение относится к области обработки металлов давлением, в частности к способам термической правки кольцевых фланцевых изделий, и может быть использовано при изготовлении тонкостенных труб с высокой точностью. Техническим результатом изобретения является одновременная термическая правка фланца изделия и калибровка кольца в диаметральном направлении и достигается за счет того, что в способе термической правки кольцевых фланцевых изделий, включающем изделие, оправку, прижим и нажимной стержень, при этом коэффициенты линейного расширения оправки и прижима больше коэффициента линейного расширения изделия и нажимного стержня, устанавливают между крышкой и торцом прижима начальный зазор для создания усилия сжатия, и при нагреве осуществляют одновременную правку фланца изделия и калибровку кольца в диаметральном направлении. 1 ил.
Способ термической правки кольцевых фланцевых изделий, включающий установку изделия на оправку, поджатие ее прижимом через нажимной стержень крышкой, последующие нагрев и охлаждение, при этом коэффициенты линейного расширения оправки и прижима больше коэффициента линейного расширения изделия и нажимного стержня, отличающийся тем, что между крышкой и торцом прижима устанавливают начальный зазор для создания осевого усилия сжатия и при нагреве осуществляют одновременную правку фланца и калибровку кольца в диаметральном направлении.
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 0 |
|
SU247985A1 |
| Способ термической правки трубчатой заготовки | 1980 |
|
SU945203A1 |
| Способ терморихтовки пластин | 1974 |
|
SU502055A1 |

