ел to
OS
оо
1
Изобретение относится к прокатному производству, а именно к прокатке на непрерывном стане, и может быть использовано в чистовой группе непрерывного широкополосного стана.
Цель изобретения - повышение геометрической точности листа.
Способ состоит в том, что валки клетей чистовой непрерывной группы стана, за исключением первой клети, в ходе прокатки периодически перемещают в поперечном, относительно оси прокатки, направлении. Причем валки смежных клетей в ходе прокатки совер шают возвратно-поступательное движение, смещаясь в противоположные друг другу стороны. Время работы в одном положении определяют по зависимости
.5.
fUP
е о - допустимое время работы
валков в одном ча положении , с;
допустимая величина изношенного объема рабочих вал- ,3.
UV - В R -
а„ ков, м
окружная скорость рабочих
валков, м/с;
ширина прокатываемого листа, м;
радиус рабочих валков, м;
предел прочности рабочих
валков, кгс/мм ; - коэффициент трения; Р - удельное давление, кгс/мм ; с - коэффициент, постоянный для
всех станов, равный 2,210 , величину смещения валков в попечном к оси прокатки направлении я получения симметричного износа ределяют по зависимости
.Ь.ь;
45
2
де
S - смещение валков в поперечном направлении, м; величина максимапьно допустимой ширины прокатываемых лис- тов в кампании рабочих валков,м; ширина прокатываемого листа,м,
bt При перемещении в ходе прокатки листов рабочих и опорных валков клетей чистовой непрерывной группы стана происходит перераспределение локального износа на значительно более широком участке длины бочки валка.
5
0
5
0
5
что обеспечивает предотвращение образования локальных впадин на поверхности рабочих валков, устраняет причины возникновения дефекта пузырь холоднокатанного листа, тем самым исключается необходимость дополнительной перевалки либо дополнительной восстановительной обработки валков второй и третьей клетей стана перед прокаткой подката для станов холодной прокатки. Устранение непроизводительных простоев стана на дополнительную перевалку или восстановительную обработку значительно повыгаает производительность стана.
Величина смещения валков обуславливается условием обеспечения симметричного износа, максимального использования длины бочки валка, в связи с чем определяется зависимостью
л Ъо - Ъ,
й
При таком смещении износ распределяется по длине бочки валка, равной величине максимально допустимой ширины прокатываемого листа в кампании работы валков.
В цепях недопущения локальной выработки валков BMiae предельного значения, обусловленного требованиями размерной и геометрической точности проклтываемых листов, допустимое время работы валков в одном положении определяют с учетом условий про- кятки и параметров рабочих валков по зависимости
0
5
5
AV
V. B-2 u-R
О
G-8
Яри ведении безпрограммной про- клтки по горячему вспду постоянно и fie3CHCTeMHO меняется ширина прокатываемых полос. При смещении валков
| Ъо - Ь; клети на величину и --край прокатываемой полосы отвечает точке максимального использования длины бочки валка при любой ширине прокатываемых-полос. Смена направления осевого смещения валков на противоположное через определенный такт, прокатки устраняет условия образования локального износа поверхности валков. Тем самым прокатка партии более щироких полос прокатки партии узких полос на приводит к нарушению показателей точности готового листа. То есть обеспечивается повышение
3U
размерной и геометрической точности готового листа при ведении беэпрог- раммной прокатки.
Перемещение валков клетей чистовой непрерывной группы стана производят во всех клетях группы за исключением первой клети. Стационарное, для поперечного перемещения положение валков к клети чистовой группы непрерывного стана обусловлено условиями захвата подката и устойчивости прокатываемых листов на подводящем рольганге. Неизменность оси прокатки полос обеспечивается встречным перемещением валков смекнь1х клетей, так как перемещение валков смежных клетей в одном направлении, даже при неизменном положении привалковой арматуры невозможно обеспечить устойчивость полосы относительно оси прокатки.
Допустимое время работы валков в одном положении из условия недопущения локального износа записывается:
где
LTP - допустимый путь трения,м V - линейная скорость валков, м/с;
. UV
де Iji - интенсивность изнашивания; А - площадь поверхности тре 21R
НИН, м ; uV - объем изношенного материала
на пути трения, м . Для рабочих валков
А ,
де В - ширина прокатываемой полосы, м; R - радиус с рабочих валков, м.
&
Н fr
де 0g - предел прочности рабочих
валков, кгс/мм ; (U - коэффициент трения; Р - удельное давление, кгс/мм
с - коэффициент, учитывающий схему.трения.
На основе данных определено, что для схемы продольной прокатки в непрерывных группах клетей коэффициент схемы трения с 2,210 .
Зависимость дпя определения допустимого времени работы валков в одном положении имеет следующий вид:
30
50
55
Лв..
fjp
5
Пример. В двухклетьевой непрерывной группе прокатывают две контрольные партии полос при условиях беспрограммной прокатки толщиной 2 мм и шириной, изменяющейся от 1-20 до 200 мм из стали Ст. 3 пс. На рабочие валки второй клети наносят легко изнашиваемую пленку.
При прокатке полос температурно- скоростные и деформационные условия прокатки остаются неизменными.
Первую партию полос прокатывают через стационарно установленные валки. Вторую партию полос прокатывают- в условиях перемещения валков второй клети непрерывной группы установки, в поперечном относительно оси направлении, в зависимости от ширины прокатываемых полос. После каждой партии прокатывают контрольные полосы с последующим замером парамет- ров размерной и геометрической точности.
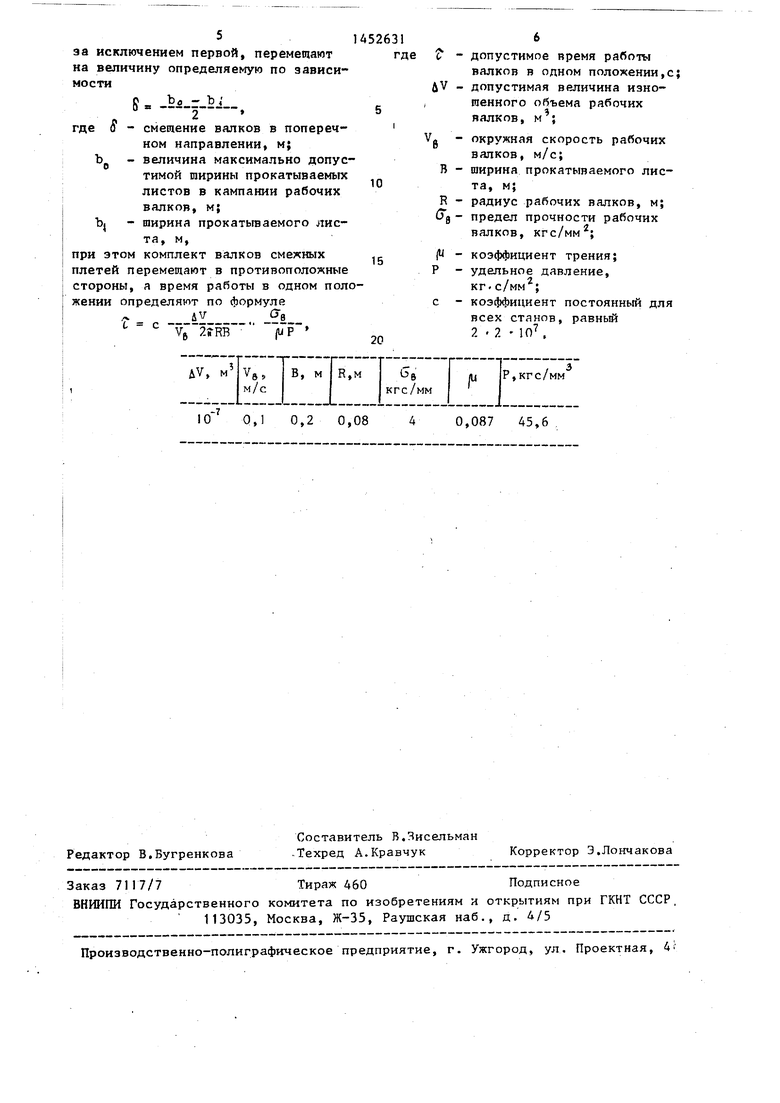
Полученные результаты представлены в таблице.
30 Максимальная величина перемещения второй клети непрерывной группы от осевого положения при беспрограммной прокатке второй партии полос составляет
0
О 2
30 мм.
200-j 2g 2
Время работы в одном положении равно
7 1СГ - 4 ,
2,2-10 --о;ТТо72 2 о708 -0,087 -45,6
220 с.
Таким образом, предлагаемый способ непрерывной прокатки листов уменьшает разнотолрданность на 0,03 мм, а плоскостность на 3,4 мм/м.
Формул
изобретения
Способ непрерывной прокатки листов, включающий деформацию заготовки в валках с гладкой бочкой с периодическим перемещением в поперечном нап- равлении комплекта валков относительно оси прокатки во время пауз, о т- лич ающийся тем, что, с целью повышения геометрической точности листа комплекта валков плетей.
за исключением первой, перемещают на величину определяемую по зависимости
Ъо - Ь; 2
где
S
S смещение валков в поперечном направлении, м; величина максимально допустимой щирины прокатываемых листов в кампании рабочих валков, м;
щирина прокатьтаемого листа, м,
при этом комплект валков смежных плетей перемещают в противоположные стороны, а время работы в одном полжении определяют по формуле
iv д-в
V
г
А52631 где
10
15
20
г
4V .
в R - в(U - Р с
допустимое время работы валков в одном положении,с; допустимая величина изношенного объема рабочих валков, м ;
окружная скорость рабочих валков, м/с;
ширина прокатываемого листа, м;
радиус рабочих валков, м; предел прочности рабочих валков, кгс/мм ;
коэффициент трения;
удельное давление,
кг.с/мм ;
коэффициент постоянный для
всех станов, равный
2 2 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578334C2 |
| Способ охлаждения валков листопрокатного стана | 1986 |
|
SU1346285A1 |
| Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов | 2022 |
|
RU2795664C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ШИРОКОПОЛОСНОМ ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 2015 |
|
RU2613263C2 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| Опорный валок листопрокатной клети кварто | 1987 |
|
SU1479152A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
Изобретение относится к прокатному производству, а именно к прокатке на непрерывном стане, и может быть использовано в чистовой группе непрерывного широкополосного стана. Цель изобретения - повышение геометрической точности листа. Способ состоит в том, что рабочие и опорные валки клетей чистовой непрерывной группы стана, за исключением первой клети, в ходе прокатки переметаются в поперечном, относительно оси прокатки направлении. Причем валки смежных клетей в ходе прокатки совериают возвратно-поступательное движение, смещаясь в противоположные друг другу стороны. Время работы в одном положении определяется в зависимости от режимов работы и характеристики валков по зависимостям. Способ позволяет повысить точность готовых полос, увеличить срок работы валковой системы и повысить производительность стана за счет снижения простоев на дополнительную перевалку. 1 табл. (Л
| Авторское свидетельство СССР | |||
| Способ прокатки полос | 1981 |
|
SU1362514A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Крагельский И.В | |||
| и др | |||
| Основы расчетов на трение и износ | |||
| - М.: Машиностроение, 1977, с | |||
| Прибор на велосипеде для точения | 1920 |
|
SU526A1 |
