S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Бочка опорного валка клети кварто | 1979 |
|
SU816592A1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 1985 |
|
SU1320957A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
Изобретение относится к листопрокатному производству и может быть использовано преимущественно при прокатке в клетях непрерывных широкополосных станов горячей прокатки. С целью увеличения продолжительности кампании валков путем снижения неравномерности их износа, а также упрощения профилирования валков, опорный валок выполняют с краевыми цилиндрическими участками, соответствующими некатающим участкам бочки рабочего валка и переходящими во внутренние скосы, при этом длина скосов составляет 0,13...0,18 длины бочки, а глубина 7,7.10-6 - 1,67.10-4 диаметра бочки валка. 5 ил.
1
Изобретение относится к листопрокатному производству и может быть использовано преимущественно при прокатке в клетях непрерывных широкополосных станов горячей прокатки.
Целью изобретения является увеличение продолжительности кампании валков за счет снижения неравномерности износа и упрощения его профилирования.
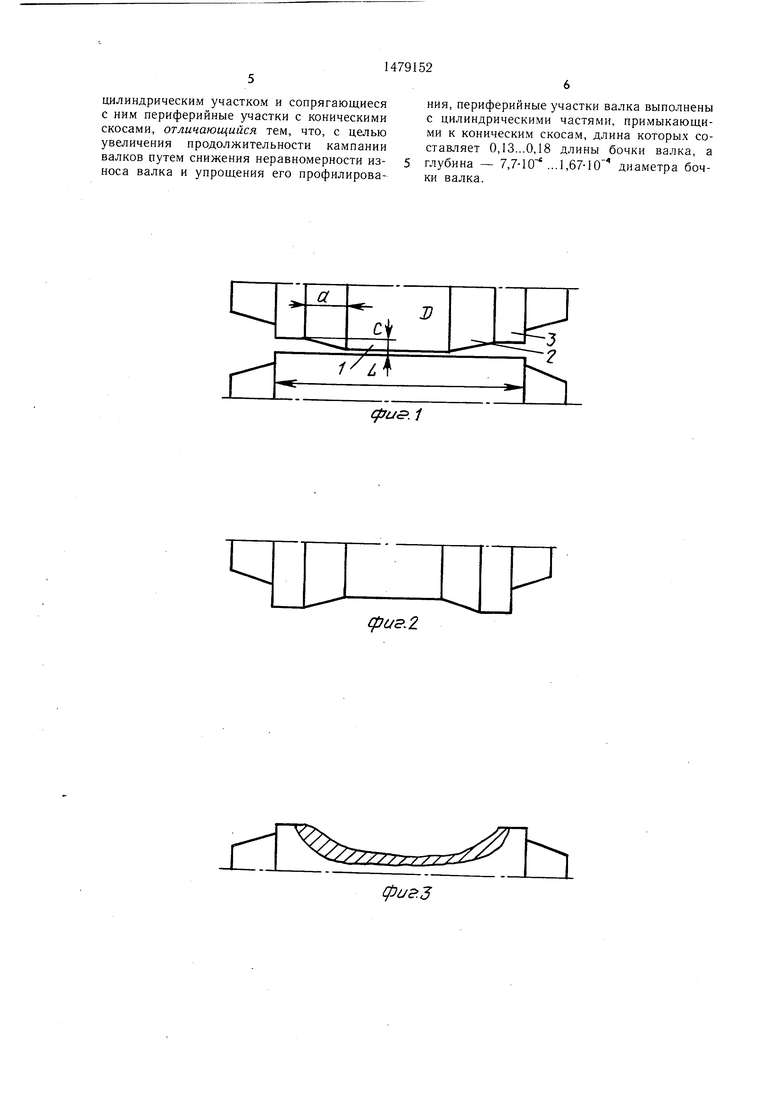
На фиг. 1 представлен рабочий валок в контакте с опорным валком в начале кампании рабочих валков; на фиг. 2 - опорный валок; на фиг. 3 - радиальный износ рабочего валка; на фиг. 4 - контактное взаимодействие опорного и рабочих валков в начале кампании; на фиг. 5 - то же, в середине кампании.
Опорный валок 1 содержит центральный цилиндрический участок и сопрягающиеся с ним периферийные участки с коническими скосами 2, к которым примыкают цилиндрические части 3. Поверхность валка характеризуется следующими величинами: С -
глубина конических скосов; а - длина участка, на котором выполнены внутренние конические скосы; L - длина бочки опорного и рабочего валков; D - диаметр бочки опорного валка. Величина С приблизительно равна половине величины радиального износа рабочего валка с учетом тепловой выпуклости.
-Длина периферийного участка, на котором выполнены конические скосы, не должна превышать 0,18 длины бочки валка, так как увеличение его длины ведет к неповсеместному контакту опорного и рабочего валков, а именно за всю кампанию рабочих валков область преимущественного контакта опорного и рабочего валков находится в центральной части бочки валков, что приводит к неравномерности износа как опорного, так и рабочего валка. Длина участков конических скосов должна быть не менее 0,13 длины бочки валка, так как дальнейшее уменьшение этой величины повлечет за
-U
СО
СП ГО
собой смещение области преимущественного контакта на кромки бочки валков.
Глубина конических скосов С опорного валка равна половине величины радиального износа рабочего валка с учетом тепловой выпуклости. Износ, в свою очередь, как и тепловая выпуклость валка зависят от его диаметра.
Таким образом, через расчетные коэффициенты можно выразить зависимость глубины скосов опорного валка от диаметра:
С (7,...1,6-10 )-D, гдеD-диаметр бочки опорного валка.
Пример 1. На стане 5000 диаметр опорного валка в клети равен 2100 мм; глубина скосов:
С (7,7-10 ...l,67-l(f )-2100 мм (0,016... ...0,35) мм
Пример 2. На стане 1700 горячей прокатки диаметр опорного валка равен 1300 мм; глубина скосов:
С (7,...1,67-10 ) 1300мм (0,01... ...0,22) мм.
Устройство работает следующим образом.
Для прокатки полос и листов в клети кварто установлены два опорных валка. Полосы прокатываются за кампанию рабочих валков от широких к узким, в результате чего сечение изношенного рабочего валка можно аппроксимировать в виде трапеции (фиг. 3). Участки 2, на которых выполнены конические скосы, приблизительно равны по длине (Вмакс-В«ин )/2, гдеВмахс - максимальная ширина, a B«u« - минимальная ширина полос, прокатываемых в данной клети, т.е., соответственно, в начале и в конце кампании рабочих валков.
В начале кампании опорный валок контактирует с рабочим валком своей центральВ результате применения изобретения в среднем в 1,5 раза снижается неравномерность износа рабочих валков и в 1,3 раза - опорных, в результате чего значительно уменьшается отбраковка листов и полос во второй сорт (на 30%). Кроме того, существенно увеличиваются межперевалочные сроки и уменьшается съем металла при перешлиной цилиндрической частью. По мере работы рабочий валок к середине кампании изнашивается, т.е. величина износа рабочего валка равна С - половине максимального износа
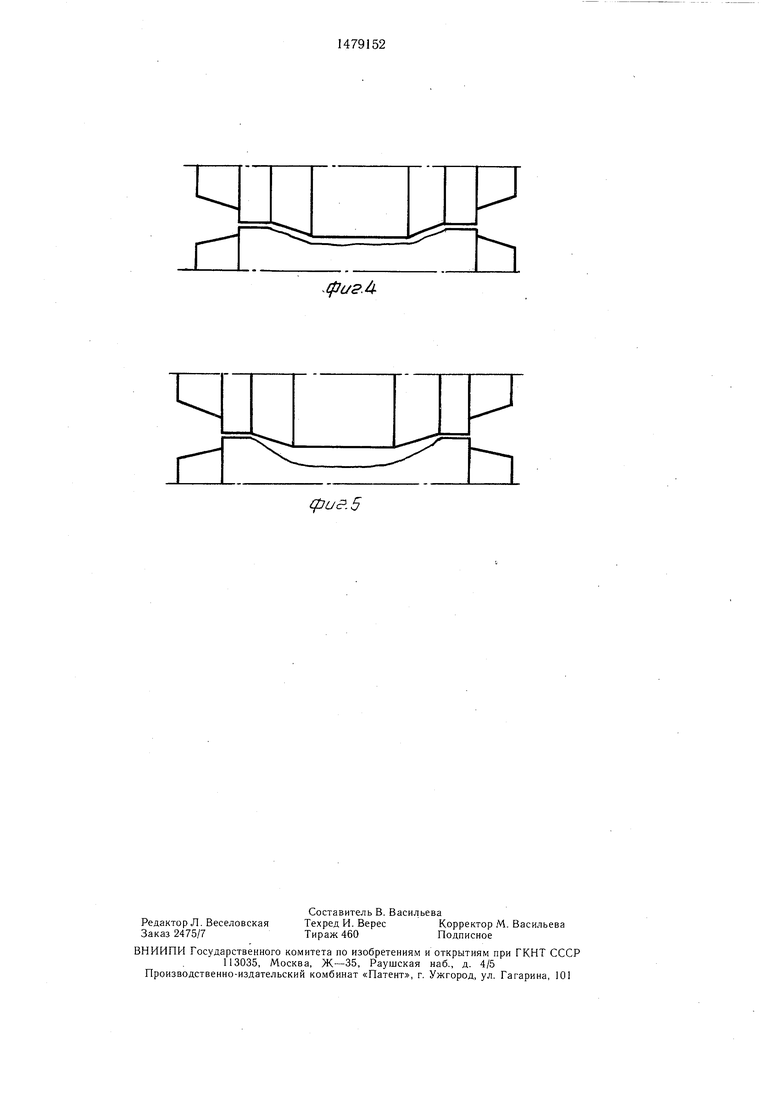
за кампанию рабочих валков. Контактное взаимодействие рабочего и опорного валков в этот период показано на фиг. 4. Видно, что в середине кампании обеспечивается условие максимального контакта рабочего валка с опорным. В конце кампании рабочих валков катаются самые узкие из всего сортамента полосы и листы. Рабочие валки изнашиваются. При этом опорный валок контактирует с рабочим своими краевыми цилиндрическими частями 3 и частично коническими скосами 2.
Таким образом, от начала к концу кампании рабочих валков происходит компенсация неравномерности износа по длине бочки как рабочего, так и опорного валков вви0 ДУ поочередного контактирования за время кампании рабочих валков различных участков валков. Опорный валок от кампании к кампании рабочих валков остается практически с той же профилировкой.
В чистовой группе клетей непрерывного
широкополосного стана 2000 горячей прокатки применяются цилиндрические профилировки опорных валков с концевыми скосами (0,2...0,5) мм. Диаметр бочки опорных валков - 1600 мм, длина бочки -
0 2000 мм. Неравномерность износа опорных валков по длине их бочки составляет 0,3... ...0,8 мм в зависимости от номера прокатной клети после прокатки 150...200 тыс. т. металла.
В таблице приведены конструктивные па5 раметры опорных валков, каждый из которых в течение трех кампаний опорных валков заваливали в клети чистовой группы стана.
фовках рабочих и опорных валков. Последнее позволяет уменьшить удельный расход рабочих и опорных валков в среднем на 40%.
Формула изобретения
Опорный валок листопрокатной клети кварто, содержащий бочку с центральным
цилиндрическим участком и сопрягающиеся с ним периферийные участки с коническими скосами, отличающийся тем, что, с целью увеличения продолжительности кампании валков путем снижения неравномерности износа валка и упрощения его профилирова
ния, периферийные участки валка выполнены с цилиндрическими частями, примыкающими к коническим скосам, длина которых составляет 0,13...0,18 длины бочки валка, а глубина - 7,7-10 ...1,67-10 1 диаметра бочки валка.
фиё. 1
// / S / / f / / 2.
фигЗ
сригЛ
фи.5
| ОПОРНЫЙ ВАЛОК | 0 |
|
SU400389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ОПОРНЫЙ ВАЛОК КЛЕТИ КВАРТО | 0 |
|
SU381436A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
