1 ел to
О) 00
со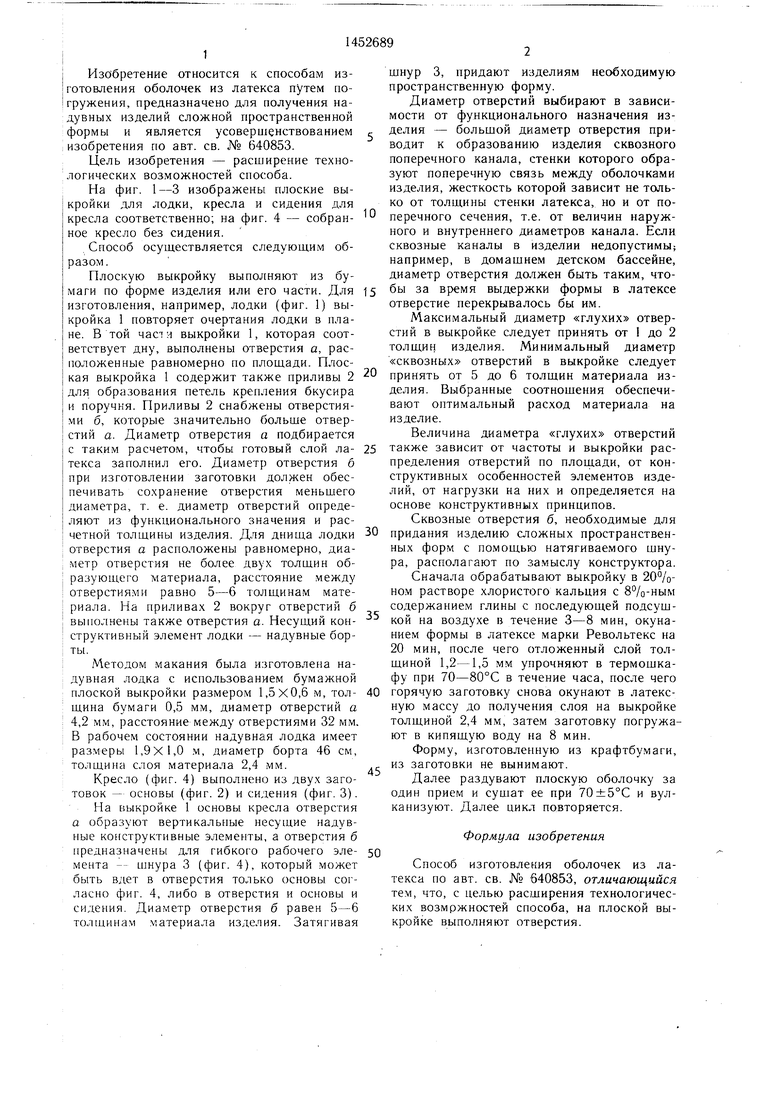
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2250176C2 |
| СКЛАДНАЯ ЛОДКА КЛАССА RIB С НАДУВНЫМ ДНИЩЕМ | 2015 |
|
RU2599107C2 |
| ОЗДОРАВЛИВАЮЩЕЕ КРЕСЛО | 2009 |
|
RU2408247C1 |
| Блок безопасности пассажиров транспортного средства | 2015 |
|
RU2620457C1 |
| Блок активной безопасности пассажиров транспортного средства | 2015 |
|
RU2621813C1 |
| Складная жесткая надувная лодка | 2019 |
|
RU2715815C1 |
| СКЛАДНОЙ ТРАНЕЦ ДЛЯ РАЗБОРНОЙ ЛОДКИ | 2012 |
|
RU2553394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕСЛА | 2000 |
|
RU2166901C1 |
| Блок безопасности пассажирского транспортного средства | 2015 |
|
RU2621820C1 |
| ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ СИДЕНЬЯ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2679753C1 |
Изобретение относится к способам изготовления оболочек из латекса путем погружения и предназначено для получения изделий сложной пространственной формы. Цель изобретения - расширение технологических возможностей способа. Для этого на плоской выкройке выполняют отверстия. 4 ил.
NJ
i Изобретение относится к способам из- |готовления оболочек из латекса путем по- гружения, предназначено для получения надувных изделий сложной пространственной формы и является усовершенствованием ;изобретения по авт. св. № 640853.
Цель изобретения - расширение технологических возможностей способа.
На фиг. 1-3 изображены плоские вы- I кройки для лодки, кресла и сидения для кресла соответственно; на фиг. 4 - собранное кресло без сидения.
Способ осуш,ествляется следуюш,им образом.
Плоскую выкройку выпо; няют из бушнур 3, придают изделиям необходимую пространственную форму.
Диаметр отверстий выбирают в зависимости от функционального назначения изделия - большой диаметр отверстия приводит к образованию изделия сквозного поперечного канала, стенки которого образуют поперечную связь между оболочками изделия, жесткость которой зависит не только от толщины стенки латекса, но и от поперечного сечения, т.е. от величин наружного и внутреннего диаметров канала. Если сквозные каналы в изделии недопустимы; например, в домашнем детском бассейне, диаметр отверстия должен быть таким, чтомаги по форме изделия или его части. Для 15 бы за время выдержки формы в латексе
изготовления, например, лодки (фиг. 1) выкройка 1 повторяет очертания лодки в плане. В той части выкройки 1, которая соответствует дну, выполнены отверстия а, расположенные равномерно по плош,ади. Плосотверстие перекрывалось бы им.
Максимальный диаметр «глухих отверстий в выкройке следует принять от 1 до 2 толш,ин изделия. Минимальный диаметр «сквозных отверстий в выкройке следует
кая выкройка 1 содержит также приливы 2 принять от 5 до 6 толщин материала издля образования петель крепления бкусира н поручня. Приливы 2 снабжены отверстиями б, которые значительно больше отверстий а. Диаметр отверстия а подбирается с таким расчетом, чтобы готовый слой ла- 25 текса заполнил его. Диаметр отверстия б при изготовлении заготовки должен обеспечивать сохранение отверстия меньшего диаметра, т. е. диаметр отверстий определяют из функционального значения и расчетной толщины изделия. Для днища лодки 30 отверстия а расположены равномерно, диаметр отверстия не более двух толщин образующего материала, расстояние между отверстия.ми равно 5-6 толщинам мате- i риала. На приливах 2 вокруг отверстий б
делия. Выбранные соотношения обеспечивают оптимальный расход материала на изделие.
Величина диаметра «глухих отверстий также зависит от частоты и выкройки распределения отверстий по площади, от конструктивных особенностей элементов изделий, от нагрузки на них и определяется на основе конструктивных принципов.
Сквозные отверстия б, необходимые для придания изделию сложных пространственных форм с помощью натягиваемого щну- ра, располагают по замыслу конструктора.
Сначала обрабатывают выкройку в 20%- ном растворе хлористого кальция с 8%-ным содержанием глины с последующей подсуш: выполнены также отверстия а. Несущий кон-кой на воздухе в течение 3- мин, окунаструктивный элемент лодки - надувные бор-нием формы в латексе марки Револьтекс на
20 мин, после чего отложенный слой толщиной 1,2-1,5 мм упрочняют в термошкафу при 70-80°С в течение часа, после чего горячую заготовку снова окунают в латекс- ную массу до получения слоя на выкройке толщиной 2,4 мм, затем заготовку погружают в кипящую воду на 8 мин.
Форму, изготовленную из крафтбумаги, из заготовки не вынимают.
Далее раздувают плоскую оболочку за один прием и сушат ее при 70±5°С и вулканизуют. Далее цикл повторяется.
45
ты.
Методом макания была изготовлена надувная лодка с использованием бумажной плоской выкройки размером 1,5X0,6 м, тол- 40 щина бумаги 0,5 мм, диаметр отверстий а 4,2 мм, расстояние между отверстиями 32 мм. В рабочем состоянии надувная лодка имеет размеры 1,9x1,0 м, диаметр борта 46 см, толщина слоя материала 2,4 мм.
Кресло (фиг. 4) выполнено из двух заготовок - основы (фиг. 2) и сидения (фиг. 3).
На выкройке 1 основы кресла отверстия а образуют вертикальные несущие надувные конструктивные элементы, а отверстия б предназначены для гибкого рабочего эле- 50 мента - шнура 3 (фиг. 4), который может вдет в отверстия только основы согласно фиг. 4, либо в отверстия и основы и сидения. Диаметр отверстия б равен 5-6 толщинам материала изделия. Затягивая
Формула изобретения
Способ изготовления оболочек из латекса по авт. св. № 640853, отличающийся тем, что, с целью расширения технологических возможностей способа, на плоской выкройке выполняют отверстия.
шнур 3, придают изделиям необходимую пространственную форму.
Диаметр отверстий выбирают в зависимости от функционального назначения изделия - большой диаметр отверстия приводит к образованию изделия сквозного поперечного канала, стенки которого образуют поперечную связь между оболочками изделия, жесткость которой зависит не только от толщины стенки латекса, но и от поперечного сечения, т.е. от величин наружного и внутреннего диаметров канала. Если сквозные каналы в изделии недопустимы; например, в домашнем детском бассейне, диаметр отверстия должен быть таким, чтобы за время выдержки формы в латексе
отверстие перекрывалось бы им.
Максимальный диаметр «глухих отверстий в выкройке следует принять от 1 до 2 толш,ин изделия. Минимальный диаметр «сквозных отверстий в выкройке следует
принять от 5 до 6 толщин материала изпринять от 5 до 6 толщин материала изделия. Выбранные соотношения обеспечивают оптимальный расход материала на изделие.
Величина диаметра «глухих отверстий также зависит от частоты и выкройки распределения отверстий по площади, от конструктивных особенностей элементов изделий, от нагрузки на них и определяется на основе конструктивных принципов.
Сквозные отверстия б, необходимые для придания изделию сложных пространственных форм с помощью натягиваемого щну- ра, располагают по замыслу конструктора.
Сначала обрабатывают выкройку в 20%- ном растворе хлористого кальция с 8%-ным содержанием глины с последующей подсушФормула изобретения
Способ изготовления оболочек из латекса по авт. св. № 640853, отличающийся тем, что, с целью расширения технологических возможностей способа, на плоской выкройке выполняют отверстия.
Г
Х
X
Фи2.1
о о о о Г о
/
Фи.
0iJ2.2
| Способ изготовления оболочек из латекса | 1977 |
|
SU640853A1 |
| Солесос | 1922 |
|
SU29A1 |
