Изобретение относится к судостроению, а именно к конструированию надувных лодок и способам их изготовления из эластичных прорезиненных тканей.
Известна конструкция надувной лодки, содержащая надувные борта, сходящиеся в носовой и кормовой ее оконечности, днище и поперечную надувную банку, при этом надувные борта разделены внутренними перемычками на герметичные отсеки, снабженные клапанами, расположенные в носовой и кормовой оконечностях бортов на продольной оси лодки, а днище закреплено выше нижней линии боковых надувных бортов (см. патент 2104205, В 63 В 7/08).
У данной конструкции невысокая приподнятость оконечностей бортов лодки, неудобное расположение клапанов, отсутствие натягивающих уголков по линии крепления днища к бортам.
Наиболее близким аналогом по технической сущности является надувная лодка и способ ее изготовления, описанные в статье "Надувные лодки" авторов Королева А.Н. и Жохова В.П в журнале Л. Судостроение, 1989 г., с.165-171. Этот способ рассчитан на поштучную обработку предварительно выкроенных из настилов полотнищ заготовок с прямолинейными и криволинейными продольными и прямолинейными поперечными контурами сторон, нанесение на их кромки клеевого покрытия. После сушки покрытия соединяют заготовки между собой по их продольным, криволинейным кромкам поперечными швами в сборные полотнища, накладывают на поперечные швы герметизирующие ленты с обеих сторон, обрабатывают продольные кромки полотнищ и соединяют их между собой продольными швами, образуя трубчатые сборные полотнища, накладывают на их продольные швы герметизирующие ленты, монтируют эластичные перегородки в виде чулка или колпака и соединяют окончания трубчатых сборных полотнищ кольцевыми швами с получением замкнутого по периметру полого изделия, наполняют его воздухом и монтируют к нему накладные детали.
Данная конструкция не обеспечивает устойчивость по крену и курсу во время движения и существует опасность опрокидывания. При этом способе возникает большое количество разнотипных заготовок, высокая трудоемкость, низкая технологичность и нерациональный расход материалов при раскрое.
Технической задачей предлагаемого технического решения является разработка конструкции надувной лодки, обеспечивающей поднятие носа лодки над зеркалом водной поверхности, что исключает заваливание на волне носа лодки и попадания большого количества воды вовнутрь лодки при большом волнении, обеспечивающей устойчивость по крену и курсу во время движения, и способа, обеспечивающего повышение технологичности изготовления и надежности соединения деталей, позволяющего сократить отходы материалов при изготовлении и снизить трудоемкость изготовления.
Задача решается за счет того, что надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях, разделенных внутренними перемычками на герметичные отсеки, снабженных клапанами наполнения, эластичное днище и накладные элементы, причем каждый борт выполнен из разной конфигурации заготовок с криволинейными продольными и прямолинейными поперечными кромками: носовой, промежуточной носовой, центральной, промежуточной кормовой и присоединен к кормовой заготовке; на каждом борту в центральной заготовке установлено по два клапана наполнения, между которыми внутри камеры установлены эластичные конусные перемычки; эластичное днище прикреплено к бортам с помощью не менее одного на каждый отсек уголка, одна сторона которого прикреплена к нижней части отсека, вторая сторона прикреплена к днищу; накладной элемент - уключины - расположены на бортах со смещением от продольной оси борта наружу; две носовые заготовки выполнены с криволинейными контурами кромок, образованных сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями; способ изготовления надувной лодки из эластичного материала, при котором на полотне размечают контуры заготовок, выкраивают заготовки с криволинейными продольными и прямолинейными поперечными кромками, соединяют клеем между собой по криволинейным кромкам, образуя сборные полотнища, прошивают их поперечными швами, накладывают на швы герметизирующие ленты с обеих сторон, а затем соединяют клеем между собой прямолинейные поперечные кромки, образуя трубчатые сборные полотнища с получением замкнутой полости бортов лодки с перемычками, монтируют днище и накладные детали, причем при монтаже перемычек выворачивают и перегибают полотнище бортов относительно их продольной оси пополам изнаночной стороной наружу, к изнанке вывернутой бортовой трубчатой полости приклеивают, промазывая клеем в три слоя с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя, основание эластичной конусной перемычки, по линии соединения их друг к другу герметизируют с двух сторон бандажной лентой; по периметру к бортам лодки снизу прикрепляют уголки, на горизонтальную полку которых и на периметр борта снизу прикрепляют днище; на стыке уголков с внутренней стороны дна накладывают лепестки; по криволинейным кромкам заготовки прошивают капроновыми нитками и герметизируют с двух сторон бандажной лентой.
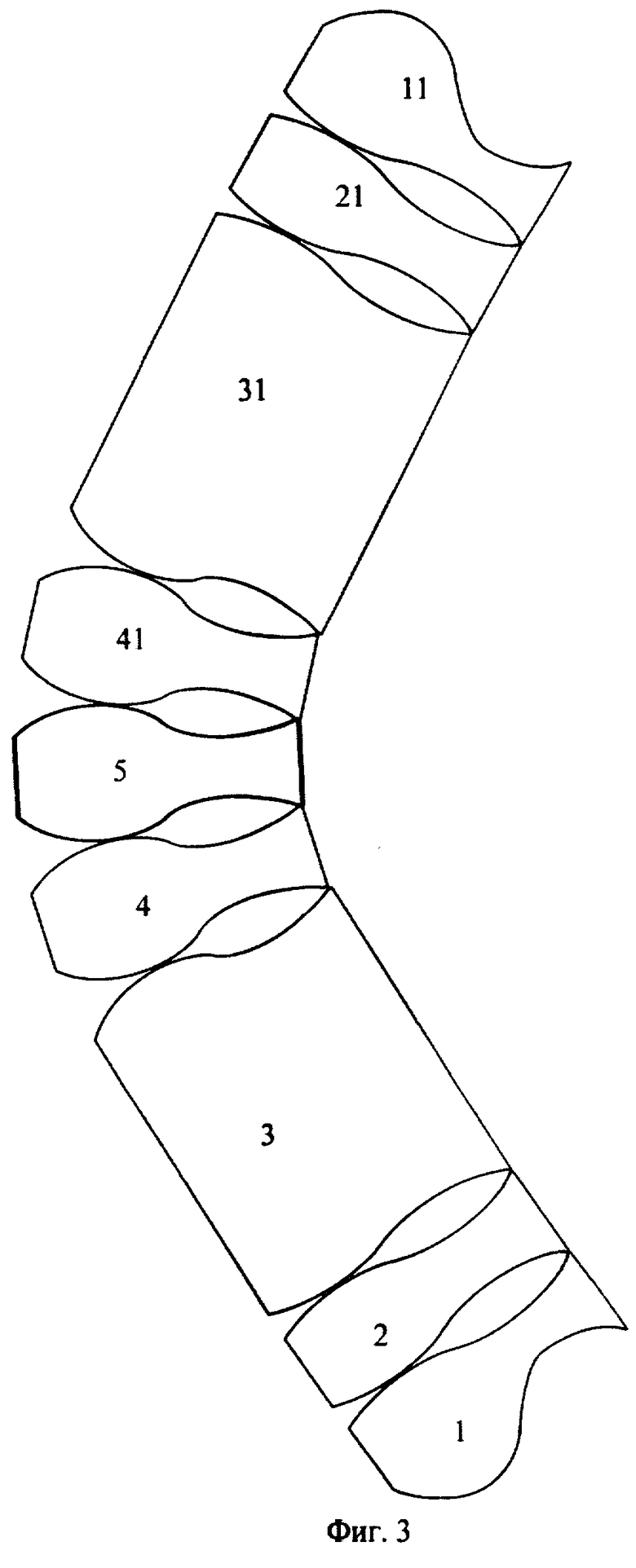
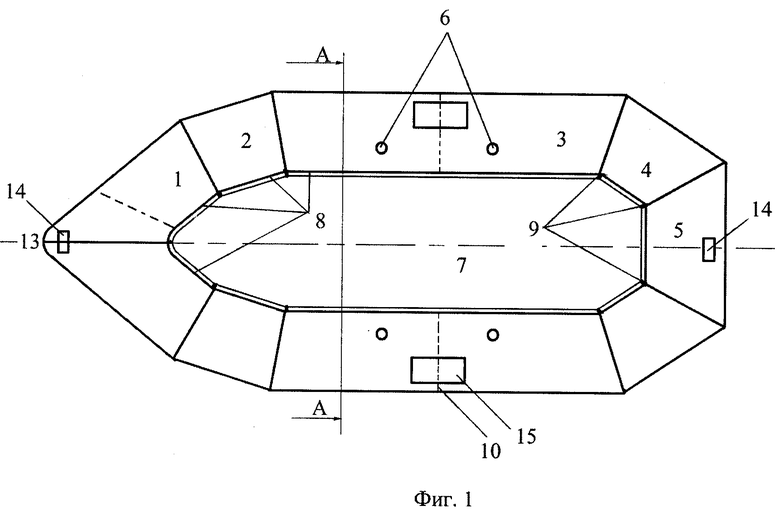
На фиг.1 изображена надувная лодка, вид сверху, разрез по А-А. На фиг.2 изображена надувная лодка, вид сбоку. На фиг. 3 показаны выкройки заготовок и последовательность сборки заготовок. На фиг. 4 - схема разметки трех полотен разной ширины и разной толщины.
На фиг.1 изображено: 1 - носовая заготовка, 2 - промежуточная носовая заготовка, 3 - центральная заготовка, 4 - промежуточная кормовая заготовка, 5 - кормовая заготовка, 6 - клапаны, 7 - днище, 8 - уголки, 9 - защитные лепестки, 10 - эластичная перемычка, 12 - резиновые опоры, 13 - шайба для крепления леера, 14 - утки (ручки), 15 - уключина.
На фиг. 2 изображено: 1 - носовая заготовка, 2 - промежуточная носовая заготовка, 3 - центральная заготовка, 4 - промежуточная кормовая заготовка, 13 - шайба для крепления леера, 14 - утки (ручки), 15 - уключина.
На фиг. 3, 4 изображено: А - полотнище для выкройки бортовых заготовок; Б - полотнище для выкройки заготовок перемычек; В - полотнище для выкройки днища, 1 - носовая заготовка, 2 - промежуточная носовая заготовка, 3 - центральная заготовка, 4 - промежуточная кормовая заготовка, 5 - кормовая заготовка, 7 – днище, 10 - эластичная перемычка, 11 - зеркальное отображение носовой заготовки для противоположного борта, 21 - зеркальное отображение промежуточной носовой заготовки для противоположного борта, 31 - зеркальное отображение центральной заготовки для противоположного борта, 41 - зеркальное отображение промежуточной кормовой заготовки для противоположного борта, 101 - зеркальное отображение эластичной перемычки для противоположного борта.
Надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях. Один борт образован из соединенных между собой по криволинейным и прямолинейным кромкам носовых заготовок 1 и 2, центральной заготовки 3 и кормовой промежуточной заготовки 4. Выполнение двух носовых заготовок с криволинейными контурами, образованными сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями, обеспечивают поднятие носовой части лодки на 30-33 градуса над зеркалом водной поверхности. Противоположный борт образован из соединенных между собой по криволинейным и прямолинейным кромкам зеркальным отображением носовых заготовок 11 и 21, центральной заготовки 31 и кормовой промежуточной заготовки 41. Оба борта объединены кормовым отсеком 5. Каждый борт снабжен двумя клапанами 6, симметрично расположенными относительно поперечной оси лодки. В полости камер плавучести по центру бортов 3 и 31 между клапанами 6, внутри кормы 5 и первой заготовки 1 смонтированы перемычки 10 и 101. В нижней части камеры плавучести смонтировано эластичное днище 7, которое при помощи уголков 8, по одному на каждую камеру, прикреплено к бортам. На стыки уголков 8 с внутренней стороны наложены защитные лепестки 9.
На соответствующих местах каждого борта сверху со смещением от продольной оси смонтированы уключины 15, а с внутренней стороны борта формовые резиновые опоры 12 с пазами для установки жесткого сиденья и по периметру снаружи смонтированы шайбы 13 для удержания леера. На носу и корме прикреплены утки (ручки) 14 для переноса лодки.
Наполнение воздухом камер плавучести производится ручным насосом в любой последовательности поочередным соединением с клапанами, как по часовой, так и против часовой стрелки.
Способ изготовления осуществляется следующим образом.
Для изготовления лодки используют три рулонных полотна разной ширины и толщины. После обрезания кромок с двух сторон на первом рулоне размечают девять бортовых заготовок с наложением фигурных лекал вдоль полотна без зазора между прямолинейными сторонами в следующей последовательности: двух центральных заготовок 3 и 31; чередованием без зазора по криволинейным кромкам двух заготовок 2 и 21, чередованием без зазора по криволинейным кромкам заготовок 4, 5 и 41; чередованием с минимальным зазором по криволинейным кромкам заготовок 11 и 1, чередованием с минимальным зазором по криволинейным кромкам заготовок 1 и 11. При этом криволинейные кромки сторон лекал располагают вдоль по длине полотна, а прямолинейные стороны перпендикулярно к длине полотна. Все девять заготовок прикладывают друг к другу по криволинейным продольным кромкам для образования сборного полотнища для периметра борта. Затем из второго рулона, отличного от первого по толщине и ширине, размечают и выкраивают четыре заготовки для перемычек 10 и 101. Из третьего рулона, отличного от первого по толщине и ширине, размечают и выкраивают днище 7.
В соответствующих местах центральных бортовых заготовок пробивают отверстия под клапана, монтируют в них корпус клапана. По принятой технологии все соединяемые криволинейные и прямолинейные кромки заготовок подвергают обязательному шерохованию, обезжириванию и промазыванию клеем в два слоя с выдержкой каждого слоя для подсыхания, 5-10 минут первого слоя и 10-15 минут второго слоя, а кромки соединения дна, бортов и клапанов к ним приклеивают, промазывая клеем в три слоя, с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя. Затем каждое клеевое криволинейное и прямолинейное соединение прикатывают вручную роликом на криволинейной поверхности ложемента или на плоскости. Для укрепления швов по криволинейным кромкам заготовки прошиваются капроновыми нитками и герметизируются с двух сторон бандажной лентой, сначала с внутренней стороны, а затем снаружи после образования трубчатой полости бортов.
В области установления эластичных перемычек 10 и 101 перед образованием камер наполнения приклеивают друг к другу прямолинейные кромки заготовок 1, 3, 31 и 5 по принятой технологии, образуя замкнутый участок трубчатой полости. После высыхания швы выворачивают и перегибают полотнище бортов относительно продольной оси пополам изнаночной стороной наружу. Затем вставляют кольцевой расширитель по линии приклеивания периметра конусного основания эластичной плавающей перемычки 10 к бортовой ткани трубчатой полости и приклеивают их друг к другу, промазывая клеем в три слоя, с выдержкой 5-10 минут первого слоя, 10-15 второго слоя и 10-15 минут третьего слоя. Герметизируют места приклеивания с двух сторон бандажной лентой, а оставшиеся прямолинейные участки кромок заготовок сборного полотнища бортов приклеивают друг к другу по принятой технологии с образованием замкнутой по периметру камеры наполнения, прикатывают их вручную роликом и накладывают по периметру герметизирующие бандажные ленты. На следующем этапе сборки лодки после наполнения камер плавучести к бортам лодки по нижнему периметру приклеивают по принятой технологии девять натягивающих уголков 8, на стыки которых накладывают защитные лепестки 9.
На заключительном этапе сборки надувной лодки производят монтаж накладных деталей: к бортам прикрепляют уключины 15 со смещением от продольной оси борта наружу для исключения трения распашных весел о борт, бортовых резиновых опор 12 с пазами для установки жесткого сидения, шайб 13 для удержания леера по периметру и уток (ручек) 14 для переноски лодки, расположенных на кормовой и носовой оконечностях.
Выполнение двух носовых заготовок с криволинейными контурами кромок, образованных сочленением двух параболических кривых второго порядка с вогнуто-выпуклыми линиями, обеспечивает поднятие носа лодки на угол 30-33° над зеркалом водной поверхности, что исключает заваливание на волне носа лодки и попадание большого количества воды вовнутрь лодки при большом волнении.
Предлагаемое расположение клапанов, находящихся всегда под рукой, и размещение конусных эластичных перемычек между клапанами, на носу и на корме обеспечивает непотопляемость всей конструкции и повышает надежность эксплуатации надувной лодки.
Выполнение крепления цельнокроеного днища к бортам с помощью уголков обеспечивает устойчивость по крену и курсу во время движения и уменьшает опасность опрокидывания при различных способах посадки экипажа в лодку.
Прикрепление уключин 15 к бортам со смещением от продольной оси борта наружу исключает трение распашных весел о борт, что увеличивает срок службы лодки.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| Надувная лодка | 1989 |
|
SU1765053A1 |
| СПОСОБ ЗАЩИТЫ ДНА ЛОДКИ | 2010 |
|
RU2429987C1 |
| Складная жесткая надувная лодка | 2019 |
|
RU2715815C1 |
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| НАДУВНАЯ ЛОДКА | 1995 |
|
RU2101208C1 |
| Плавсредство | 1989 |
|
SU1799798A1 |
| НАДУВНАЯ ЛОДКА | 1996 |
|
RU2104205C1 |


Изобретение относится к судостроению, а именно к конструкции надувных лодок и способам их изготовления из эластичных прорезиненных тканей. Надувная лодка содержит два симметричных борта, сходящихся в носовой и кормовой ее оконечностях, разделенных внутренними перемычками на герметичные отсеки, снабженных клапанами наполнения, эластичное днище и накладные элементы. Каждый борт выполнен из разной конфигурации заготовок с криволинейными продольными и прямолинейными поперечными кромками: носовой, промежуточной носовой, центральной, промежуточной кормовой и присоединен к кормовой заготовке. На каждом борту в центральной заготовке установлено по два клапана наполнения, между которыми внутри камеры установлены эластичные конусные перемычки. Эластичное днище прикреплено к бортам с помощью не менее одного на каждый отсек уголка, одна сторона которого прикреплена к нижней части отсека, вторая сторона прикреплена к днищу. Лодку изготавливают способом, при котором на полотне размечают контуры заготовок, выкраивают заготовки с криволинейными продольными и прямолинейными поперечными кромками, соединяют клеем между собой по криволинейным кромкам, образуя сборные полотнища, прошивают их поперечными швами. Накладывают на швы герметизирующие ленты с обеих сторон, а затем соединяют клеем между собой прямолинейные поперечные кромки, образуя трубчатые сборные полотнища с получением замкнутой полости бортов лодки с перемычками. Монтируют накладные детали. При монтаже перемычек выворачивают и перегибают полотнище бортов относительно их продольной оси пополам изнаночной стороной наружу. К изнанке вывернутой бортовой трубчатой полости приклеивают основание эластичной конусной перемычки, по линии соединения их друг к другу герметизируют с двух сторон бандажной лентой, по периметру к бортам лодки снизу прикрепляют уголки, на горизонтальную полку которых и на периметр борта прикрепляют днище. Достигается устойчивость лодки по крену и курсу во время движения, повышение технологичности изготовления и снижение трудоемкости изготовления. 2 н. и 4 з.п. ф-лы, 4 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| Соосный коаксиально-щелевой переход | 1984 |
|
SU1290446A1 |
| Надувная лодка | 1989 |
|
SU1765053A1 |

