СП
со со
Изобретение относится к неразрушающему контролю с помощью акустических колебаний и предназначено для контроля поверхностных дефектов горя-- чих слябов при непрерьшной разливке
стали.
Цель изобретения - повьшеиие. точности контроля поверхностньлс дефектов горячих слябов при температуре
yoo-izoo c. .
На чертеже представлена блок-схема устройства для реализации способа.
Устройство состоит из импульсного лазера 1, последовательно соединен- 5 ного, со схемой 2 запуска лазера и одним входом регистрирующего прибора 3, лазера 4 непрерьшного действия, оптического преобразователя 5, соединенного с другим входом регистри- 20 рующего прибора 3, сляба 6 с расположенным на его поверхности контролируемым участком 7 с поверхностным дефектом 8, точки 9 возбуждения и точки 10 регистрации ультразвука, трубы 25 11 для подвода охлаждающего газа или жидкости с отверстиями 12 для продувки хладагентом поверхности сляба.
Сущность изобретения -состоит в том, что охлаждение контролируемого зо участка уменьшает затухание ультра- 1звука, улучшает условия выявления оп- гического сигнала оптическим преобразователем, увеличивает коэффициент преобразования оптической энергии в ультразвук. Кроме того, в формировании сигнала участвует только тонкий охлажденный приповерхностный слой. При этом помехи, возникающие от внутренних дефектов, от поверхностных дефектов, расположенных вне контролируемой зоны и от стенок сляба, исчезают .
Способ осуществляется следующим
образом.45
Перед контролем труда 11 располагается перед контролируемой зоной. Лазер 1 направляют в точку 9 контролируемой зоны с одного края поверхности сляба 6, а лазер 4 - в точку 10 с другого края сляба 6. Импульсы от лазера 1 возбуждают УЗК в точке 9. Последние распространяются в тонком охлажденном слое контролируемой зоны, которая ограничена слева (на чертеже)
участком охлаждения под трубой 11, а справа участком, где температура поверхности сляба вновь нагрелась до темпераутры вьше (T -50 C) . Ультразвуковые импульсы, достигшие точки 10, регистрируются с помощью оптического преобразователя 5. При движении сляба 6 контролируемая зона непрерывно перемещается по его поверхности. При отсутствии дефектов сигнал оптического преобразователя 5 неизменен по амплитуде и расстоянию от импульса возбуждения на экране регистрирующего прибора 3. При появлении дефекта 8 амплитуда импульса оптического преобразователя 5 сначала убывает, а затем этот импульс пропадает. Этот момент времени регистрируют. При повторном появлении дефекта вновь ре- гистрируют время.
Длину дефекта определяют по произведению скорости движения сляба 6 и разности времени исчезновения и появления импульсов оптического преобразования 5. Аналогичным образом может быть определено и положение дефекта методом отражения. Для этого лазер 4 и оптический преобразователь 5 необходимо сориентировать вблизи точки 9
Формула изобретения
Способ контроля поверхностньЕХ дефектов горячих слябов,заключающийся в том, что в контролируемом участке возбуждают с помощью импульсного лазера ультразвуковые колебания, принимают и измеряют с помощью лазера непрерьшного действия и интерферометра параметры ультразвуковых колебаний, прошедших контролируемый участок, по которым судят о поверхностны дефектах, отличающийся тем, что, с целью повьш1ения точности контроля поверхностных дефектов горячих слябов при температуре 700-1200 С контролируемый участок охлаждают до температуры, которая не менее чем на 50°С ниже температуры точки Кюри контролируемого материала и ниже температуры, при которой коротковолновая граница спектра теплового излучения сляба совпадает с длиной волны лазера непрерывного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля поверхностных дефектов горячих слябов и устройство для его осуществления | 1987 |
|
SU1453317A1 |
| СИСТЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2010 |
|
RU2528578C2 |
| Ультразвуковой дефектоскоп | 1981 |
|
SU989460A1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Способ лазерно-акустического контроля изделий | 1989 |
|
SU1793364A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| СПОСОБ КОНТРОЛЯ ВНЕШНЕГО КОМПОЗИЦИОННОГО АРМИРОВАНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2013 |
|
RU2519843C1 |
| Способ акустического контроля движущихся ферромагнитных изделий | 1987 |
|
SU1492268A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| Способ ультразвукового контроля соединений металлических изделий с неметаллическим покрытием | 1978 |
|
SU771540A1 |

Изобретение относится к неразрушающему контролю с помощью акусти-| ческих колебаний и предназначено для контроля поверхностных дефектов горячих слябов при непрерывной разливке стали. Целью изобретения является повьшение точности контроля поверхностных дефектов горячих слябов при 700-1200°С. Сущность изобретения состоит в том, что охлаждение контролируемого участка уменьщает затухание ультразвука, улучшает условия выявления оптического сигнала оптическим преобразователем, увеличивает коэф- .фициент преобразования оптической энергии в ультразвук. Кроме того, в формировании сигнала участвует только тонкий охлажденный приповерхностный слой. При этом помехи, возникающие от внутренних дефектов, от поверхностных дефектов, расположенных вне контролируемой зоны, и от стенок сляба, исчезают. 1 ил. ( (Л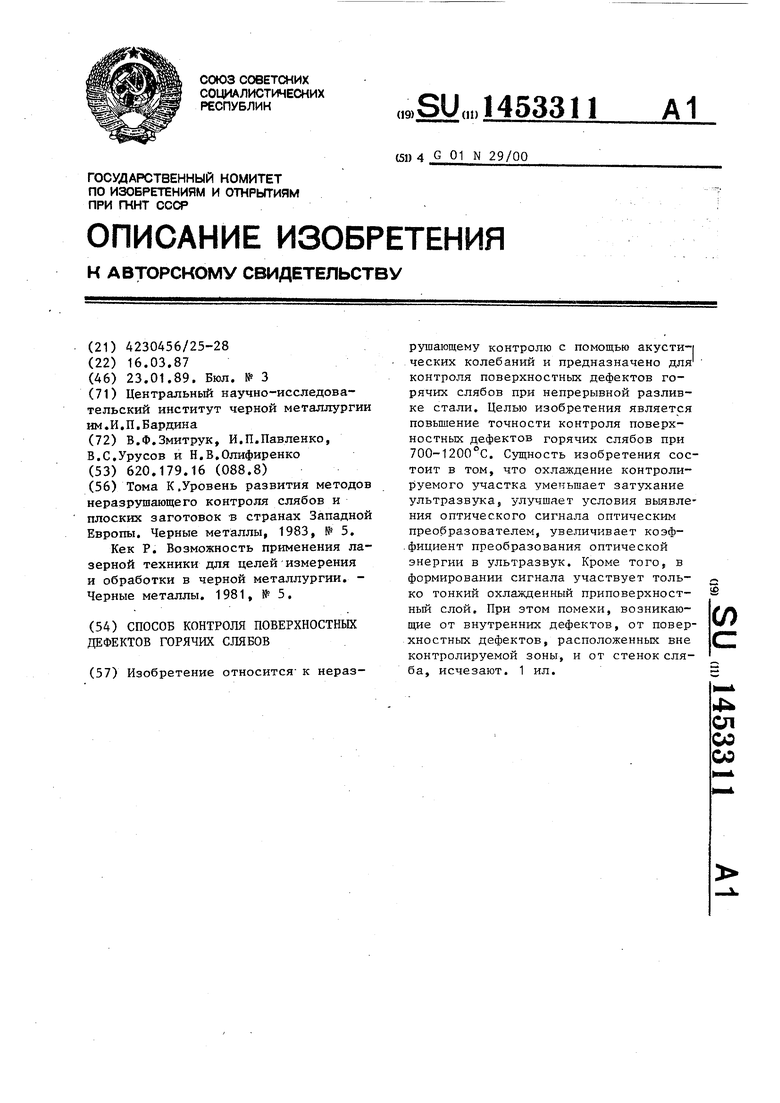
| Тома К.Уровень развития методов неразрушающего контроля слябов и плоских заготовок -в странах Западной Европы | |||
| Черные металлы, 1983, № 5 | |||
| Кек Р | |||
| Возможность применения лазерной техники для целей измерения и обработки в черной металлургии | |||
| - Черные металлы | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
