Изобретение относится к средствам акустического контроля ферромагнитных изделий, нагретых выше точки Кюри, и может быть использовано для ультразвуковой дефектоскопии и голщиномет- рии изделий металлургического производства .
Цель изобретения - повьш1ение на дежности акустического контроля дни- ж тцихгя ферромагнитных изделий за счет возбуждения ультразвуковых колебаний с максимальной амплитудой.
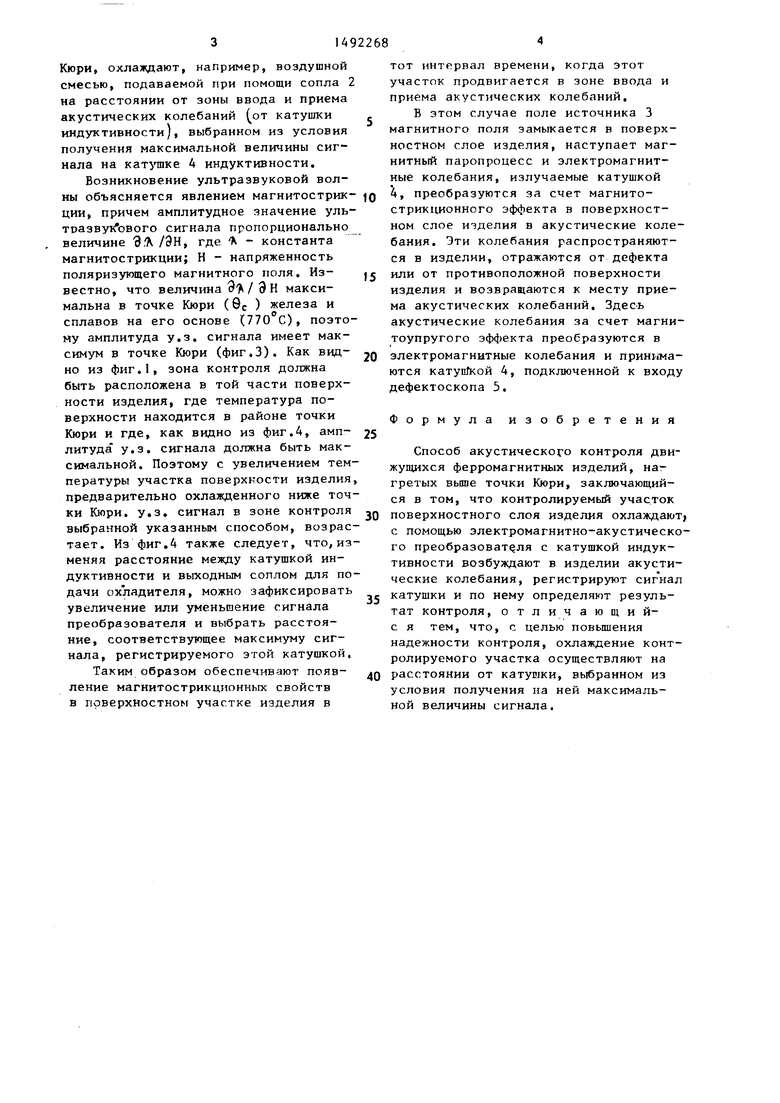
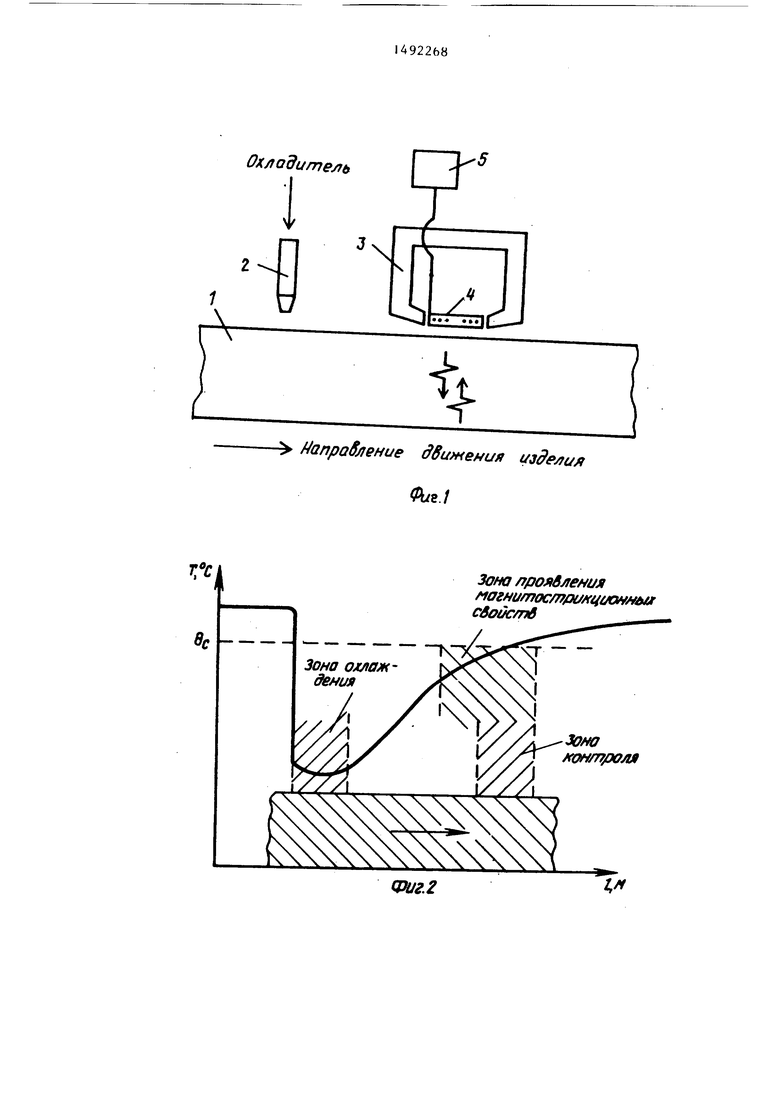
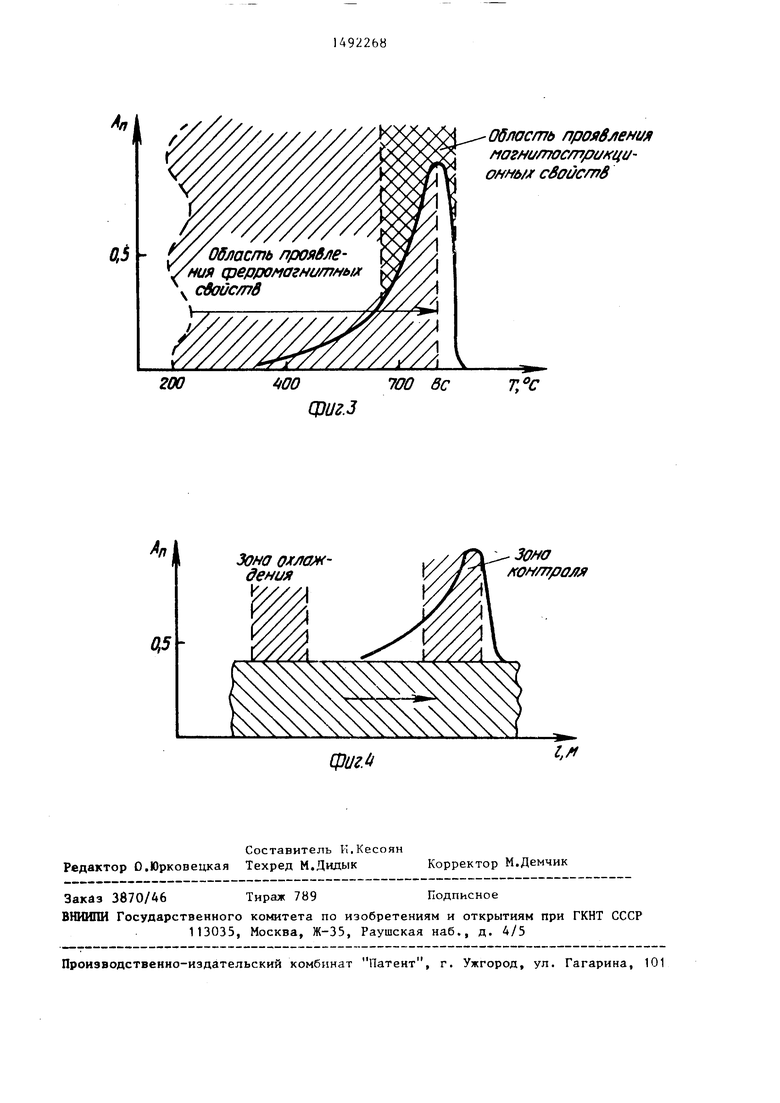
На фиг.1 показана схема реализации способа акустичес1:ого контроля движущихся ферромагнитных изделий; на фиг.2 - распределение поверхностной температуры Т по длине 1 контролируемого изделия; на фиг.З - зависимость амплитуды А и импульса ультразвуковой волны от температуры Т; на фиг.4 - распределение амплитуды А и импульса ультразвуковой волны по длине 1 поверхности контролируемого изделия.
На схеме обозначены контролируемое изделие 1, сопло 2 для подачи охладителя, злектромагнитно-акусти- ческий преобразователь, содержащий источник 3 магнитного поля и катушку 4 индуктивности, а также дефектоскоп 5.
Способ заключается в том, что участок поверхностного слоя ферромагнит- ног о изделия 1, нагретого вьш1е точки
Кюри, охлаждают, например, воздушной смесью, подаваемой при помощи сопла 2 на расстоянии от зоны ввода и приема акустических колебаний (от катушки индуктивности), выбранном из условия получения максимальной величины сигнала на катзтпке 4 индуктивности.
Возникновение ультразвуковой волны объясняется явлением магнитострик- ции, причем амплитудное значение уль- тразвук ового сигнала пропорционально величине З.Л /ЭН, где -А - константа магнитострикции; Н - напряженность поляризующего магнитного поля. Из- вестно, что величина 9 / 9 Н максимальна в точке Кюри (9с ) железа и сплавов на его основе (770 С), поэтому амплитуда у,з, сигнала имеет максимум в точке Кюри (фиг.З), Как вид- но из фиг,1, зона контроля должна быть расположена в той части поверхности изделия, где температура поверхности находится в районе точки Кюри и где, как видно из фиг.4, амп- литуда у,з, сигнала должна быть максимальной. Поэтому с увеличением температуры участка поверхности изделия предварительно охлажденного ниже точки Кюри, у.з, сигнал в зоне контроля выбранной указанным способом, возрастает. Из фиг.4 также следует, что, изменяя расстояние между катушкой индуктивности и выходным соплом для подачи охладителя, можно зафиксировать увеличение или уменьшение сигнала преобразователя и выбрать расстояние, соответствующее максимуму сигнала, регистрируемого этой катушкой.
Таким образом обеспечивают появ- ление магнитострикцпонных свойств в поверхностном участке изделия в
Q
Q
5
тот интервал времени, когда этот участок продвигается в зоне ввода и приема акустических колебаний,
В этом случае поле источника 3 магнитного поля замыкается в поверхностном слое изделия, наступает магнитный паропроцесс и электромагнитные колебания, излучаемые катушкой 4, преобразуются за счет магнито- стрикционного эффекта в поверхностном слое изделия в акустические колебания. Эти колебания распространяются в изделии, отражаются от дефекта или от противоположной поверхности изделия и возвращаются к месту приема акустических колебаний. Здес-ь акустические колебания за счет магни- тоупругого эф4)екта преобразуются в электромагнитные колебания и принижаются катуиГкой 4, подключенной к входу дефектоскопа 5,
Формула изобретения
Способ акустического контроля движущихся ферромагнитных изделий, нагретых выше точки Кюри, заключающийся в том, что контролируемый учас.ток поверхностного слоя изделия охлаждают, с помощью электромагнитно-акустического преобразователя с катушкой индуктивности возбуждают в изделии акустические колебания, регистрируют сиг нал катушки и по нему определяют результат контроля, отличающий- с я тем, что, с целью повышения надежности контроля, охлаждение контролируемого участка осуществляют на расстоянии от катушки, выбранном из условия получения на ней максимальной величины сигнала.
Ox/fodume/fb
I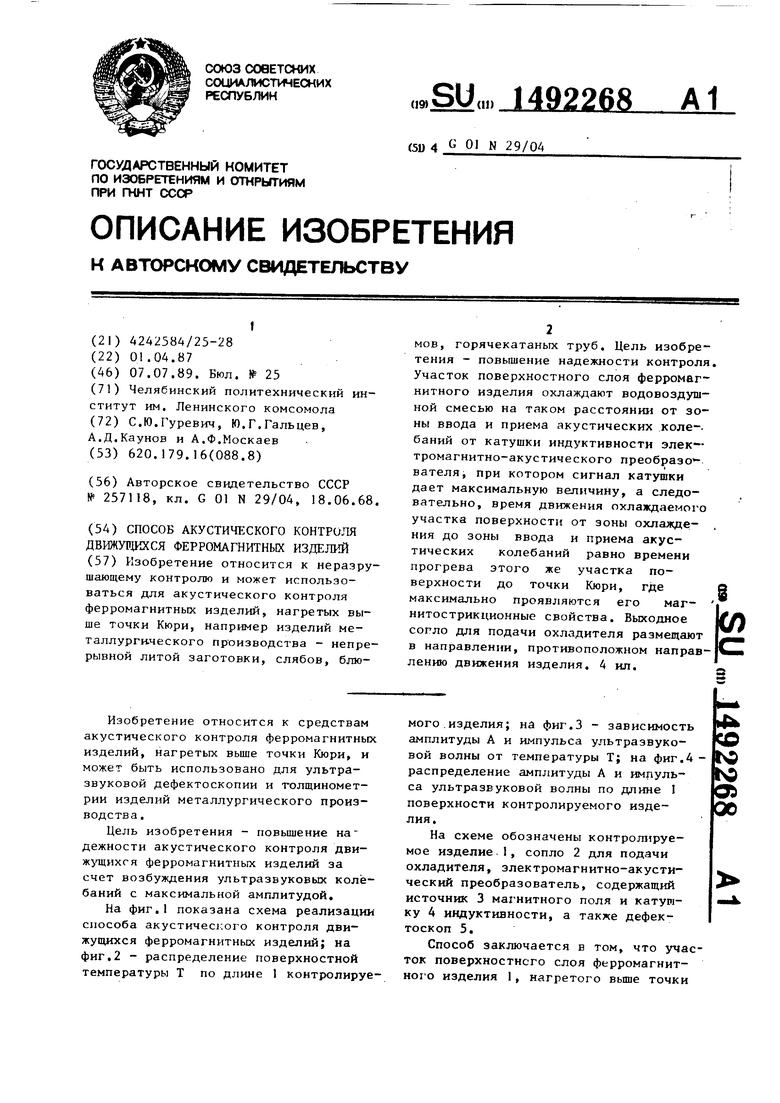
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения характеристик направленности электромагнитно-акустического преобразователя | 1988 |
|
SU1658075A1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| Способ бесконтактного ультразвукового контроля ферромагнитных изделий в условиях высоких температур | 1987 |
|
SU1613943A1 |
| Устройство электромагнитно-акустического контроля рельсов | 2017 |
|
RU2653663C1 |
| Устройство для ультразвукового контроля ферромагнитных изделий | 1985 |
|
SU1244586A2 |
| Устройство для ультразвукового контроля ферромагнитных изделий | 1984 |
|
SU1233043A2 |
| Электромагнитно-акустический преобразователь для неразрушающего контроля | 1988 |
|
SU1758546A1 |
| Устройство для ультразвукового контроля металлических изделий при нагреве | 1990 |
|
SU1739191A1 |
| Электромагнитно-акустическое устройство для дефектоскопии изделий из ферромагнитных материалов | 1987 |
|
SU1490626A1 |
Изобретение относится к неразрушающему контролю и может использоваться для акустического контроля ферромагнитных изделий, нагретых выше точки Кюри, например изделий металлургического производства - непрерывной литой заготовки, слябов, блюмов, горячекатаных труб. Цель изобретения - повышение надежности контроля. Участок поверхностного слоя ферромагнитного изделия охлаждают водовоздушной смесью на таком расстоянии от зоны ввода и приема акустических колебаний от катушки индуктивности электромагнитно-акустического преобразователя, при котором сигнал катушки дает максимальную величину, а следовательно, время движения охлаждаемого участка поверхности от зоны охлаждения до зоны ввода и приема акустических колебаний равно времени прогрева этого же участка поверхности до точки Кюри, где максимально проявляются его магнитострикционные свойства. Выходное сопло для подачи охладителя размещают в направлении, противоположном направлению движения изделия. 4 ил.
Направление движения Lfidpyfa Фи.1
J
в.
Зона омаж ния
Зона проявления
f OeHU/rJOC/ 7/Oi//(tfUGW /f
cSoi/c/Tjff
.
но /(онт/золя
Фиг. 2
4
Ш
гоо
00
фиг.з
Зона охлажденияК
0.5
фиг.
Области прояв/1енил
/iOZHU/rTOCfnpfJffm/- OffHtf/Jf СвО1)С/7г8
Л
7ОО вС
Т,°с
зона
О /77рО/ГЯ
l.fi
| Авторское свидетельство СССР № 237118, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
