1
Изобретение относится к области неразрушающего контроля и может быть использовано для ультразвукового контроля соединений металлических изделий с неметаллическим покрытием. 5
Известен способ ультразвукового контроля металлических изделий с неметаллическим покрытием, заключающийся в том, что в соединение со стороны покрытия вводят поверхностные 10 ультразвуковые колебания, принимают . колебания, прошедшие контролируемый участок соединения, и колебания, отраженные от границы покрытия с изделием, а о качестве соединения судят по длительности принятых колебаний ij.
При контроле изделий с покрытием, имеющим малый коэффициент зату- . хания ультразвука, колебания, отраженные от гриницы изделия с покры- 20 тием,демпфируют со стороны покрытия.
Недостатком этого способа является низкая надежность контроля соединения, покрытие которого имеет малый коэффициент затухания ультразву- 25 ка, так как неоднородность структуры покрытия и изделия, различная шероховатость соединяемых поведзхнЬстей часто обуславливает одинаковую дли- тельность поверхностных и отражен- ЗО
ных колебаний. Это особенно проявляется при мгшых расстояниях между точками ввода и приема колебаний, что необходимо для достижения максимальной чувствительности контроля.
Целью изобретения является повышение Нсщежности контроля.
Цель достигается тем, что дополнительно 1 егистрируют время привода принятых колебаний и учитывают его при оценке качества соединения,
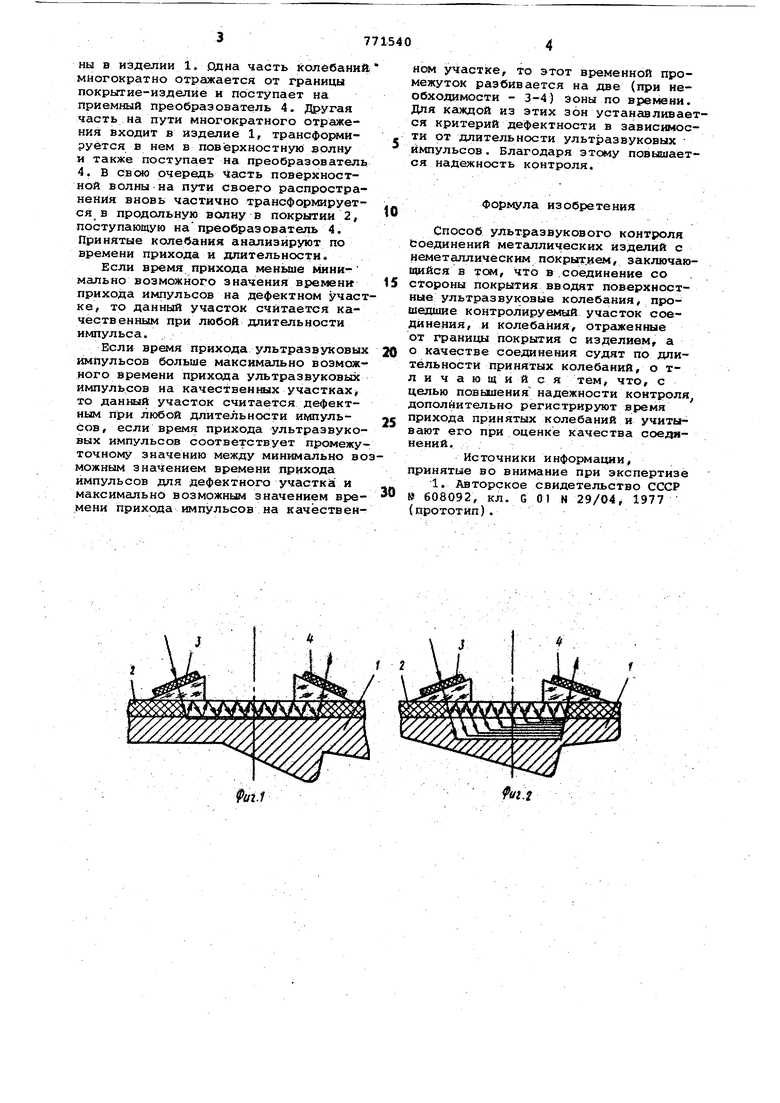
На фиг. 1 представлена схема для реализации способа и распространения волн в случае наличия дефекта, на фиг. 2 - то же для бездефектного соединения; на фиг. 3 - приведены временные диаграмкы отраженных сигналов: а) - при наличии дефекта (неприклея); б) - при отсутствии дефекта; в) - при наличии дефекта с mln длительностью, большей max длительности принятых колебаний при отсутствии дефекта.
Способ заключается в следующем.
В контролируемом соединении изделия 1 со стороны покрытия 2 с помощью излучающего преобразователя 3 вводят ультразвуковые продольные колебания. Изменением угла ввода колебаний добиваются поверхностной волны в изделии 1. одна часть йолебани многократно отражается от границы покрытие-изделие и поступает на приемный преобразователь 4. Другая часть на пути многократного отражения входит в изделие 1, трансфО1 й руётся в нем в поверхностную волну и также поступает на преобразователь 4. В свою очередь часть поверхностной волны на пути своего распространения вновь частично трансформируется в продольную волну в покрытии 2, поступающую напреобразователь 4. Принятые колебания анализируют по времени прихода и длительности.
Если время прихода меньше минимально возможного значения времени прихода импульсов на дефектном участке, то данный участок считается качественным при любой длительности импульса.
Если время прихода ультразвуковых импульсов больше максимально возможного времени прихода ультразвуковых импульсов на качественшлх участках то участок считается дефектным при любой длительности импульсов, если время прихода ультразвуковых импульсов соответствует промежуточному значению между минимально воможным значением времени лрнхода импульсов для дефектного участка и максимально возможным значением времени прихода импульсов на качёственном участке, то этот временной промежуток разбивается на две (при необходимости - 3-4) зоны по времени. Для каждой из этих зон устанавливается критерий дефектности в зависимости от длительности ультразвуковых йМпульсов. Благодаря этому повышается надежность контроля.
Формула изобретения
Способ ультразвукового контроля Соединений металлических изделий с неметаллическим покрыт.ием, заключающийся в тем, что в соединение со стороны покрытия вводят поверхностные ультразвуковые колебания, прошедшие контролируемый участок соединения, и колебания, отргикенные от границы покрытия с изделием, а о качестве соединения судят по длительности принятых колебаний, о тл и ч а ю щ и и с я тем, что, с целью повышения надежности контроля дополнительно регистрируют время прихода принятых колебаний и учитывают его при оценке качества соединений.
Источники информащ1И, принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 608092, кл. G 01 N 29/04j 1977 (прототип).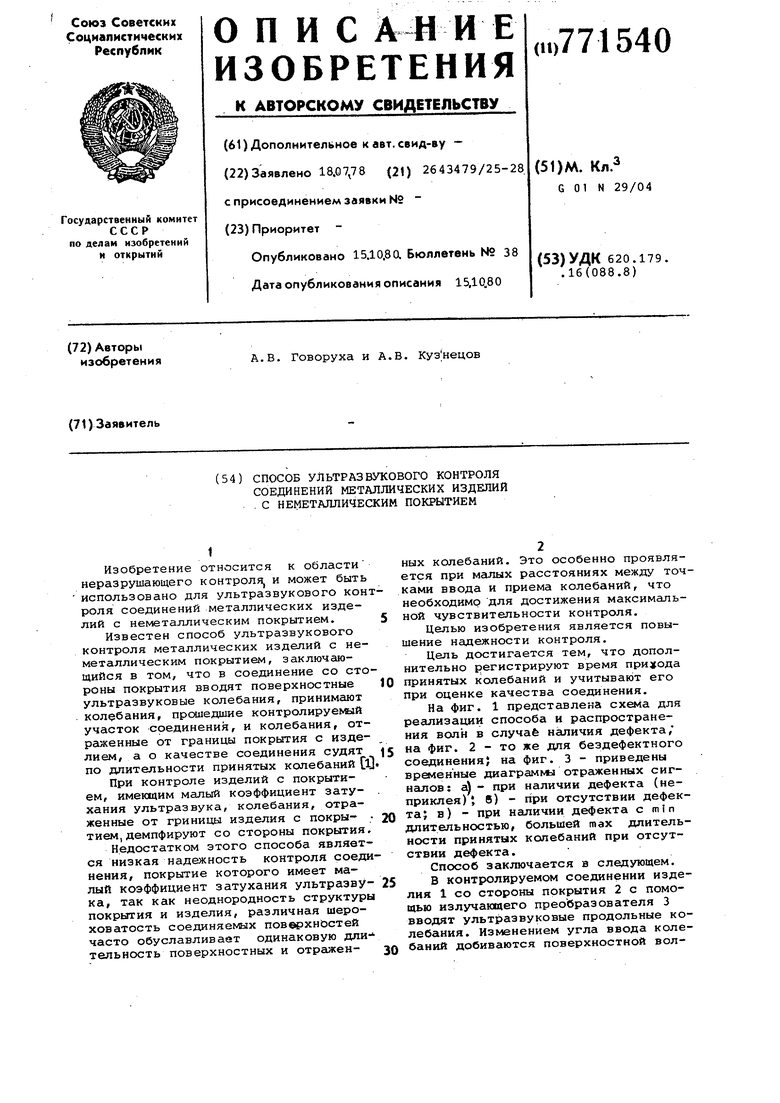
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2029300C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2011193C1 |
| Способ контроля сплошности в многослойных клеевых соединениях элементов конструкций летательных аппаратов из разнородных материалов | 2020 |
|
RU2755565C1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЙ СОЕДИНЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ С МЕТАЛЛИЧЕСКИМИ ТРУБАМИ | 2008 |
|
RU2457480C2 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Способ ультразвукового контроля качества тонкостенных изделий и покрытий | 1991 |
|
SU1827620A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |

1 2
Г, «Г; TfUTj Ti
Фиг.)
