Способ Прессования изделий из порошкообразпых материалов, в том числе и тетрафторэтилена (фторопласта-4), в металлических формах небольшого размера известен.
Недостатком способа является невозможность получения изделий больших размеров, высокие давления запрессовки (до 350 атм) и длительность времени запрессовки.
Предлагается способ изготовления полых изделий из порошкообразного политетрафторэтилена в разборных металлических формах с внутренней эластичной оболочкой, между которой и стенками металлической формы равномерно засыпается порошкообразный фторопласт-4. В эластичной оболочке жидкостью или газом создается давление от 10 до 50 атм и температура до 150-200° при длительности опрессовки от 10 до 30 мин, в зависимости от толш,ины стенок формуемой детали и выбранного материала эластичной оболочки.
Предлагаемый способ изготовления изделий формованием порошка фторопласта-4 при пониженном давлении 10-50 атм через эластичную оболочку при температуре 150-200° является новым и в отличие от известного способа дает возможность получения полых изделий больших габаритов.
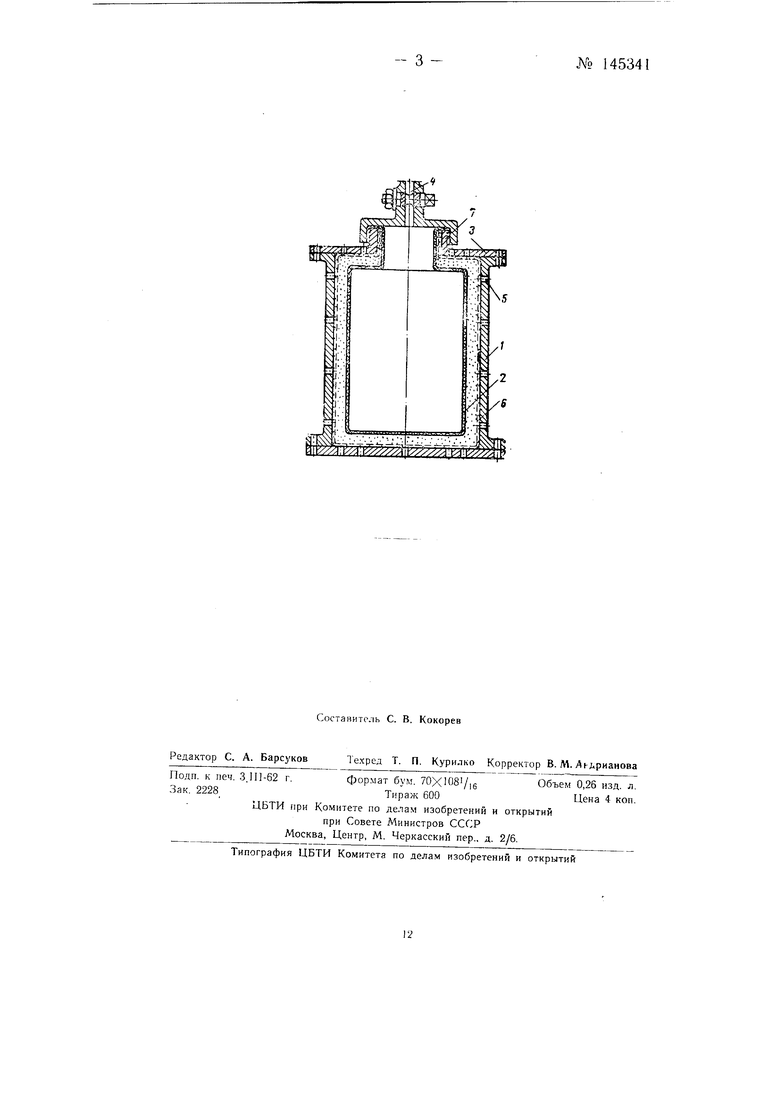
Форма с запрессованным порошком представлена на чертеже.
В разборную металлическую форму / устанавливается эластичная оболочка 2, наружная конфигурация которой соответствует внутренней полости будущего изделия.
Предварительно на дно формы засыпают и разравнивают формуемый порошок. Затем порошок засыпают и равномерно распределяют в зазор между формой и эластичной оболочкой в количестве, необходимом для обеспечения требуемой толш,ины стенок изделия.
№ 1453412 Размер зазора равен 5-кратной толщине изготовляемого изделия.
Форма закрывается крышкой 3 и через штуцер 4 в эластичной оболочке создается давление от 10 до 50 атм в зависимости от материала эластичной оболочки и его толшины.
Длительность запрессовки онределяется толш.иной стенки изделия и составляет от 10 до 30 мин. Форму нагревают снаружи до 250-300°.
За время прессования порошка температура со стороны эластичной оболочки достигает 150-200°. Воздух, содержащийся в порошке, в процессе запрессовки удаляется через отверстия 5 диаметром 1 мм, просверле1- ные в стенках формы.
Для дренажа форма выкладывается внутри одним-двумя слоями стеклоткани 6 16 сложений. По окончании напрессовки порошка на стенки формы эластичная оболочка сжимается в связи с созданием в ней вакуума и удаляется через люк 7, а металлическая форма устанавливается в печь, где запрессованный порошок подвергается термообработке при температуре 380±5°. После термообработки и охлаждения металлическая форма разбирается и готовое изделие удаляется.
В качестве материала для эластичной оболочки рекомендуется применять:
а) каучуки - термостойкие, силиконовые, фторкаучуки; б) полимерные пленки - полиэтилентерефталат, фторолон, поликарбонат, полиамиды. Для крупногабаритных изделий можно применять алюминиевую фольгу. В этом случае оболочка перед термообработкой уничтожается химическим путем.
При больших габаритах оболочки конструкция ее может быть выполнена с элементами жесткости для придания необходимой формы.
Предложение одобрено ГНИИПластмасс.
Предмет изобретения
Способ изготовления полых изделий из порошкообразного политетрафторэтилена (фторопласта-4) в разборных металлических формах, подвергающихся воздействию давления и температуры, отличающийся тем, что, с целью массового производства как мелких, так и крупногабаритных .изделий с достижением необходимого качества, изготовление полых изделий производят в металлической форме с внутренней эластичной оболочкой при давлении от 10 до 50 атм и при температуре от 150 до 200° при выдержке прессования от 10 до 30 мин с помощью нагретой жидкости или газа, находящихся под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из фторопласта-4 двухслойных изделий путем прессования | 1960 |
|
SU132798A1 |
| Устройство для переработки фторопласта-4 | 1960 |
|
SU135215A1 |
| Устройство для грануляции полимерных материалов | 1966 |
|
SU199374A1 |
| СПОСОБ ФОРЛ\ОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1969 |
|
SU245342A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ из ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1972 |
|
SU352776A1 |
| СПОСОБ ИЗГОтОЙЛЁНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА | 1971 |
|
SU319489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ ДАТЧИКОВ | 1971 |
|
SU309256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДОСПЛАВНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1993 |
|
RU2041023C1 |
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА (ФТОРОПЛАСТА-4) | 1967 |
|
SU198627A1 |