1
Изобретение относится к прокатному, производству и может быть использовано при прокатке полос на непрерывных станах холодной прокатки.
Цель изобретения - исключение локальных деформаций полосы.
Сущность способа заключается в том, что после достижения нулевой скорости стана уменьшают удельное давление на валки до величины, равной 0,5-0,7 от сопротивления деформации прокатываемого металла, а затем уменьшают момент прокатки.
Параметры предлагаемого способа определены экспериментально, исходя из условия исключения образования локальных деформаций полосы от удель10
15
ного давления металла на валки. При уменьшении удельного давления металла на валки до величины, равной 0,5-0,7 от сопротивления деформации прокатываемого металла, и последующем уменьшении момента прокатки исключается локальная деформация полосы в валках при их крутильных колебаниях. Если уменьшить удельное давление металла на валки до :.величины, меньшей 0,5 от сопротивления деформации прокатьшае- мого металла, то это приведет к протягиванию полосы в валках, обуслов . ленному наличием межклетевого натяжения полосы, что приведет к ухудшению поверхности валков и полосы. Если же уменьшить удельное давление металла
4
сд го
;0
1454529
на валки до величины, большей 0,7 от сопротивления деформации прокатываемого металл, то при дальнейшем снятии момента прокатки и провороте валков из-за натяжения полосы произойдет продав полосы, т.е. ее локальная деформация.
Поэтому целесообразно уменьшать удельное давление металла на валки до величины 0,5-0,7 от сопротивления деформации прокатываемого металла, а затем уже уменьшить момент прокатки до нуля. Таким образом исключается
10
ЛИЯ прокатки), а также локальная деформация полосы при уменьшении момента прокатки. Это, в свою очередь, обеспечивает пуск стана без обрьшов.
Пример. Прокатку полос-2,3 мм на размер 0,52 х 1260 мм из стали 08Ю осуществляли на 5-ти клетевом непрерывном стане 2030 холодной прокатки с рабочей скоростью 27 м/с, который оснащен системой тонкого регулирования толщин и плоскости полосы за счет изменения межклётевых натяжений. В процессе прокатки усилия под продав полосы при уменьшении удель- 15 держивали в соответствии с обжатиями ного давления металла на валки (уси- по клетям:
0
ЛИЯ прокатки), а также локальная деформация полосы при уменьшении момента прокатки. Это, в свою очередь, обеспечивает пуск стана без обрьшов.
Пример. Прокатку полос-2,3 мм на размер 0,52 х 1260 мм из стали 08Ю осуществляли на 5-ти клетевом непрерывном стане 2030 холодной прокатки с рабочей скоростью 27 м/с, который оснащен системой тонкого регулирования толщин и плоскости полосы за счет изменения межклётевых натяжений. В процессе прокатки усилия под
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2470722C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСКРЕМНИСТОЙ ЛИСТОВОЙ ДИНАМНОЙ СТАЛИ | 2013 |
|
RU2535840C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
Изобретение относится к прокат-ному производству и может быть использовано при прокатке полос на непрерывных станах холодной прокатки. Цель изобретения - исключение локальных деформаций полосы. При останове стана после снижения скорости прокатки до нуля снижают до заданного значения удельное давление металла на валки, а затем уменьшают момент прокатки. При таком режиме останова полоса не приобретает дополнительных дефектов формы. 1 табл. (Л с:
Клеть, №
Толщина полосы, мм
Усилие прокатки, кН
Сопротивление деформации полосы перед клетью, МПа
1 23 . 5 1,489 0,962 0,687 0,525 0,520 11590 13680 12800 14120 9950
297
375
432
438
439
Технология останова стана включает снижение скорости прокатки с рабочей величины до нулевого значения. После этого снижают- удельное давление металла на валки (путем увеличения межвапково-го зазора) до величины.
1
178,2 225
Затем снижают моменты прокатки до нуля и разводят валки. В качестве основных регулируемьк параметров в процессе снижения скорости являются: толщина полосы (в каждом межклетевом промежутке и на выходе стана) и межклетевые натяжения, которые обеспечивают постоянство секундного объема. В результате останова стана исключается локальная деформация полосы.
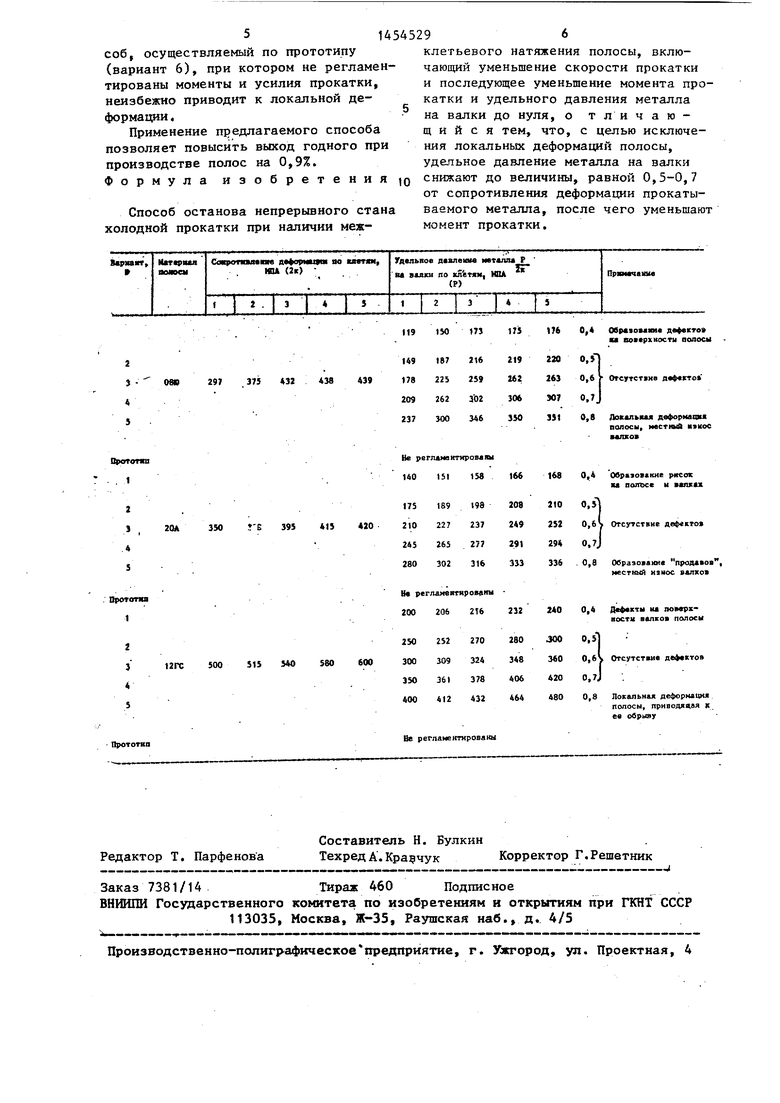
В таблице приведены варианты реализации способа в заданном интервале заявленных параметров, при запредельных значениях, а также при останове стана по способу-прототипу.
Как видно из представленных данных, оптимальными значениями, до которых необходимо снижать удельное давление металла на валки, являются
375
432
438
439
равной 0,6 от сопротивления деформации материала полосы, путем разгрузки 30 клетей по усилию прокатки. Остаточные давления металла на валки в каждой клети составляют:
259,3 262,8 263,4
значения, находящиеся в интервале 0,5-0,7 от сопротивления деформации прокатываемого материала (варианты 2-4). В этом случае исключается возможность локальной деформации полосы при останове стана. Если уменьшить удельное давление металла на валки до величины менее 0,5 от сопротивления деформации материала полосы (вариант DjTo в результате протягивани полосы под действием межклетевого натяжения происходит резкое ухудшение поверхности металла и валков. Если же уменьшить удельное давление металла на валки до величины, большей 0,7 от сопротивления деформации метериала полосы (вариант 5), то при уменьшении момента прокатки произойдет продав полосы-, что и приведет дпи пускв стана к обрыву полосы. Спо
51А5А5296
соб, осуществляемый по прототипу клетьевого натяжения полосы, вклю- (вариант 6), при котором не регламен- чающий уменьшение скорости прокатки тированы моменты и усилия прокатки, и последующее уменьшение момента про- неизбежно приводит к локальной деформации .
Применение предлагаемого способа позволяет повысить выход годного при производстве полос на 0,9%. Формула изобретения (О снижают до величины, равной 0,5-0,7
от сопротивления деформации прокатыСпособ останова непрерывного стана ваемого металла, после чего уменьшают холодной прокатки при наличии меж- момент прокатки.
катки и удельного давления металла на валки до нуля, о тличаю- щ и и с я тем, что, с целью исключения локальных деформаций полосы, удельное давление металла на валки
клетьевого натяжения полосы, вклю- чающий уменьшение скорости прокатки и последующее уменьшение момента про-
снижают до величины, равной 0,5-0,7
катки и удельного давления металла на валки до нуля, о тличаю- щ и и с я тем, что, с целью исключения локальных деформаций полосы, удельное давление металла на валки
150 17J
175
1Ь
Oft 06p«ioM u д«ф«1Сто ш| поверхности полосы
| Дружинин Н.Н | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: Металлургия, 1975, с | |||
| 336 | |||
| Абрамов А.Н | |||
| Разработка режимов останова и трогания при бесконечной холодной прокатке, обеспечивающих повьшение производительности стана | |||
| Диссертация на соискание ученой степени канд | |||
| техн | |||
| наук | |||
| Липецк, 1987, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
