Изобретение относится к прокатному производству и может быть применено при изготовлении полос на непрерывных широкополосных станах холодной прокатки.
Известен способ непрерывной холодной прокатки полосы с натяжением, включающий обжатие полосы в несколько проходов с сопутствующим контролем путем измерения и/или расчета по математическим моделям ряда параметров прокатки: относительных обжатий по клетям, геометрических параметров подката и готовой полосы, предела текучести материала полосы и удельных натяжений, скорости прокатки, ускорения стана, текущих значений усилий прокатки и межклетевых натяжений в каждом межклетевом промежутке, и с корректировкой на основе и по результатам этого контроля, режимов обжатий и натяжений, при условии поддержания заданных значений контролируемых параметров в пределах, диктуемых технологическими и эксплуатационными требованиями (А.Ф.Пименов, О.Н.Сосковец, А.И.Трайно и др. Холодная прокатка и отделка жести. М.: Металлургия, 1990, с.104-105). При этом величину удельного межклетевого натяжения устанавливают путем задания коэффициента, интегрально отражающего отклонения формы полосы от нормативной и связанного известной зависимостью с отношением к пределу текучести данной марки стали.
Недостатком способа является то, что в нем предусмотрена корректировка удельных натяжений только при выходе указанного коэффициента за заданный диапазон, т.е. регулирование процесса осуществляется без упреждения, по регулируемому параметру, при отсутствии корректировки контролируемых во время прокатки технологических параметров (натяжений, усилий прокатки, шероховатости рабочих валков), причинно влияющих на форму полосы, даже если эти параметры не выходят за заданные иными технологическими и/или эксплуатационными требованиями пределы, что является предпосылкой для непредусмотренного возникновения неустойчивого положения рабочих валков и может привести к возможности нежелательных вибрационных процессов в рабочих клетях непрерывных станов холодной прокатки. При этом сами по себе указанные технологические параметры, как уже сказано, могут оставаться в допустимых пределах (например, усилие прокатки может не превышать допустимого по условиям прочности) или корректироваться при выходе за эти пределы, но их влияние на форму полосы выявляется только после выхода параметров формы за установленные пределы. Ясно, что при такой схеме управления процессом часть полосы (а при современных скоростях прокатки - заметная часть) уходит в брак.
Известен способ непрерывной холодной прокатки полосы с натяжением, включающий обжатие полосы в несколько проходов с сопутствующим контролем путем измерения и/или расчета по математическим моделям ряда параметров прокатки: относительных обжатий по клетям, геометрических параметров подката и готовой полосы, предела текучести материала полосы, удельных натяжений, скорости прокатки, текущих значений межклетевых натяжений и усилий прокатки, и с корректировкой на основе и по результатам этого контроля режимов обжатий и натяжений, при условии поддержания контролируемых параметров в пределах, диктуемых технологическими и эксплуатационными требованиями, а также контроль выполнения критериального условия оптимизации процесса прокатки, которое задают с помощью математической модели, с учетом конструктивных параметров рабочих и опорных валков и их опор (патент РФ №2259896, МПК B21B 1/28, 2005).
Известный способ имеет целью исключение вибраций валков в клетях стана, возникающих от действия горизонтальных сил на подушки валков, в условиях, когда эти силы могут при изменении ряда технологических параметров прокатки менять знак. В известном способе для каждой клети дополнительно измеряют и учитывают целый ряд параметров, причинно влияющих на указанное негативное явление: шероховатость бочки рабочих валков (Ra), диаметры бочек рабочего и опорного валков (Dраб, Dоп), длину бочки опорного валка (Lоп), расстояние между вертикальными осевыми плоскостями рабочего и опорного валков (e), диаметр опорной втулки-вкладыша опорного валка (Dв), и, с учетом других известных параметров: плотности материала опорного валка (γоп), вязкости смазочно-охлаждающей жидкости при 50°C (ν50), коэффициента трения в ПЖТ опорного валка (η), плеча трения качения (m), модуля упругости и коэффициента Пуассона материала валков и полосы (Eв, Eп, νв, νп), предела текучести материала полосы в исходном состоянии (σ0,2исх). Критериальным условием, обеспечивающим достижение указанного технического результата, являются заложенные в математическую модель зависимости, в которые входят некие эмпирические величины (A, B), определяемые пластическими свойствами стали и связанные со следующими параметрами: абсолютное обжатие Δhi, частное относительное обжатие εi, коэффициент трения µi, суммарное относительное обжатие εΣi, среднее значение сопротивления деформации на пластическом участке очага деформации σф2, максимальные величины абсолютных упругих деформаций полосы по толщине на участках очага деформации с длинами x1упр и x2: Δh1упр и Δh2упр, среднее значение нормальных контактных напряжений без учета упругого сплющивания валков и полосы: p'cpi, длины участков очага деформации: x2, x1, x1упр и xпл, длина дуги контакта: 1ci, средние значения нормальных контактных напряжений на участках очага деформации: p1, p2, p3 и p4, среднее для очага деформации значение нормальных контактных напряжений: pcpi, толщина полосы в нейтральном сечении: hн, номинальное усилие прокатки: Pi, горизонтальные силы, действующие на рабочий валок со стороны полосы на участках очага деформации: F1, F2, F3 и F4, суммарная горизонтальная сила, действующая на рабочий валок в i-й клети: Fгор, коэффициенты нестабильности межклетевых натяжений и усилий прокатки: kT и kP, радиус круга трения подшипников опорного валка: ρоп, угловое ускорение опорного валка: εоп, момент инерции опорного валка: Мин.оп, угол между вертикальными осями рабочих и опорных валков: γ, угол между направлением действия межвалковой силы Pоп и плоскостью, проходящей через оси валков: β, межвалковая сила: Pоп, максимальное приращение горизонтальной силы: δFгор.
Под межвалковой силой Pоп понимается сила прижатия, действующая между рабочим и холостым опорным валком. Поскольку эта сила приводит опорный валок во вращение, она направлена (при постоянной скорости) под некоторым углом к плоскости, проходящей через оси рабочего и опорного валков, а именно: по касательной к кругу трения подшипника опорного валка. При наличии ускорения ее направление несколько отклоняется от указанного.
Упомянутые выше эмпирические величины A1, A2, B1, B2 в известном способе определяют по следующим зависимостям:
 ,
, 
 ,
, 
а в качестве критериальных условий задают следующие неравенства:
если 
если 
при нарушении этих неравенств производят регулировку межклетевых натяжений и частных относительных обжатий (εi): при выполнении условия (1) заднее натяжение уменьшают, а усилие прокатки увеличивают, при выполнении условия (2) заднее натяжение увеличивают, а усилие прокатки уменьшают; при этом регламентируют величину ускорения при разгоне стана (ap=1,15…1,25 м/с2).
Этот способ может быть принят за прототип изобретения.
Недостатком способа-прототипа является то, что в критериальные условия исключения вибрации рабочих валков (1), (2) включены приближенные характеристики колебаний усилий прокатки и натяжений полосы - коэффициенты их нестабильности (kP и kT). Такое приближение достаточно для устранения вибраций во всех клетях непрерывного стана, кроме последней. Для исключения вибрации рабочих валков в последней клети непрерывного стана, где формируются окончательные показатели точности полосы и качества ее поверхности, требуется более точное определение горизонтальной силы Fгор.
Объясняется это следующим.
Коэффициенты нестабильности усилия прокатки и натяжения полосы (kP и kT) определяют по зависимостям:


где Pmax, Pmin - максимальное и минимальное усилия прокатки (по данным реального технологического процесса); P - номинальное (расчетное) значение этого усилия; Ti-1 max, Ti max, Ti-1 min, Ti min - максимальные и минимальные значения сил заднего и переднего натяжений, с учетом реальных колебаний натяжений, имеющих место на стане.
Из этих зависимостей видно, что коэффициенты нестабильности рассчитывают независимо друг от друга, в то время как фактически они зависимы: при изменении натяжения полосы в процессе прокатки изменяется и усилие прокатки. Обе эти величины используются в условиях (1) и (2) для определения горизонтальной силы Fгор, поэтому неточное определение колебаний технологических параметров процесса прокатки приводит к неточному определению величины Fгор.
Кроме того, согласно зависимости (3), в числителе должны быть равные величины Ti-1max-Ti-1=Ti-1-Ti-1min, в то время как на практике колебания натяжения полосы от номинального натяжения в меньшую и большую сторону не равны: Ti-1max≠Ti-1min. Необходимо также учитывать, что в последней клети непрерывного стана заднее натяжение Ti-1, как правило, больше переднего натяжения Ti минимум в 4 раза, что не позволит выбрать один коэффициент нестабильности заднего и переднего натяжений полосы для последней клети.
Технический результат изобретения - исключение вибраций во всех клетях непрерывного стана, включая последнюю, за счет создания таких условий управления процессом прокатки, которые обеспечивают упреждающий учет всех возможных колебаний технологических параметров.
Технический результат достигается тем, что в способе непрерывной холодной прокатки полосы с натяжением, включающем обжатие полосы в несколько проходов, с сопутствующим контролем путем измерения и/или расчета по математическим моделям ряда параметров прокатки: относительных обжатий по клетям, геометрических параметров подката и готовой полосы, предела текучести материала полосы, удельных натяжений полосы, скорости прокатки, текущих значений межклетевых натяжений и усилий прокатки, и с корректировкой, на основе и по результатам этого контроля, режимов обжатий и натяжений, при условии поддержания контролируемых параметров в пределах, диктуемых технологическими и эксплуатационными требованиями, а также контроль выполнения критериального условия оптимизации процесса прокатки, которое задают с помощью математической модели, с учетом конструктивных параметров рабочих и опорных валков и их опор, согласно изобретению в процессе прокатки для (n-ой) клети дополнительно определяют разность натяжений полосы (Tn-1-Tn)=ΔTn, результирующую горизонтальную силу FΣ, действующую со стороны полосы на валок в очаге деформации, суммарную силу RPΣ, опорных реакций, действующих на подушки со стороны опорных плоскостей станин, а в качестве критериального условия задают зависимость:

где Р - усилие прокатки;
β - угол между направлением действия межвалковой силы и плоскостью, проходящей через оси валков;
φo - угол между вертикальной плоскостью и плоскостью, проходящей через оси рабочих и опорных валков.
Кроме того, при RPΣ≤0 измеряют шероховатость поверхности рабочих валков Ra.
Кроме того, при Ra≤Ramin=2,7 мкм перед прокаткой очередной полосы меняют рабочие валки на валки с максимально допустимой шероховатостью поверхности.
Кроме того, при Ra≥Ramin определяют отклонение фактической толщины подката от заданной при настройке стана: h0н-h0ф=δh0ф и проверяют выполнение условия: δh0ф≥δh0min.
Кроме того, при нарушении условия δh0ф≥δh0min увеличивают относительное обжатие в последней (n-ой) клети εn с шагом 0,2%, определяют (измеряют и/или рассчитывают) при каждом шаге энергосиловые параметры прокатки и снова проверяют это условие вплоть до его выполнения.
Кроме того, увеличение относительного обжатия в последней клети сопровождают соответственным уменьшением относительного обжатия в предыдущих клетях непрерывного стана.
Кроме того, критериальное условие оптимизации процесса прокатки задают с помощью математической модели, в которой учитывают определенные измерением и/или расчетом следующие параметры: шероховатость бочки рабочих валков (Ra), диаметры бочек рабочего и опорного валков (Dраб, Dоп), длину бочки опорного валка (Lоп), расстояние между вертикальными осевыми плоскостями рабочего и опорного валков (e), диаметр опорной втулки-вкладыша опорного валка (Dв), плотность материала опорного валка (γоп), вязкость смазочно-охлаждающей жидкости при 50°C (ν50), коэффициент трения в ПЖТ опорного валка (η), плечо трения качения (m), модули упругости и коэффициенты Пуассона соответственно для материала валков и полосы (Eв, Eп, νв, νп), коэффициент трения в очаге деформации µi, суммарное относительное обжатие εΣi, среднее значение сопротивления деформации на пластическом участке очага деформации σф2, максимальные величины абсолютных упругих деформаций полосы по толщине на участках очага деформации с длинами x1упр и x2: Δh2упр и Δh2упр, длины упругих участков очага деформации: x2, x1упр, длины зон опережения и отставания пластического участка очага деформации: xпл.опер, xпл.отст, длину очага деформации: lс, средние значения нормальных контактных напряжений на участках очага деформации: p1, p2, p3 и p4, среднее для очага деформации значение нормальных контактных напряжений: pcpi, толщину полосы в нейтральном сечении: hн, горизонтальные силы, действующие на рабочий валок со стороны полосы на участках очага деформации: F1, F2, F3 и F4, горизонтальную силу, действующую на рабочий валок в i-й клети: Fгор, радиус круга трения подшипников опорного валка: ρоп, угловое ускорение опорного валка: εоп, момент инерции опорного валка: Мин.оп, угол между вертикальными осями рабочих и опорных валков: φ0, угол между направлением действия межвалковой силы Pоп и плоскостью, проходящей через оси валков: β, межвалковую силу: Pоп.
Сущность изобретения заключается в следующем.
Проведенными исследованиями установлено, что учет только номинальных значений параметров процесса прокатки для предотвращения изменения знака горизонтального усилия на подушки валков недостаточен, и при динамических явлениях, неизбежных при прокатке, в том числе и, в особенности, при нестационарном режиме в период разгона стана, возможны изменения этого знака на противоположный, что является причиной вибраций клетей. Предпосылкой возникновения вибраций в клетях стана являются, таким образом, колебания технологических параметров прокатки: обжатий, натяжений, скоростей, условий трения, температуры полосы и валков.
В связи с этим была поставлена задача такого учета динамических колебаний параметров прокатки при создании математической модели управления процессом прокатки, чтобы стало возможно исключить их негативное влияние на возникновение вибраций, в первую очередь, в последней клети.
Источником вибраций являются рабочие валки в сборе с подушками. При изменении энергосиловых параметров в очаге деформации, зависящих от коэффициента трения (шероховатости поверхности рабочих валков и условий смазки) и продольной разнотолщинности горячекатаного подката, происходит перераспределение соотношений между натяжениями, усилиями прокатки, силами трения и межвалковыми силами. При неблагоприятном сочетании этих сил горизонтальная сила, действующая на подушки рабочих валков, может периодически уменьшаться до значений, близких к нулю, и даже изменять свое направление на противоположное. В результате узел рабочих валков оказывается в неустойчивом положении, поскольку сила, с которой его подушки прижимаются к одной из вертикальных опорных плоскостей окна станины, уменьшается до нуля. Вследствие этого могут начаться реверсивные горизонтальные перемещения подушек рабочих валков в пределах зазоров между подушками и окнами станин. Эти перемещения сопровождаются ударами подушек по опорным плоскостям станины, возникающая при каждом ударе реактивная сила вызывает обратное движение подушки и удар по противоположной контактной поверхности, т.е. начинается нежелательный колебательный процесс, возбуждающий в узлах рабочей клети вибрации.
Частота этих вибраций зависит от величины зазора, определяющей время одного цикла реверсивного перемещения и энергию удара. Если зазор максимальный (равный верхнему значению поля допуска ходовой посадки плюс возможный износ), то время цикла перемещения и энергия удара также максимальны. При таких параметрах колебаний их частота совпадает с собственной частотой узла станин (110-120 Гц), что приводит к резонансным вибрациям всей рабочей клети (ее «гудению»), а на полосе возникает видимая поперечная ребристость (Гарбер Э.А., Наумченко В.П., Кожевников А.В., Павлов СИ. Устранение вибраций в рабочих клетях станов холодной прокатки путем коррекции их энергосиловых параметров // Сталь. 2003. №9, с.79-82).
Если же зазор минимальный (равный нижнему значению поля допуска ходовой посадки при отсутствии износа контактирующих поверхностей), то время цикла перемещения и энергия удара минимальны. Эта энергия недостаточна для возбуждения резонансных вибраций в станинах, однако - в сочетании с более высокой частотой перемещений (390-750 Гц) - достаточна для возбуждения резонансных вибраций рабочих валков в сборе с подушками и появления на полосе полос нагартовки.
Наиболее опасны указанные явления, если они возникают в последней, чистовой клети прокатного стана.
Для определения режимов прокатки холоднокатаных полос, исключающих неустойчивое положение узла рабочих валков при минимальном зазоре между подушками и окнами станин, были сформулированы и заданы новые критериальные условия, контроль за выполнением которых с помощью математической модели позволяет исключить возникновение вибраций, в первую очередь, в последней клети прокатного стана.
Сущность изобретения поясняется чертежами.
На фиг.1 показана схема силового взаимодействия полосы, приводного рабочего и холостого опорного валков в клети «кварто».
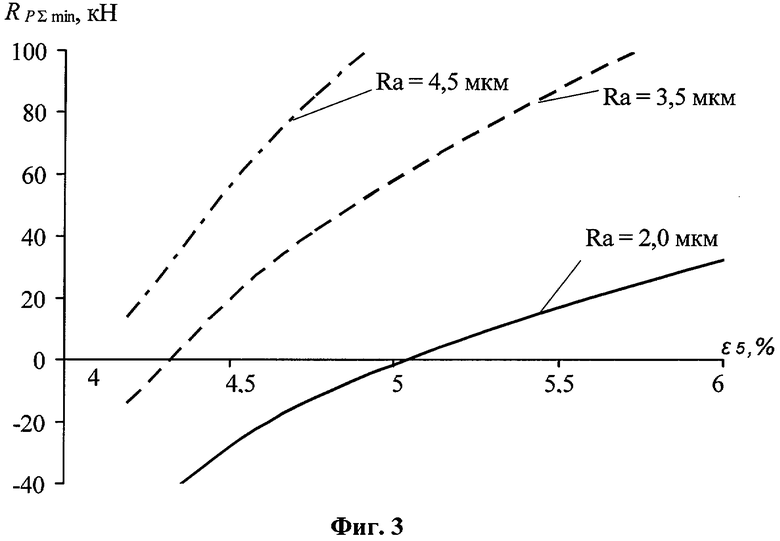
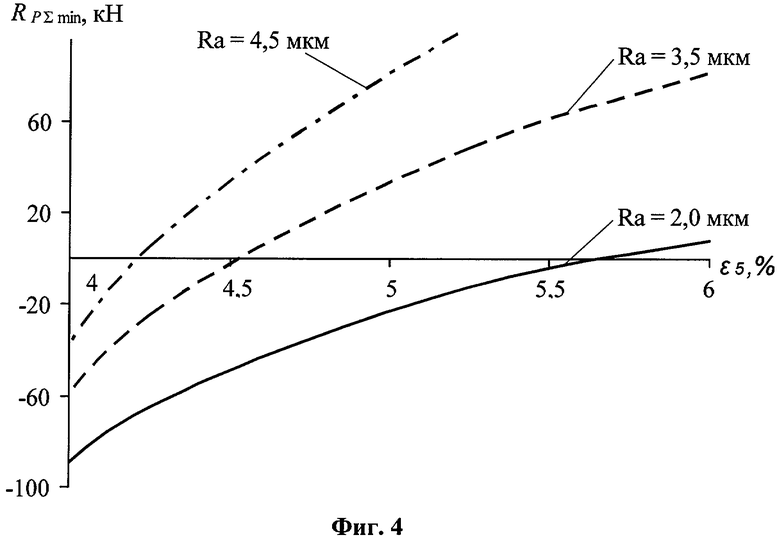
На фиг.2, 3, 4 показаны зависимости максимальной силы суммарной опорной реакции в подушках рабочих валков от относительного обжатия в 5-й клети при прокатке полос с размерами соответственно 0,7×1300 мм; 0,8×1210 мм; 0,9×1150 мм и для разной шероховатости Ra поверхности бочки.
На фиг.1 обозначены рабочий валок 1, опорный валок 2, прокатываемая полоса 3, а также показан ряд параметров, используемых в дальнейшем в описании и формуле изобретения.
Из фиг.2, 3, 4 видно, что величина RPΣ min в 5-й клети зависит от двух наиболее существенных факторов: частного относительного обжатия и шероховатости бочки рабочих валков.
Согласно фиг.1 уравнение равновесия горизонтальных сил, действующих на рабочий валок в сборе с подушками, имеет вид:

откуда суммарная сила опорных реакций, действующих на подушки рабочего валка:

Горизонтальная сила Fгор, действующая со стороны полосы на валок, равна по величине и противоположна по направлению горизонтальной силе Fгор.п, действующей со стороны валка на полосу:

На полосу в очаге деформации действуют горизонтальные силы переднего Ti и заднего Ti-1 натяжений полосы, а также горизонтальная сила FΣ, равная сумме горизонтальных проекций нормальных и касательных сил, вызванных контактными напряжениями, возникающими в очаге деформации под воздействием сопротивления деформации металла и трения.
Для определения величины Fгор.п было составлено уравнение равновесия полосы в i-й рабочей клети:

где FΣ=F1+F2+F3+F4.
Знаки величин в уравнениях (6) и (9) приняты, исходя из того, что при решении задач силового взаимодействия полосы и валков положительным принято считать направление, противоположное направлению движения прокатываемой полосы.
Обозначив через ΔTn разность натяжений (Tn-1-Tn), из уравнения (9) получаем величину горизонтальной силы, Fгор.п:

откуда сила, действующая со стороны полосы на валок, равна

Подставив это выражение в уравнение (6), получаем выражение для расчета суммарной силы опорных реакций, действующих на подушки рабочего валка:

или с учетом того, что  (где P - усилие прокатки):
(где P - усилие прокатки):

При стационарном процессе прокатки и отсутствии колебаний технологических и энергосиловых параметров справедливо неравенство:

Чтобы это условие выполнялось при всех возможных колебаниях параметров прокатки, необходимо, чтобы минимально возможная величина
P·tg(β+φ0)+FΣ=[P·tg(β+φ0)+FΣ]min
была больше максимально возможной величины
Величину [P·tg(β+φ0)+FΣ]min, учитывающую нестабильность усилия прокатки и суммарной горизонтальной силы, можно выразить соотношением:

Максимально возможную величину  , с учетом того, что в последней клети непрерывного стана заднее натяжение всегда больше переднего, можно представить в виде:
, с учетом того, что в последней клети непрерывного стана заднее натяжение всегда больше переднего, можно представить в виде:

Тогда, с учетом вышеизложенного, неравенство (12) можно представить следующим выражением:

а критериальное условие, исключающее возможность возникновения неустойчивого положения рабочих валков в последней клети непрерывного стана, будет иметь вид:

Вместо коэффициентов нестабильности в условии (16) использованы предельные значения величин P, FΣ и ΔTn, зависящие от фактических колебаний обжатий, натяжений во время прокатки, которые, в свою очередь, зависят, главным образом, от колебаний толщины по длине полос (продольной разнотолщинности) перед и за клетью.
Это позволяет при равных условиях и исходных значениях измерить и/или вычислить по математической модели значения величин P, FΣ, что позволяет определить более точно суммарную опорную реакцию RPΣ.
Минимальные величины Pmin, FΣmin в условии (16) будут иметь место при минимально возможном относительном обжатии в n-й клети n-клетевого стана:

где hn-1min и hnmax - минимально возможная из-за колебаний толщина полосы на входе в n-ю клеть и максимально возможная из-за колебаний толщина полосы на выходе из нее.
Кроме того, величины Pmin, FΣmin в условии (16) зависят также от шероховатости поверхности рабочих валков. Уменьшение шероховатости валков вследствие износа приводит к снижению коэффициента трения при прокатке и, как следствие, к уменьшению усилия прокатки и суммарной горизонтальной силы, что может явиться причиной нарушения условия (16).
Изложенные результаты послужили основой для разработки способа, который, как показала проверка, позволил исключить неустойчивое положение рабочих валков в 5-й клети 5-клетевого стана «1700», из-за нарушения стабильности процесса прокатки вызывавшее появление на поверхности холоднокатаной полосы дефекта «полосы нагартовки».
Ниже приводится конкретный пример реализации способа.
Для оценки технического результата от использования способа в производстве на 5-клетевом непрерывном стане «1700» была проведена серия контрольных промышленных испытаний, в рамках которых
- определяли разность сил натяжений полосы в 5-ой клети ΔT5=(T4-T5);
- рассчитывали результирующую горизонтальную силу FΣ, используя математическую модель;
- проверяли выполнение условия 
Конкретно, при производстве холоднокатаной полосы марки 08Ю с размерами 0,9×1150 мм из горячекатаного подката с продольной разнотолщинностью более ±0,12 мм был выявлен поверхностный дефект «полосы нагартовки», что является следствием вибрационных процессов в 5-ой клети пятиклетевого стана.
При этом разность сил натяжений полосы в 5-ой клети составила: ΔT5=T4-T5=196,2-39,8=156,4 кН;
результирующая горизонтальная сила=FΣ=74,7 кН;
межвалковая сила: Pоп=1,34 кН;
суммарная опорная реакция: RPΣ=-2,36 кН<0.
Чтобы условие (16) гарантированно выполнялось, в технологию производства автомобильных листов толщиной 0,7÷0,9 мм внесли следующие корректировки:
- перераспределили обжатия между клетями: увеличили обжатие в 5-й клети путем некоторого уменьшения обжатий в клетях №1, 2, 3, 4 с целью увеличения загрузки 5-й клети по усилию прокатки;
- увеличили обжатия в 5-й клети 5-клетевого стана «1700» с 3-4% до 5-6% с сохранением заданных величин суммарных обжатий;
- использовали текстурированные рабочие валки в 5-ой клети 5-клетевого стана «1700» с начальной шероховатостью Raисх=4,0÷4,5 мкм;
- установили нижний предел шероховатости рабочих валков в 5-ой клети 5-клетевого стана «1700» Ra min=2,7 мкм;
- установили максимальный межперевалочный период для валков с начальной шероховатостью Raисх=4,0÷4,2 мкм не более 5 час, для валков с Raисх=4,3÷4,5 мкм не более 8 час.
Выполненные мероприятия позволили увеличить результирующую горизонтальную силу FΣ=81,22 кН; межвалковую силу: Pоп=2,252 кН и стабильную по знаку суммарную опорную реакцию: RPΣ=5,28 кН>0.
Корректировка режимов прокатки, направленная на увеличение суммарной опорной реакции, стабильно прижимающей подушки рабочих валков к опорным плоскостям окон станин, позволила обеспечить устойчивый процесс прокатки в 5-ой клети 5-клетевого стана и исключить появление «полос нагартовки» и отбраковку металла по данному дефекту.
На момент использования способа по сравнению с периодом до начала работы (2006 г.) отсортировка холоднокатаных полос по поверхностному дефекту «полосы нагартовки» характеризуется следующими показателями:
- 2006 г. (база для сравнения) - 0,11%,
- 2007 г. (период выполнения НИР) - 0,02%,
- 2008 г. (период экспериментального использования способа) - 0%.
Таким образом, разработанный способ управления процессом прокатки в последней клети непрерывного стана с учетом динамики изменения опорной реакции и горизонтальных сил, действующих на рабочий валок в процессе прокатки, позволяет с упреждением корректировать технологические режимы, предрасположенные к возникновению вибраций во всех, и в первую очередь в последней, клетях стана, и обеспечить тем самым стабильный процесс прокатки.
В этом заключается технический результат изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |


Изобретение предназначено для исключения реверсивных горизонтальных перемещений подушек рабочих валков в пределах зазоров между подушками и окнами станин в многоклетевых широкополосных станах холодной прокатки. Способ включает обжатие полосы в несколько проходов с сопутствующим контролем путем измерения и/или расчета по математическим моделям ряда параметров прокатки и с корректировкой, на основе и по результатам этого контроля, режимов обжатий и натяжений, при условии поддержания заданных значений всех остальных контролируемых параметров в пределах, диктуемых технологическими и эксплуатационными требованиями, а также контроль выполнения заданного критериального условия оптимизации процесса прокатки, определенного с помощью математической модели. Исключение негативного влияния динамических колебаний параметров прокатки, приводящее к возникновению вибраций, прежде всего, в последней клети, обеспечивается за счет того, что в процессе прокатки дополнительно определяют разность натяжений, суммарную горизонтальную силу, действующую со стороны полосы на валок в очаге деформации, суммарную силу опорных реакций, действующих на подушки со стороны опорных плоскостей станин и др., и производят корректировку ряда параметров в соответствии с предложенными математическими зависимостями. 6 з.п. ф-лы, 4 ил.
1. Способ непрерывной холодной прокатки полосы с натяжением, включающий обжатие полосы в несколько проходов, с сопутствующим контролем путем измерения и/или расчета по математическим моделям относительных обжатий по клетям, геометрических параметров подката и готовой полосы, предела текучести материала полосы, удельных натяжений полосы, скорости прокатки, текущих значений межклетевых натяжений и усилий прокатки, и с корректировкой, на основе и по результатам этого контроля, режимов обжатий и натяжений, при условии поддержания контролируемых параметров в пределах, определяемых технологическими и эксплуатационными требованиями, а также контроль выполнения критериального условия оптимизации процесса прокатки, которое задают с помощью математической модели, с учетом конструктивных параметров рабочих и опорных валков и их опор, отличающийся тем, что в процессе прокатки для (n-й) клети дополнительно определяют разность натяжений полосы (Tn-1-Tn)=ΔTn (кН), результирующую горизонтальную силу FΣ (кН), действующую со стороны полосы на валок в очаге деформации, суммарную силу RPΣ (кН) опорных реакций, действующих на подушки со стороны опорных плоскостей станин, а в качестве критериального условия используют зависимость:

где Р - усилие прокатки, кН;
β - угол между направлением действия межвалковой силы и плоскостью, проходящей через оси валков, град;
φ0 - угол между вертикальной плоскостью и плоскостью, проходящей через оси рабочих и опорных валков, град.
2. Способ по п.1, отличающийся тем, что при RPΣ≤0 измеряют шероховатость поверхности рабочих валков Ra.
3. Способ по п.2, отличающийся тем, что при Ra≤Ra min=2,7 мкм перед прокаткой очередной полосы меняют рабочие валки на валки с максимально допустимой шероховатостью поверхности.
4. Способ по п.2, отличающийся тем, что при Ra≥Ra min определяют отклонение фактической толщины подката h0ф от заданной h0н при настройке стана: h0н-h0ф=δh0ф и проверяют выполнение условия:
δh0ф≥δh0min.
5. Способ по п.4, отличающийся тем, что при нарушении условия δh0ф≥δh0min увеличивают относительное обжатие в последней (n-й) клети с шагом 0,2%, измеряют и/или рассчитывают при каждом шаге энергосиловые параметры прокатки и снова проверяют это условие вплоть до его выполнения.
6. Способ по п.5, отличающийся тем, что увеличение относительного обжатия в последней клети сопровождают соответственным уменьшением относительного обжатия в предыдущих клетях непрерывного стана.
7. Способ по любому из пп.1-6, отличающийся тем, что при контроле выполнения критериального условия оптимизации процесса прокатки, задаваемого с помощью математической модели, учитывают определенные измерением и/или расчетом следующие параметры:
шероховатости бочки рабочих валков (Ra), диаметры бочек рабочего и опорного валков (Dраб, Dоп), длину бочки опорного валка (Lоп), расстояние между вертикальными осевыми плоскостями рабочего и опорного валков (е), диаметр опорной втулки-вкладыша опорного валка (Dв), плотность материала опорного валка (γоп), вязкость смазочно-охлаждающей жидкости при 50°С (ν50), коэффициент трения в ПЖТ опорного валка (η), плечо трения качения (m), модули упругости и коэффициенты Пуассона соответственно для материала валков и полосы (Eв, Eп, νв, νп), коэффициент трения в очаге деформации µi, суммарное относительное обжатие εΣi, среднее значение сопротивления деформации на пластическом участке очага деформации σф2, максимальные величины абсолютных упругих деформаций полосы по толщине на участках очага деформации с длинами х1упр и х2 (Δh1упр и Δh2упр), длины упругих участков очага деформации (х2, х1упр), длины зон опережения и отставания пластического участка очага деформации (хпл.опер, хпл.отст), длину очага деформации (1с), средние значения нормальных контактных напряжений на участках очага деформации (p1, p2, р3 и р4), среднее для очага деформации значение нормальных контактных напряжений (pсрi), толщину полосы в нейтральном сечении (hн), горизонтальные силы, действующие на рабочий валок со стороны полосы на участках очага деформации (F1, F2, F3 и F4), горизонтальную силу, действующую на рабочий валок в i-й клети (Fгор), радиус круга трения подшипников опорного валка (ρоп), угловое ускорение опорного валка (εоп), момент инерции опорного валка (Мин.оп), угол между вертикальной плоскостью и плоскостью, проходящей через оси рабочих и опорных валков (φ0), угол между направлением действия межвалковой силы Роп и плоскостью, проходящей через оси валков (β), межвалковую силу (Роп).
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| Способ регулирования натяжения полосы на непрерывном прокатном стане | 1983 |
|
SU1466825A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| JP 8108205 A, 30.04.1996. | |||

