Известны профилешлифовальные прецизионные станки с узкополосной оптической системой, состоящей из осветителей, полупрозрачного зеркала и объектива для контроля обработки детали путем проектирования ее изображения на экран в проходящем или в отраженном свете.
Однако известные станки не обеспечивают возможности обработки детали непосредственно по контуру парной сопряженной с нею обратной детали (например пуансона по матрице) или шаблона с одного установа.
Предлагаемые станки указанного недостатка не имеют. Это достигается тем, что оптическая система снабжена дополнительными осветителями и зеркалом для проектирования через ее полупрозрачное зеркало на тот же экран изображения парной детали (или шаблона), наложенного на изображение обрабатываемой детали.
Осветители для обрабатываемой и парной деталей могут быть снабжены различно окрашенными светофильтрами.
Станок может быть снабжен механизмом для попеременного включения светофильтров одного за другим с субъективно воспринимаемой частотой.
Станок может быть снабжен призменным переключателем объектива на микроскоп для наблюдения за деталями и шаблоном в процессе их установки.
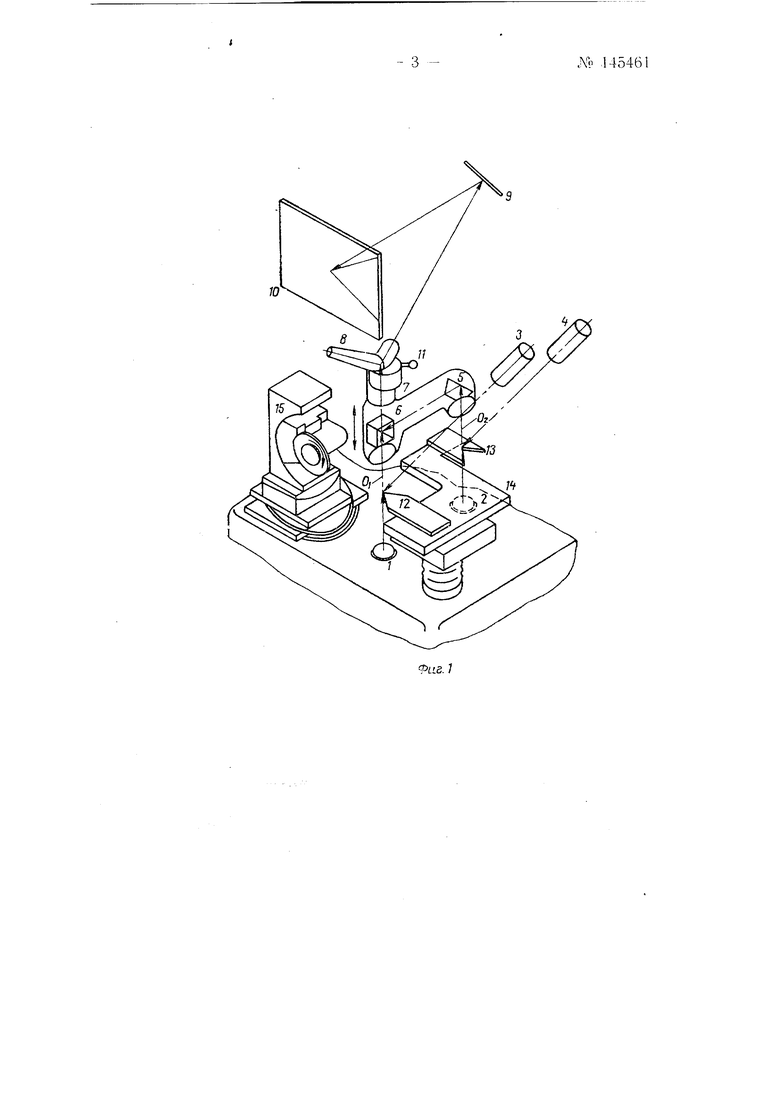
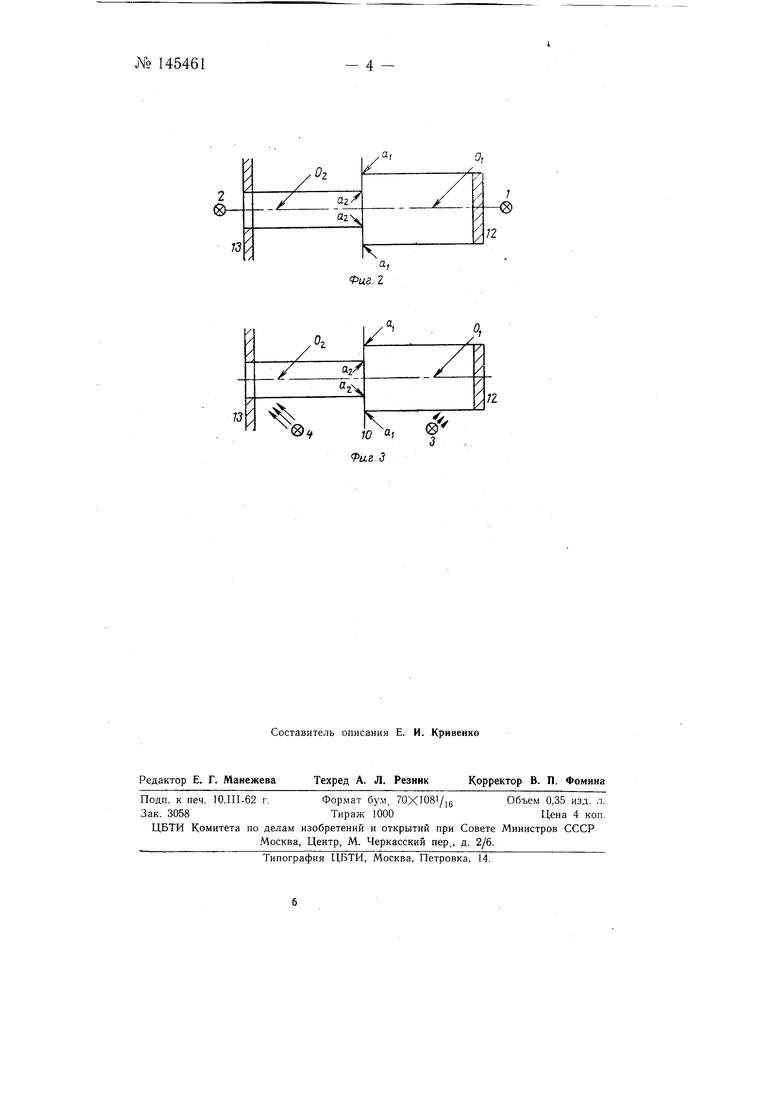
На фиг. 1 изображена схема предлагаемого станка; на фиг. 2 - схема проектирования изделия и шаблона при работе в проходящем свете с двух различных сторон; на фиг. 3 - то же при работе в отраженном свете.
№ 145461-- 2 Сдвоенная оптическая система станка состоит из двух осветительН1,1Х устройств I и 2 для работы в проходящем свете и двух осветителей 3 ц 4 для работы в отраженном свете; зеркала 5, полупрозрачного зеркала 6, объектива 7, микроскопа 8, зеркала 9 и экрана 10. При помощи призменного переключателя // световой поток О + О может направляться либо в микроскоп § для установочного наблюдения с увеличением 25х либо для рабочего наблюдения на экран 10 с увеличением 50л-ЮОх и более. Оптическая система может включать также два светофильтра, устанавливаемых перед осветителями, а также электрокоммутирующий блок, при работе которого осветители / и 2 или 3 и 4 поочередно включаются и выключаются с заданной частотой 4-8 раз в секунду. Изделие 12 и щаблон 13 предварительно ориентируются в плоскости стола М в пределах припуска своими соответствующими точками относительно оптических осей О и О2 и закрепляются на столе. После включения осветителей и переключения изображения на экран 10 на нем будут проектироваться два наложенные изображения щаблона 13 и изделия 12. Эти изображения будут соответствовать весьма малым элементам объектов 12 и 13.
Изображение щаблона 13 займет на экране зону , изображение изделия 12 - зону GI-Сь Здесь зона az-а будет отличаться по освещенности от окружающей ее зоны GI-aj, соответствующей припуску на обработку, как от более темной. Управляя подачами стола 14 и суппорта 15, можно обработать все изделия 12 так, чтобы его проекция на экране во всех точках контура совпала с проекцией щаблона, т. е. было бы выполнено условие aia2 O. В этом случае припуск, подлежащий обработке на изделии, будет представлен на экране кольцевой зоной ui-02, отличающейся более сильной освещенностью от зоны «2-QI, заданной шаблоном 13. Условие выполнения обработки - O может выполняться с одного установа независимо оттогочго на экран 10 в любой момент проектируется не вся деталь, а лишь ее малый элемент. Для лучшего субъективного разл-ичения подлежащего снятию припуска могут быть применены разные светофильтры, что будет особенно эффективно при работе в отраженном свете.
Предмет изобретения
1.Профилешлифовальный прецизионный станок с узкополосной оптической системой, состоящей из осветителей, полупрозрачного зеркала и объектива для контроля обработки детали путем проектирования ее изображения на экран в проходящем или в отраженном свете, отличающийся тем, что, с целью осуществления обработки детали непосредственно по контуру парной сопряженной с нею обратной детали (например, пуансона по матрице) или шаблона с одного установа. оптическая система снабжена дополнительными осветителями и зеркалом для проектирования через ее полупрозрачное зеркало на тот же экран изображения парной детали (или шаблона), наложенного на изображение обрабатываемой детали.
2.Профилешлифовальный станок по п. 1, отличающийся тем. что осветители для обрабатывае.мой и парной деталей снабжены различно окрашенными светофильтрами.
3.Профилешлифовальный станок по пп. 1 и 2. отличающийся телк что снабжен механизмом для поперемен 1ого включегшя светофильтров одного за другим с субъективно воспринимаемой частотой.
4.Профилешлифовальный станок по пп. 1-3 отличаюшийся тем, что он снабжен призмеппым переключателем объектива ка ;яикроIKon для наблюдения за деталями и шаблоном в процессе их установки.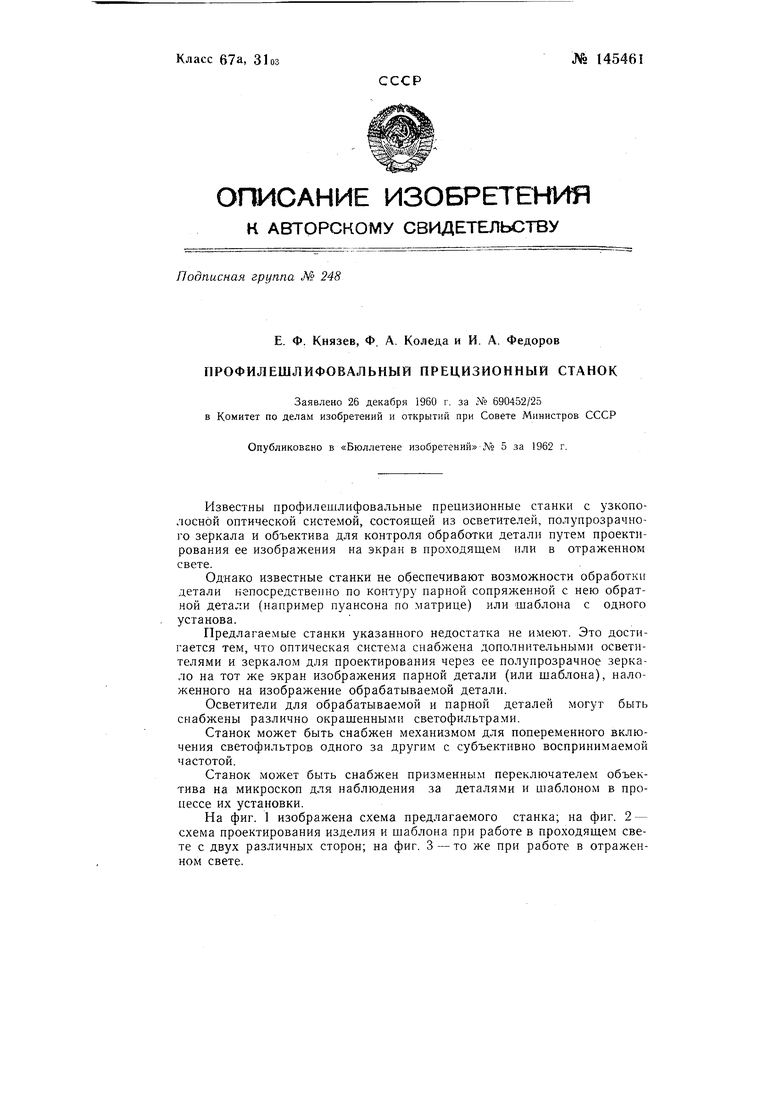
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический профилешлифовальный станок | 1975 |
|
SU554138A1 |
| Оптический профилешлифовальный станок | 1978 |
|
SU763072A1 |
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| Профилешлифовальный станок | 1988 |
|
SU1773689A1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2001 |
|
RU2204821C1 |
| Колориметрический способ выявления малоконтрастных объектов на спектрозональной фотопленке и устройство для его осуществления | 1985 |
|
SU1439413A1 |
| МИКРОСКОП ПРОХОДЯЩЕГО И ОТРАЖЕННОГО СВЕТА | 2009 |
|
RU2419114C2 |
| Устройство для контроля центрирования оптических деталей | 1987 |
|
SU1530962A1 |
| ВИДЕОСПЕКТРАЛЬНЫЙ КОМПАРАТОР ДЛЯ КОНТРОЛЯ ЦЕННЫХ БУМАГ И ДОКУМЕНТОВ | 1999 |
|
RU2158961C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 2000 |
|
RU2179789C2 |