Изобретение относится к машиностроению и может быть использовано при изготовлении профильных деталей повышенной точности.
Цель изобретения - повышение производительности обработки.
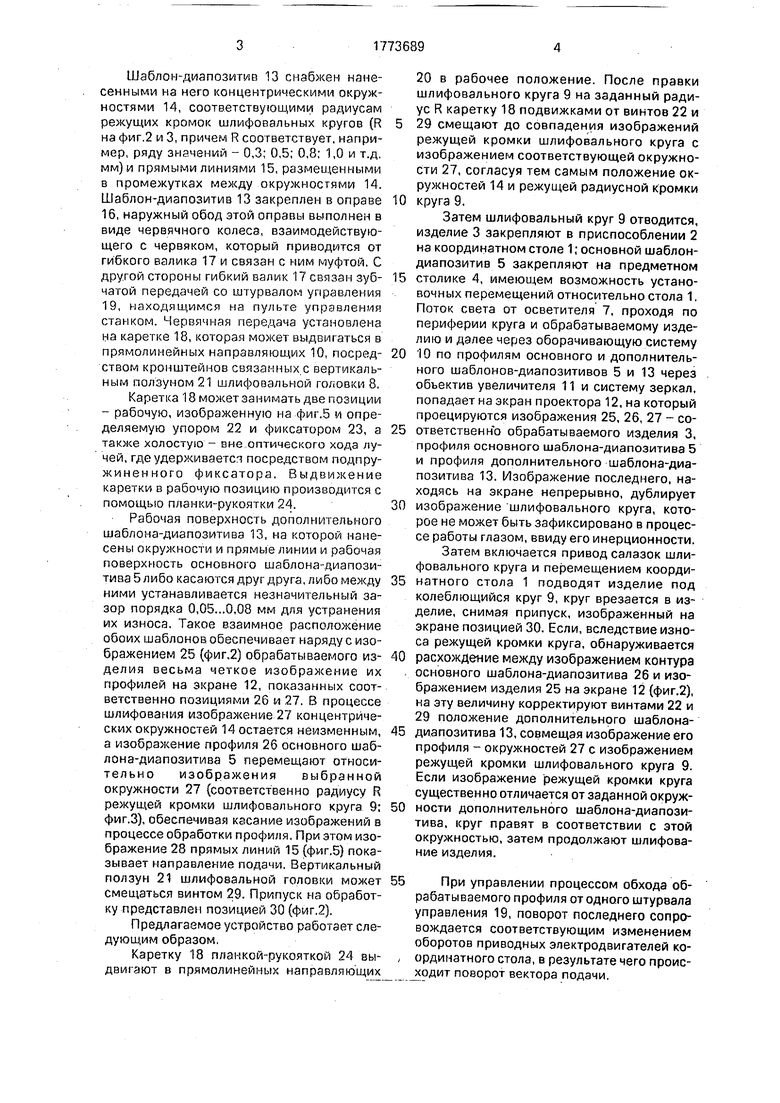
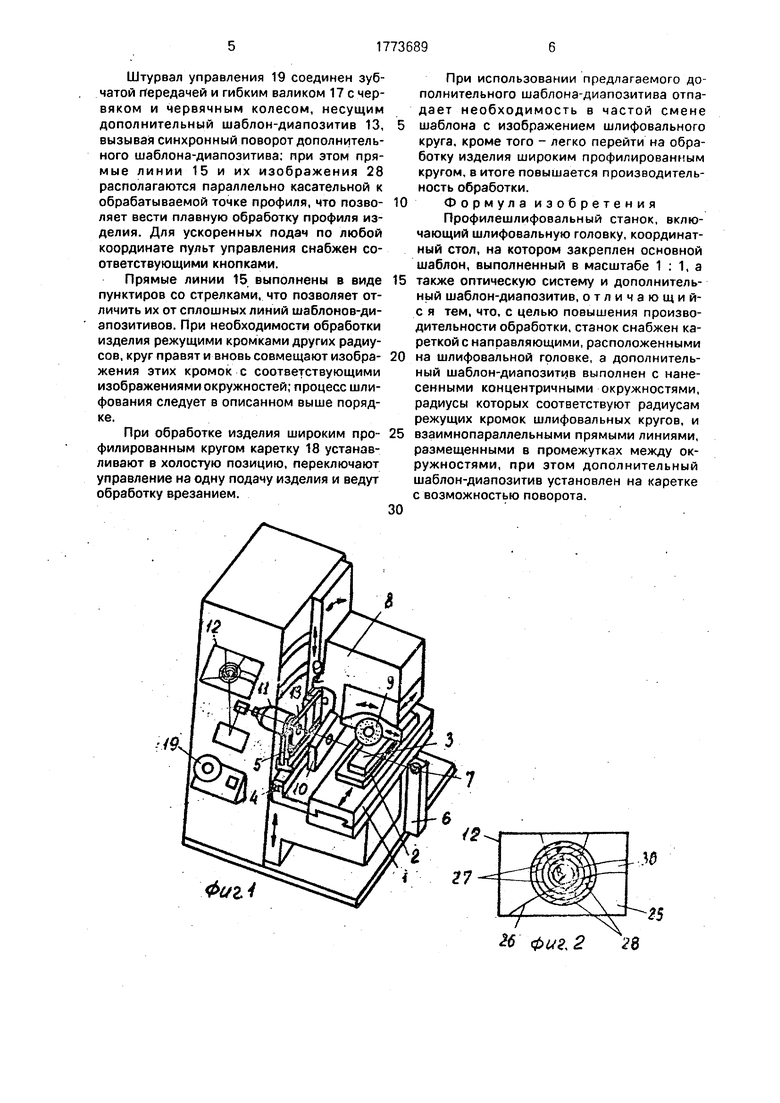
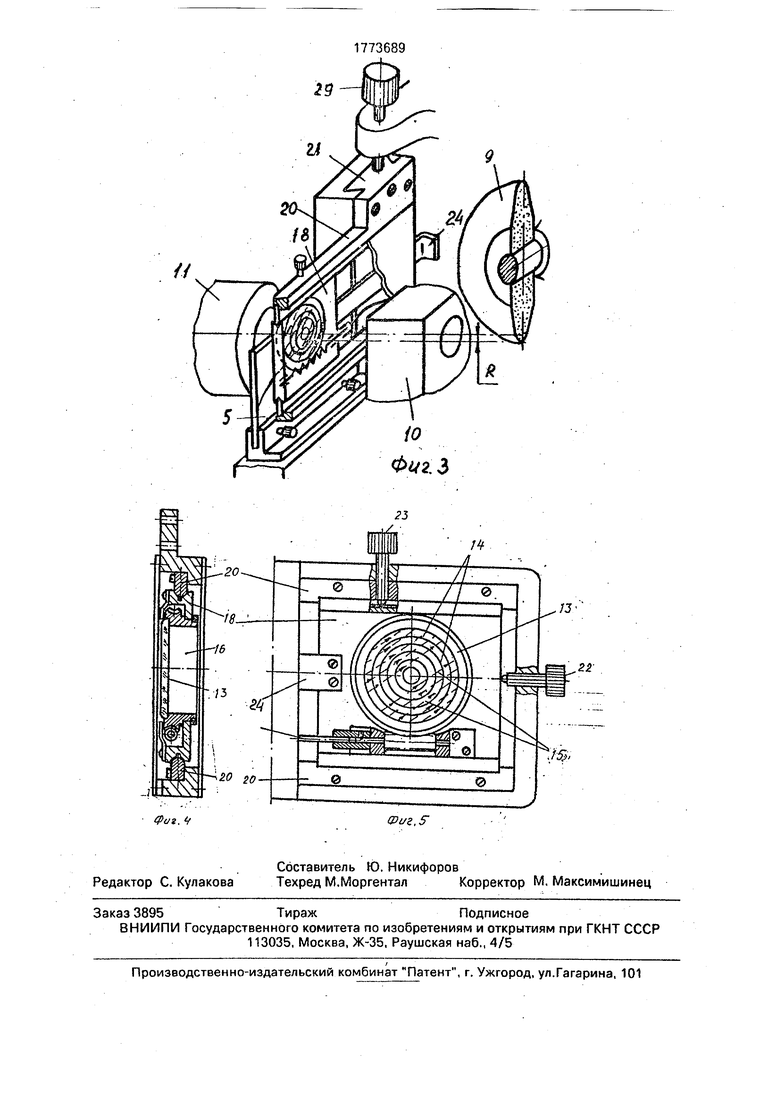
На фиг. 1 изображен предлагаемый станок; на фиг.2 - вид на экран проектора станка; на фиг.З - взаиморасположение шаблонов-диапозитивов; на фиг.4 - разрез по каретке, несущей дополнительный шаблон-диапозитив; на фиг 5 - вид сбоку на указанную каретку.
На координатном столе 1 установлено приспособление 2 для закрепления обрабатываемого изделия 3. Со столом 1 жестко связан предметный столик 4 для закрепления на нем основного шаблона-диапозитива 5. выполненного в масштабе 1:1. Со станиной станка жестко связан кронштейн 6, на котором закреплен осветитель 7, предназначенный для освещения обрабатываемого изделия 3. Шлифовальная головка 8, несущая шлифовальный круг 9, укреплена на станке с возможностью поворота.
Между обрабатываемым изделием и основным шаблоном-диапозитивом 5 установленасимметричнаялинзоваяоборачивающая система 10 с увеличением 1х, причем обрабатываемое изделие 3 расположено в ее передней фокальной плоскости, а основной шаблон 5 установлен в ее задней фокальной плоскости Непосредственно за основным шаблоном-диапозитивом 5 установлен объектив увеличителя 11, затем система зеркал и экран 12, причем задняя фокальная плоскость оборачивающей системы является одновременно передней фокальной плоскостью объектива-увеличителя 11 На Kopnvce оборачивающей системы Юустанов, ен осветитель для подсвечивания основного шаблона-диапозотива (на фиг не )
сл
с
XJ ч
CJ
о
00
о
Шаблон-диапозитив 13 снабжен нанесенными на него концентрическими окружностями 14, соответствующими радиусам режущих кромок шлифовальных кругов (R на фиг.2 и 3, причем R соответствует, например, ряду значений - 0,3; 0,5; 0,8; 1,0 и т.д. мм) и прямыми линиями 15, размещенными в промежутках между окружностями 14. Шаблон-диапозитив 13 закреплен в оправе 16, наружный обод этой оправы выполнен в виде червячного колеса, взаимодействующего с червяком, который приводится от гибкого валика 17 и связан с ним муфтой, С другой стороны гибкий валик 17 связан зубчатой передачей со штурвалом управления 19, находящимся на пульте управления станком. Червячная передача установлена на карегке 18, которая может выдвигаться в прямолинейных направляющих 10, посредством кронштейнов связанных с вертикальным ползуном 21 шлифовальной головки 8, Каретка 18 может занимать две позиции - рабочую, изображенную на фиг.5 и определяемую упором 22 и фиксатором 23, а также холостую - вне оптического хода лучей, где удерживается посредством подпружиненного фиксатора, Выдвижение каретки в рабочую позицию производится с помощью планки-рукоятки 24.
Рабочая поверхность дополнительного шаблона-диапозитива 13, на которой нанесены окружност и и прямые линии и рабочая поверхность основного шаблона-диапозитива 5 либо касаются друг друга, либо между ними устанавливается незначительный зазор порядка 0,05...0,08 мм для устранения их износа. Такое взаимное расположение обоих шаблонов обеспечивает наряду с изображением 25 (фиг.2) обрабатываемого изделия весьма четкое изображение их профилей на экране 12, показанных соответственно позициями 26 и 27. В процессе шлифования изображение 27 концентрических окружностей 14 остается неизменным, а изображение профиля 26 основного шаблона-диапозитива 5 перемещают относительно изображения выбранной окружности 27 (соответственно радиусу R режущей кромки шлифовального круга 9: фиг.З), обеспечивая касание изображений в процессе обработки профиля. При этом изображение 28 прямых линий 15 (фиг.5) показывает направление подачи. Вертикальный ползун 21 шлифовальной головки может смещаться винтом 29. Припуск на обработку представлен позицией 30 (фиг.2).
Предлагаемое устройство работает следующим образом.
Каретку 18 планкой-рукояткой 24 вы- дви1ают в прямолинейных направляющих
20 в рабочее положение. После правки шлифовального круга 9 на заданный радиус R каретку 18 подвижками от винтов 22 и
29 смещают до совпадения изображений режущей кромки шлифовального круга с изображением соответствующей окружности 27, согласуя тем самым положение окружностей 14 и режущей радиусной кромки
0 круга 9.
Затем шлифовальный круг 9 отводится, изделие 3 закрепляют в приспособлении 2 на координатном столе 1; основной шаблон- диапозитив 5 закрепляют на предметном
5 столике 4, имеющем возможность установочных перемещений относительно стола 1. Поток света от осветителя 7, проходя по периферии круга и обрабатываемому изделию и далее через оборачивающую систему
0 10 по профилям основного и дополнительного шаблонов-диапозитивов 5 и 13 через объектив увеличителя 11 и систему зеркал, попадает на экран проектора 12, на который проецируются изображения 25, 26, 27 - со5 ответственно обрабатываемого изделия 3, профиля основного шаблона-диапозитива 5 и профиля дополнительного шаблона-диапозитива 13. Изображение последнего, находясь на экране непрерывно, дублирует
0 изображение шлифовального круга, которое не может быть зафиксировано в процессе работы глазом, ввиду его инерционности. Затем включается привод салазок шлифовального круга и перемещением коорди5 натного стола 1 подводят изделие под колеблющийся круг 9, круг врезается в изделие, снимая припуск, изображенный на экране позицией 30. Если, вследствие износа режущей кромки круга, обнаруживается
0 расхождение между изображением контура основного шаблона-диапозитива 26 и изображением изделия 25 на экране 12 (фиг.2), на эту величину корректируют винтами 22 и 29 положение дополнительного шаблона5 диапозитива 13, совмещая изображение его профиля - окружностей 27 с изображением режущей кромки шлифовального круга 9. Если изображение режущей кромки круга существенно отличается от заданной окруж0 ности дополнительного шаблона-диапозитива, круг правят в соответствии с этой окружностью, затем продолжают шлифование изделия.
5 При управлении процессом обхода обрабатываемого профиля от одного штурвала управления 19, поворот последнего сопровождается соответствующим изменением оборотов приводных электродвигателей ко- / ординатного стола, в результате чего происходит поворот вектора подачи.
Штурвал управления 19 соединен зубчатой передачей и гибким валиком 17 с червяком и червячным колесом, несущим дополнительный шаблон-диапозитив 13, вызывая синхронный поворот дополнительного шаблона-диапозитива; при этом прямые линии 15 и их изображения 28 располагаются параллельно касательной к обрабатываемой точке профиля, что позво- ляет вести плавную обработку профиля изделия. Для ускоренных подач по любой координате пульт управления снабжен соответствующими кнопками.
Прямые линии 15 выполнены в виде пунктиров со стрелками, что позволяет отличить их от сплошных линий шаблонов-диапозитивов. При необходимости обработки изделия режущими кромками других радиусов, круг правят и вновь совмещают изобра- жения этих кромок с соответствующими изображениями окружностей; процесс шлифования следует в описанном выше порядке.
При обработке изделия широким про- филированным кругом каретку 18 устанавливают в холостую позицию, переключают управление на одну подачу изделия и ведут обработку врезанием.
При использовании предлагаемого дополнительного шаблона-диапозитива отпадает необходимость в частой смене шаблона с изображением шлифовального круга, кроме того - легко перейти на обработку изделия широким профилированным кругом, в итоге повышается производительность обработки.
Формула изобретения Профилешлифовальный станок, включающий шлифовальную головку, координатный стол, на котором закреплен основной шаблон, выполненный в масштабе 1 ; 1, а также оптическую систему и дополнительный шаблон-диапозитив, отличающий- с я тем, что, с целью повышения производительности обработки, станок снабжен кареткой с направляющими, расположенными на шлифовальной головке, а дополнительный шаблон-диапозитив выполнен с нанесенными концентричными окружностями, радиусы которых соответствуют радиусам режущих кромок шлифовальных кругов, и взаимнопараллельными прямыми линиями, размещенными в промежутках между окружностями, при этом дополнительный шаблон-диапозитив установлен на каретке с возможностью поворота.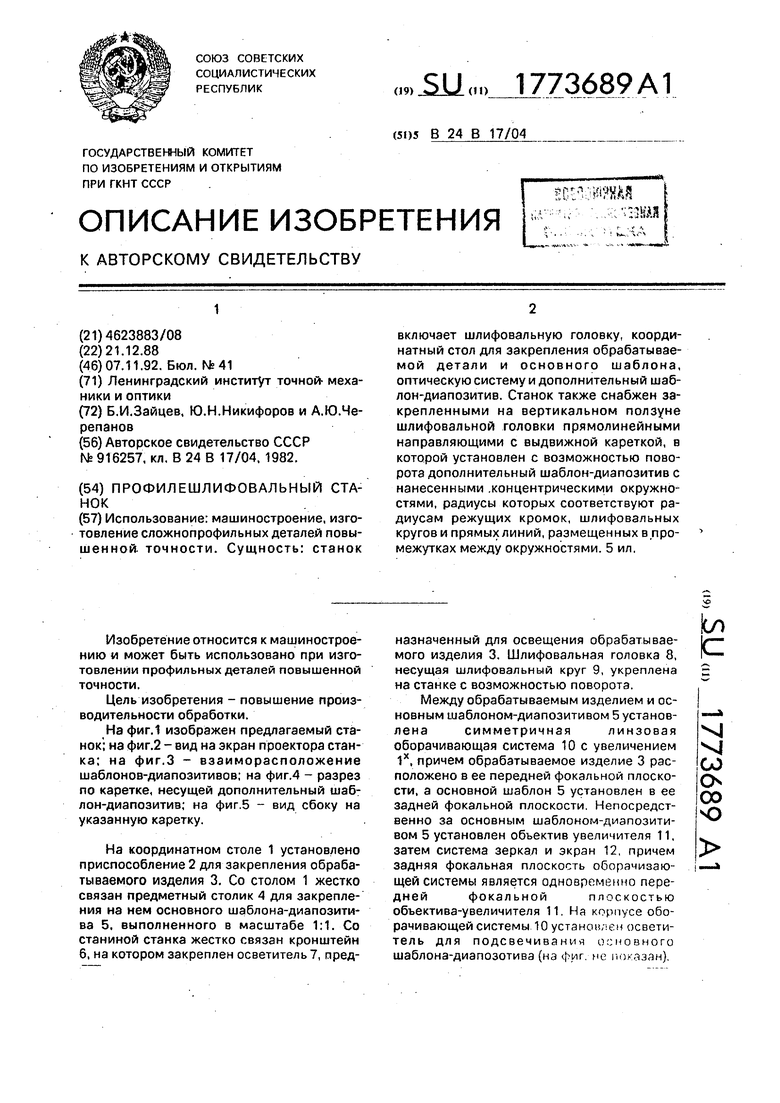
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| Оптический профилешлифовальный станок | 1978 |
|
SU763072A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU554138A1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Координатно-сверлильный станок для сверления плоских деталей | 1958 |
|
SU122661A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU604247A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
Использование: машиностроение, изготовление сложнопрофильных деталей повы- шенной точности. Сущность: станок включает шлифовальную головку, координатный стол для закрепления обрабатываемой детали и основного шаблона, оптическую систему и дополнительный шаблон-диапозитив. Станок также снабжен закрепленными на вертикальном ползуне шлифовальной головки прямолинейными направляющими с выдвижной кареткой, в которой установлен с возможностью поворота дополнительный шаблон-диапозитив с нанесенными концентрическими окружностями, радиусы которых соответствуют радиусам режущих кромок, шлифовальных кругов и прямых линий, размещенных в промежутках между окружностями. 5 ил.
Фиг4
& фиг.2 28
23
, t
Составитель Ю. Никифоров Редактор С. КулаковаТехред М.МоргенталКорректор М. Максимишинец
Заказ 3895ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
/
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
К- /J1
Фиг, 5
| Авторское свидетельство СССР № 916257, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
