Изобретение относится к области машиностроения и может быть использовано для обработки высокоточных профип ных деталей, шаблонов, матриц, пуансоно режущего инструмента и т. д. Известны оптические профилешлифовалъные станки, у которых в основу контроля профиля и размеров обрабатываэмой детали положено совмещение в процессе обработки изображений контуров детали и шаблона, воспроизводимых в увеличенном виде на экране проектора i Известный станок включает шлифовальную головку, координатный стол для закреплэния обрабатываемой детали и шаблона, выполненного в масштабе 1:1, а также оптическую систему из зеркал, увеличителя, источников освещения обрабатываемой детали и шаблона, экрана для проецирования изображения и линзовой оборачивающей системы с увеличением if Недостатком известного станка stsnaется невозможность обработки сопрягаемых деталей с обеспечений заданного зазора между их профилями, так как помещенный между обрабатываемой деталью и объективом увеличителя шаблон закрывает световой поток, изображение шлифовального круга на экране отсутствует, вследствие чего исключается возможность контроля. Целью изобретения является- расширение технологических возможностейофанка при обработке сопрягаемых деталей. Указанная цепь достигается тем, что линзовая оборач1шающая система и шаблон установлены между источниками освещения и обрабатываемой деталью, прии чем в передней фокальной плоскости линзовой оборачивающей помещен шаблон, а ее задняя фокальная плоскость совмещена с фокальной плоскостью объектша увеличителя и обрабатываемой деталью. Линзовая оборачивающая система выполнена зеркальной и . На чертеже схематически изображен предложенный станок.
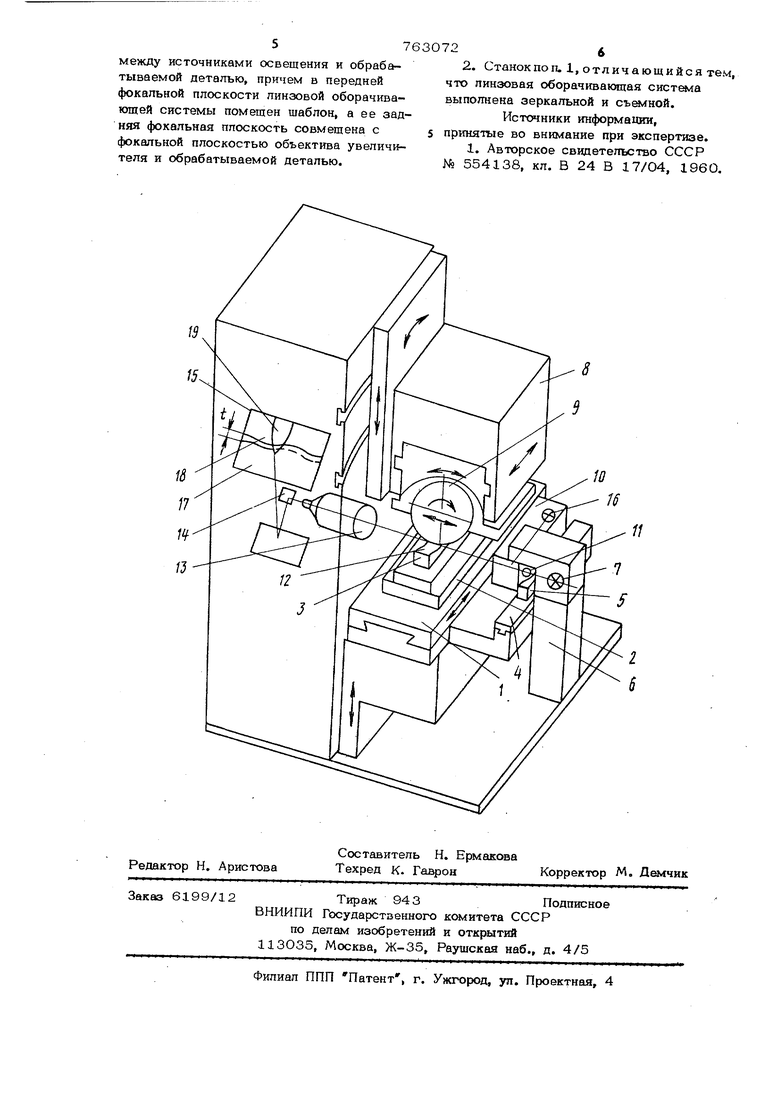
На коордтштном стопе 1 устаноБЛ&но устройство 2 для закрепления обрабатываемой детали 3. Со столом 1 жестко связан предметный столик 4 для закрепления на нем шаблона 5, Со стагниной станка жестко связан кронштейн б, на котором закреплен осветитель 7 для освещения обрабатываемой детали 3 и шаблона 5 проходящим светом. На станине станка установлена шлифовал1гная головка 8, несущая шлифовальный круг 9, и предусмотрены средства для относительного перемещения шлифовал|гной головки и обрабатываемой детали.
На пути потока проходящего света
от осветителя 7 между последним и об рабатываемой деталью установлена линзовая зеркальная оборач1шающая система 10 с увеличением 1 , причем шаблон расположен в ее передней фокальной плоскости 11, а обрабатываемая деталь 3 установлена в ее задней фокальной плоскости 12.
По ходу светового потока от источника 7 непосредственно за обра:батываемой деталью установлен объектив увеличителя 13, затем система зеркал 14 и экран 15, причем задняя фокальная плоскость 12 оборач1щающей системы совмещена с передней фокальной плоскостью объектива увеличителя 13. На корпусе оборачивак шей системы 1О установлен осветитель 16 для подсвеч1юания обрабатьгоаемой детали. На экране 15 проецируются изображения 17 - 19 обрабатываемой детали шаблона, а также рабочей части шлифовальногю круга соответственно.
Наладка и работа станка осуществляются следующим образом.
Деталь 3 закрепляют в приспособлеНИИ 2 на координатном столе 1, деталь с шаблоном 5 закрепляют на предметном столике 4, имеющим возможность установочного перемещения относительно стола 1.
Включают осветители 7 и 16. Поток света от осветителя 7, проходя по периферии шаблона 5 и далее через зеркальную оборачивающую систему, через объектив увеличителя и систему зеркал попадает на экран 15. Поток света от осветителя 16, проходя по периферии шлифовальногчэ круга и обрабатываемой детали через увеличитель и систему зеркал, тоже попадает на экран. При этом на экране 15 видны темные контуры шлифовальногчэ круга и обрабатываемой детали. Контур шлифовального круга виден на фоне шаблона. Совмещение контуров шаб
лона и обрабатьшаемой детали осушествляется по экрану визуально за счет координатного перемещения столика 4. Затем шаблон, смещают в направлении на деталь на величину припуска, предусмогренного под шлифовку, вертикальным перемещением столика 4. Включают вращение и осциллирующее перемещение шли фовального круга 9 и осуществляют врезание круга в обрабатываемый профиль до появления светового пятна на экране от осветителя 7 проходящего света.
Сворачивающая система выполнена зеркальной, чтобы не переворачивать деталь с шаблоном 5 и упростить этим ее установку на предметном столике 4.
В процессе обработки шлифуемый профиль движется совместно с шаблоном, вследствие чего на экране проецируется обрабатываемый участок детали, рабочая
часть шлифовального круга и соответствук щий участок шаблона. При этом происходит съем припуска с детали, контролируемый световой линией, образующейся между изображением обработанной поверхности и изображением контура шаблона.
Таким образом обрабатьтается весь профиль детали, причем ширина t световой линии между изображением профиля детали и изображением шаблона может быть выполнена в пределах 0,2 мм, что при увеличении объектива 5О соответствует разнице между профилем детали и профтяп&л шаблона в О, О04 мм.
Предлагаемая конструкция станка поэволяет повысить точность и производителность обработки при шлифовании сопрягаемых в работе поверхностей, например, пуансонов и матриц, шаблонов и контршаблонов и т. п. деталей.
Формула изобретения
1. Оптический профилешлифовальный станок, включающий установленные на станине шлифовальную головку, коорднна-пный стол для закрепления обрабатываемой детали и шаблона, выполненного в масштабе 1:1, а также оптическую систему из зеркал, увеличителя, источников осветления обрабатываемой детали и шаблона, экрана для проецирования изображения и линзовой оборачивающей системы с увеличением тличающийся тем, что, с целью расширения технологических возможностей станка при обработке сопрягаемых деталей, линзовая оборачивающая система и шаблон установлены
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический профилешлифовальный станок | 1975 |
|
SU554138A1 |
| Профилешлифовальный станок | 1988 |
|
SU1773689A1 |
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| Проектор к плоскошлифовальному станку | 1976 |
|
SU571363A1 |
| Устройство для контроля размерных параметров топологии фотошаблонов | 1980 |
|
SU905633A1 |
| СКАНИРУЮЩИЙ МИКРОСКОП | 1969 |
|
SU246112A1 |
| Способ обработки на оптикошлифовальном станке | 1975 |
|
SU582949A1 |
| Профилешлифовальный прецизионный станок | 1960 |
|
SU145461A1 |
| ЛАЗЕРНЫЙ ПРИЦЕЛ-ДАЛЬНОМЕР (ВАРИАНТЫ) | 2006 |
|
RU2348889C2 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА ПАРАМЕТРОВ ШЛИФОВАНИЯ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА МИКРОРЕЗАНИЕМ ЕДИНИЧНЫМ ЗЕРНОМ В МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2597444C2 |
