1
Изобретение относитея к облаети машиностроения и может быть применено для обработки высокоточных профильных деталей, шаблонов, режуш.его инструмента и т. д.
Известны оптические лрофилешлифовальные станки, у которых в основу .контроля размеров и профиля обрабатываемой детали положено Совмешение в процессе обработки изображений контуров детали и шаблона, воспроизводимых в увеличенном виде на экране 1.
Известный станок включает П1лифовальную головку, координатный стол для закрепления обрабатываемой детали и шаблона, выполненного в масштабе 1 : 1, а также оптическую систему из зеркал, увеличителя, источников освещения обрабатываемой детали и шаблона и экрана для проецирования изображения.
Недостатком известного станка является наличие в его оптической системе полупрозрачного зеркала (для наложения изображений), которое обуславливает потерю освеш,енности экрана более, чем «а 50%. Недостаточная освеш,енность экрана определяет слабую контрастность получаемых изображений.
Введение светофильтров несколько ухудHiaeT контрастность, но приводит к дополнительной потере освешенности (на 50%), в результате этого иа экране получается слабо
освещенное, а потому недостаточно четкое изображение детали и шаблона.
Введение коммутирующего узла с субъективно воспринимаемой частотой способствует некоторому увеличению контрастности, но освещенность экрана даже с применением мощных осветителей остается недостаточной.
Целью изобретения является повышение точности оптического изображения контуров
обрабатываемой детали и н аблона.
Указанная цель достигается тем, что оптическая система станка снабжена линзовой оборачивающей системой с увеличением 1. в передней фокальной плоскости которой размещена обрабатываемая деталь, а задняя фокальная плоскость совмещена с шаблоном и с фокальной плоскостью объектива увеличителя, при это осветители игаблона размещены на линзовой оборачивающей системе. Объектив увеличителя оптической системы выполнен короткофокусным.
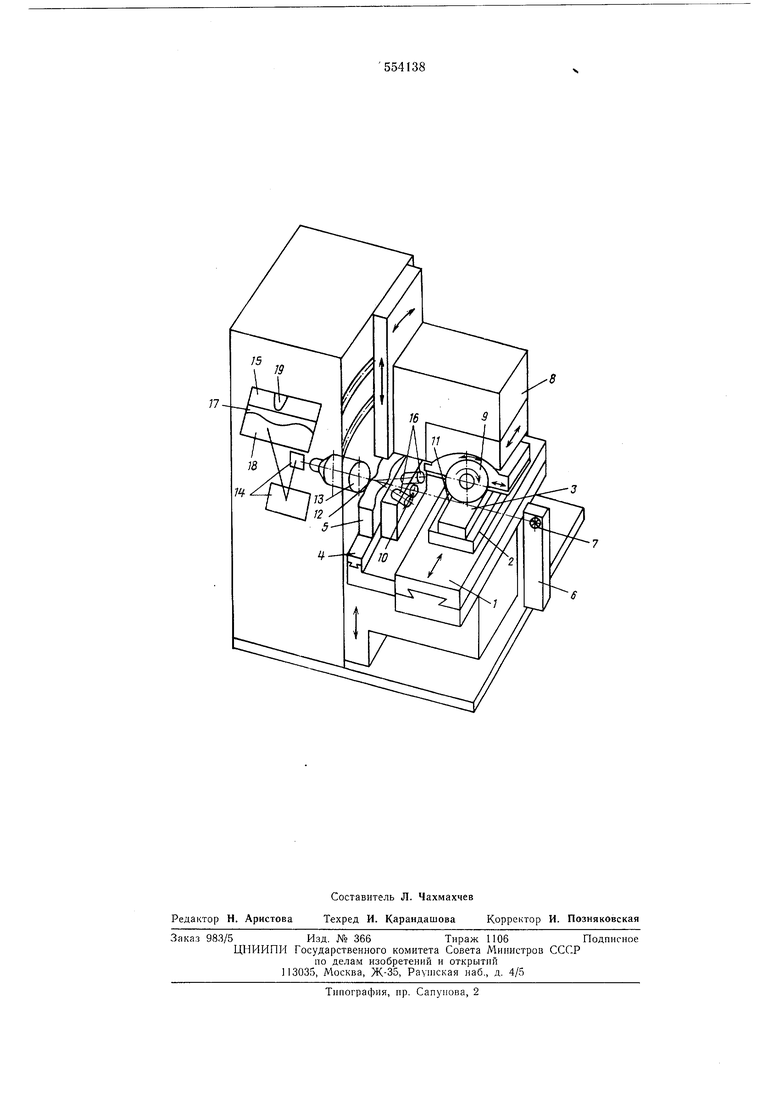
На чертеже схематически изображен предложенный станок.
На координатном столе 1 установлено устройство 2 для закрепления обрабатываемой детали 3. Со столом 1 жестко связан предметный столик 4 для закрепления на нем чертежа (шаблона диа:Позитива) 5, выполненного в масштабе 1:1. Со станиной стайка
жестко связан кронштейн 6, на котороМ закреплен осветитель 7 для освещения обрабатываемой детали проходящим светом.
На станипе станка установлена шлифовальная головка 8, несущая шлифовальный круг 9, и предусмотрены средства для относительного перемещения шлифовальной головки и обрабатываемой детали. На пути потока проходящего света от осветителя 7 для освещения обрабатываемой детали между последней и шаблоном установлена симметричная линзовая оборачивающая система 10 с увеличением I, причем обрабатываемая деталь 3 расположена в ее передней фокальной плоскости 11, а шаблон 5 установлен в ее задней фокальной плоскости 12.
По ходу светового потока от источника 7 непосредственно за игаблоном установлен объектив увеличителя 13, затем - система зеркал 14 и экран 15, причем задняя фокальная плоскость 12 оборачивающей системы является одновременно передней фокальной плоскостью объектива увеличителя 13.
На корпусе оборачивающей системы 10 установлен осветитель 16 для подсвечивания шаблона. На экран 15 проецируются изображения обрабатываемой детали 17, шаблона 18, а также рабочей части 19 птлифовального круга.
Наладка и работа станка осуществляется следующим образом.
Деталь 3 закрепляют в приспособлении 2 на координатном столе 1, шаблон 5 закрепляют на предметном столике 4, имеющем возможность установочного перемещения относительно стола 1. Включают осветители 7 и 16. Ноток света от осветителя 7, проходя по рабочей части периферии круга и обрабатываемой детали и далее через оборачивающую систему по периферии контура щаблона через объектив увеличителя и систему зеркал, попадает на экран, на который проецируются изображения 17, 19 и 18 соответственно обрабатываемой детали, рабочей части шлифовального круга и соответствующего участка
шаблона. Изображения 17 и 18 совмещдют на экране посредством установки предметного столика 4 так, чтобы иметь минимальный припуск при обработке. Включают вращение и осциллирующее перемещение шлифовального кр5га 9.
В процессе обработки деталь движется совместно с шаблоном и оборачивающей системой, вследствие чего иа экран проецируется
обрабатываемый участок детали, рабочая часть шлифовального круга и соответствующий участок щаблона.
Предложенная оптическая систе.ма позволяет улучшить освещенность экрана, увеличнть контрастность изображений, что способCTBj-eT повыщению точности, производительности обработки.
Формула изобретения
1. Оптический профилешлифовальиый станок, включающий шлифовальную головку, координатный стол для закрепления обрабатываемой детали и шаблона, выполненного в масштабе 1 : 1, а также оптическую систему
из зеркал, увеличителя, источников освещения обрабатываемой детали и шаблона и экрана для проецирования изображения, отличающийся тем, что, с целью повышения точности изображения, оптическая система
снабжена линзовой оборачивающей системой с увеличением I, в передней фокальной плоскости которой размещена обрабатываемая деталь, а задняя фокальная плоскость совмещена с шаблоном и с фокальной плоскостью
объектива увеличителя, при этом осветители шаблона размещены на линзовой оборачивающей системе.
2. Станок по п. 1, отличающийся тем, что объектив увеличителя выполнен короткофокусным.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №145461, М-. Кл.2 В 24В 19/20, I960 г.
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический профилешлифовальный станок | 1978 |
|
SU763072A1 |
| Профилешлифовальный станок | 1988 |
|
SU1773689A1 |
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| Проектор к плоскошлифовальному станку | 1976 |
|
SU571363A1 |
| Способ визуального наблюдения и контроля процесса механической обработки | 2017 |
|
RU2672966C1 |
| Устройство для контроля размерных параметров топологии фотошаблонов | 1980 |
|
SU905633A1 |
| Система для определения ошибок перекрытия | 1983 |
|
SU1291823A1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА ПАРАМЕТРОВ ШЛИФОВАНИЯ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА МИКРОРЕЗАНИЕМ ЕДИНИЧНЫМ ЗЕРНОМ В МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2597444C2 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| Профилешлифовальный прецизионный станок | 1960 |
|
SU145461A1 |