1
Изобретение относится к прокатному производству и может быть использовано при получении горячекатаных полос и листов из углеродистых, легированных и коррозионно-стойких сталей.
Цель изобретения - обеспечение стабильности механических свойств по длине полосы при одновременном сокращении цикла производства.
Металл по предлагаемому способу производили на непрерывном вшрокопо- лосном стане по технологии, включающей аустенизацию слябов при 1 , горячую- прокатку полос и смотку
их
рулоны о.
при
температуре Arj- ( 180-2-70 С) с послед тощим окончательным охлаждением рулона, окончательное же охлаждение проводили в 5 две стадии, сначала до температуры Arj - (280-420°С) со скоростью 0,001 - 0,0017°С/с, а затем со скоростью 0,02 - 0,6°С/с.
После смотки полосы в рулон при
10 температуре (l80-270 c) в металле продолжаются процессы рекристаллизации, выделение карбонитридов, диффузия легирующих элементов, активная фаза протекания которых завер15 шается при температуре Агз ел
4
00
О)
со
31
- (280-420 С). При скоростях охлаждения 0,001-0,0017°С/с обеспечиваетс выравнивание механических свойств по длине полосы. В дальнейшем, для сокращения цикла производства, окончательное охлаждение ведут со скоростями 0,02-0,60 С/с. В процессе окончательного охлаждения изменений структуры и механических свойств не происходит ,
Примеры реализации способа. Слябы сечением 240x1380 мм из стали СтЗпс массой 28 т загружали в методическую печь непрерывного широко- полосного стана 2000 и нагревали в течение 3,2 ч при 1250°С. Слябы прокатывали до заданной толпшны с температурой конца прокатки Т цп 860°С. Общее время прокатки и смо ки полосы составляло 0,1 ч. Смотанную полосу охлаждали со скоростью о , до температуры Arj - - 350 С 555°С. После достижения этой температуры смотанную полосу подвергали окончательному принуди- тельному охлаждению до температуры 25 С со скоростью 0,31°С/с.
Скорость охлаждения рулонов регулировали путем изменения расхода температуры охладителя, применением термоизолирующих средств. При этом общее время цикла составило 28,6 ч. По длине охлажденных полос отбирали пробы для определения стабильности механических, свойств стали.
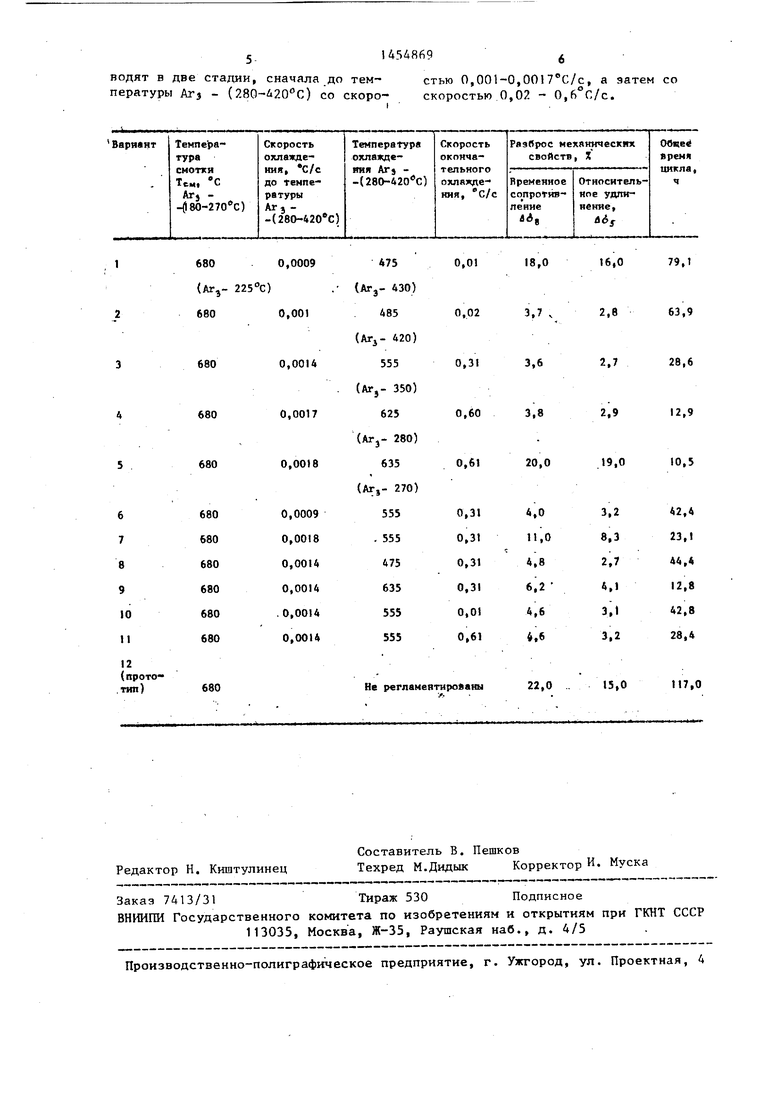
Варианты реализации способа приведены в таблице.
Как следует из данных таблшц.1, наибольшая стабильность механических свойств при сокращенном цикле производства достигается в случае реализации предлагаемых режимов (варианты 2 - 4). При большем или меньщем значении всех (варианты 1 и 5) или хотя бы одного (варианты 6 - 11) из заявленных параметро происходит увеличение разброса механических свойств или увеличение времени цикла. Увеличение разброса механических свойств и времени цик имеет место в случае производства полос по способу-прототипу (вариант 12).
Скорость охлаждения менее О,001°С/с приводит к существенному увеличению цикла охлаждения без пвышения равномерности механических свойств, нецелесообразно. При
5
869
5 о
увеличении скорости охлаждения вьше 0,0017 С/с не обеспечиваются условия тепловой выдержки для устранения структурной неравномерности, например, разницы в баллах ферритного зерна, величины карбонитридных выделений и т.д. Интервал от температуры АГЭ - (280-420 С) до температуры окончания охлаждения характеризуется образованием отпускной хрупкости практически для всех марок стали, поэтому при достижении этой температуры полоса должна охлаждаться со скоростью не менее 0,0. С/с.
При охлаждении полос со скоростью О,001-0,0017°С/с до температуры ниже Ai-j 420 С увеличивается цикл охлаждения без увеличения равномерности свойств. При охлаждении со скоростью 0,02-0,6°С/с от температуры выше Агэ - 280 С не будут завершены структурные преобразования, окончание которых обеспечивает равномерность механических свойств по длине полосы.
Увеличение скорости охлаждения выше 0,60°С/с не повьпчает стабиль-, ность механических свойств, не приводит к заметному снижению цикла охлаждения, а реализация скоростей охлаждения вьше этого значения требует существенного повы11 ения расхода охладителя. ,,
35 I
Технико-экономические преимущества предлагаемого способа заключаются в том, что охлаждение прокатанных полос от.температуры Arj- (180-270 С) до Агз - (280-420 С) со скоростью 0,001-0,0017 С/с и окончательное охлаждение со скоростью 0,02-0,6 С/с обеспечивает повышение равномерности структуры и, как следствие, механических свойств по длине горячекатаной полосы при минимальном цикле производства.
30
40
Формула изобретения
Способ производства листовой стали, включающей горячую прокатку полос, смотку их в рулоны при температуре АГд - ( 180-270 С), охлатедение рулона, о т л и ч а ю,щ и и с я тем, что, с целью обеспечения стабильности механических свойств по длине полосы при одновременном сокращении цикла производства, охлаждение проводят в две стадии, сначала до температуры Агэ - (280-i20 C) со скоростью O.OOl-O.OOiyc/c, а затем скоростью 0,02 - 0,f) c/c.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЬНЫХ КОЛЕС | 2015 |
|
RU2602206C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО РУЛОННОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2021 |
|
RU2773478C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2008 |
|
RU2361934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ СТАЛИ, МИКРОЛЕГИРОВАННОЙ НИОБИЕМ | 2016 |
|
RU2633196C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2013 |
|
RU2551324C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2445380C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОДКАТА СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ 1,8-2,0 мм ДЛЯ ЭМАЛИРОВАНИЯ | 2009 |
|
RU2392335C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2011 |
|
RU2478729C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
Изобретение относится к прокатному производству и может быть использовано при получении горячекатаных полос и листов из углеродистых, легированных и коррозионно-стойких сталей. Целью изобретения является обеспечение стабильности механических свойств по длине полосы при одновременном сокращении цикла производства. Способ производства листовой стали (силе) включает горячую прокатку полос и смотку их в рулоны при температуре Аг - (l80-270°C) с последующим окончательным охлаждением рулона. В СПЛС окончательное охлаждение проводят в две стадии, сначала до температуры Arj- (280-420°С) со скоростью 0,001-0,0017°С/с, а затем со скоростью О,02-0,6°С/с. 1 табл. (Л
