Изобретение относится к области металлургии, а именно к способам производства холоднокатаных высокопрочных листовых двухфазных феррито-мартенситных сталей, которые могут быть использованы в автомобильной промышленности.
Основные требования к разработанной стали включают в себя: предел прочности (σв) не ниже 780 МПа, предел текучести (σт) в интервале 440-550 МПа, относительное удлинение (δ) не ниже 14%, ВН-эффект (ВН) не ниже 30 МПа. Также для автопроизводителей важен такой параметр, как способность к раздаче отверстия (λ), характеризующий способность проката к проведению холодной штамповки без возникновения дефектов.
Известен способ изготовления холодно- или горячекатаной ленты из двухфазной стали с повышенной прочностью и высокой характеристикой деформируемости, предназначенной, в частности, для автомобилей с облегченной конструкцией, содержащей следующие элементы, вес.%: углерод от 0,1 до 0,16; алюминий от 0,02 до 0,05; кремний от 0,40 до 0,60; марганец 1,5 до 2,0; фосфор меньше или равно 0,020; сера меньше или равно 0,003; азот меньше или равно 0,01; ниобий 0,01-0,04; ванадий 0,02-0,08; остальное - железо и присущие стали сопутствующие элементы, а также оптимальная добавка титана до 0,01, при этом двухфазная структура образуется при непрерывном отжиге, отличающийся тем, что холодно- или горячекатаную стальную ленту нагревают в проходной печи за одну стадию до температуры от 820 до 1000°C, предпочтительно от 840 до 1000°C, затем отожженную стальную ленту охлаждают с температуры отжига при скорости от 15 до 30°C/с. Способ обеспечивает получение однородных механических и технологических свойств при изготовлении ленты с изменяющейся толщиной по длине и ширине (патент RU 2443787, МПК C21D 8/02, C21D 9/46, C22C 38/12, опубл. 27.02.2012).
Недостаток данного способа заключается в том, что термообработка производится до температур значительно выше Ac3, что может привести к формированию разнозернистой структуры и, следовательно, к анизотропии свойств, также отсутствует отпуск проката после ускоренного охлаждения, что отрицательно сказывается на таких показателях пластичности, как относительное удлинение и способность к раздаче отверстия.
Известен способ производства холоднокатаных листов из двухфазной стали, содержащей, мас. %: 0,055≤С≤0,095; 2≤Mn≤2,6; 0,005≤Si≤0,35; S≤0,005; Р≤0,050; 0,1≤Al≤0,3; 0,05≤Мо≤0,2; 0,2≤Cr≤0,5; при условии, что Cr+2Мо≤0,6, Ni<0,l, 0,010≤Nb≤0,040, 0,010≤Ti≤0,050, 0,0005≤В≤0,0025, 0,002≤N≤0,007, остальное железо и неизбежные примеси, отливают полуфабрикат, нагревают его до 1150°C≤TR≤1250°C и подвергают горячей прокатке при температуре конца прокатки TFL≤Ar3, а затем сматывают в рулон при температуре в пределах 500°C≤Tbob≤570°C. Очищают от окалины и проводят холодную прокатку при обжатии от 30 до 80%. Холоднокатаный полуфабрикат нагревают со скоростью 1°С/с≤VC≤5°C/с до температуры отжига Тм, определяемой как Ас1+40°C≤Тм≤Ас3-30°C/с, при которой выдерживают в течение времени 30 с≤tм≤300 с для образования структуры, содержащей аустенит, после чего охлаждают до температуры ниже Ms со скоростью V, достаточно высокой для превращения всего количества аустенита в мартенсит. Получаемые листы обладают хорошей способностью к формованию, особенно хорошей способностью к изгибам, при обеспечении прочности стали от 980 до 1100 МПа и удлинении при разрыве выше 9% (патент RU 2470087, МПК C22C 38/58, C21D 8/02, опубл. 20.12.2012).
Недостаток данного способа заключается в том, что смотка при горячей прокатке в указанном интервале температур приведет к тому, что карбонитриды ниобия не будут выделятся во время смотки. Также не применяется отпуск после ускоренного охлаждения, что отрицательно сказывается на таких показателях пластичности, как относительное удлинение и способность к раздаче отверстия.
Наиболее близким аналогом заявленного изобретения является способ получения высокопрочного холоднокатаного стального листа с пределом прочности на разрыв 780 МПа или более. Способ включает получение слябов из стали, содержащей, мас. %: С 0,05-0,09; Si 0,4-1,3; Mn 2,5-3,2; Р 0,001-0,05; N 0,0005-0,006; Al 0,005-0,1; Ti 0,001-0,045; S в диапазоне, определяемом выражением (А); остальное - Fe и неизбежные примеси. Сталь может дополнительно содержать, мас. %: Nb 0,001-0,04; В 0,0002-0,0015; Мо 0,05-0,50; Са 0,0003-0,01; Mg 0,0002-0,01; REM 0,0002-0,01; Cu 0,2-2,0; Ni 0,05-2,0. Слябы помещают в печь повторного нагрева в состоянии высокой температуры или после охлаждения до комнатной температуры, нагревают в диапазоне температур от 1150 до 1250°C, затем подвергают чистовой прокатке в диапазоне температур от 800 до 950°C и охлаждают до температуры 700°C или ниже, и в результате получают горячекатаные стальные листы, которые подвергают травлению, холодной прокатке и отжигу при температуре от 700°C до менее 900°C. Микроструктура полученного стального листа состоит из 7% или больше бейнита, а остальное - феррит, мартенсит, закаленный мартенсит и остаточный аустенит или их комбинация. Лист обладает высокой прочностью и хорошей свариваемостью (патент RU 2312163, МПК C22C 38/04, опубл. 10.12.2007, описание, прототип).
Недостатком способа-прототипа является отсутствие таких важных показателей механических свойств, как ВН-эффект и способность к раздаче отверстия.
Техническим результатом настоящего изобретения является получение необходимого уровня ВН-эффекта и способности к раздаче отверстия при сохранении комплекса механических свойств, присущего классу прочности 780 МПа двухфазной феррито-мартенситной стали.
Указанный технический результат достигается тем, что в способе изготовления холоднокатаной двухфазной феррито-мартенситной автолистовой стали, включающем горячую прокатку, холодную прокатку на толщину 0,9-1,5 мм и термическую обработку в агрегате непрерывного действия по режиму, состоящую из нагрева до температуры отжига, выдержки, замедленного охлаждения до температур ниже Ar1, ускоренного охлаждения и перестаривания, согласно изобретению горячую прокатку начинают в температурном интервале от 1075 до 1250°C и заканчивают в температурном интервале 800-890°C, температура смотки в рулон не ниже 600°C, холодную прокатку проводят с суммарным обжатием 45-70%, термическую обработку ведут при температуре отжига 720-780°C, окончание ускоренного охлаждения и перестаривания проводят при температурах 270-400°C, при этом сталь содержит следующие компоненты, мас. %:
Скорость движения полосы в агрегате задают в зависимости от температуры отжига в соответствии с условием:
Vдв.пол=[(Тотж-680°C)/k-10 м/мин]÷[(Тотж-680°C)/k+10 м/мин],
где Vдв.под - скорость движения полосы в агрегате, м/мин,
k=1×мин×°C/м,
Тотж - температура отжига, °C,
температуру смотки задают в зависимости от содержания ниобия в соответствии с выражением:
Тсм≥(690-2000×k×Nb%),
где Тсм - температура смотки, °C,
Nb% - содержания ниобия, %,
k=1×°C/%.
Сущность изобретения заключается в том, что обеспечение необходимого комплекса механических свойств, включающего предел прочности, предел текучести, относительное удлинение, ВН-эффект, способность к раздаче отверстия, достигается использованием определенного химического состава и способа получения проката двухфазной феррито-мартенситной стали. Величина ВН-эффекта значительно изменяется при изменении скорости движения полосы при сохранении неизменной температуры отжига, так при снижении скорости движения полосы снижается и уровень ВН-эффекта. Также существует зависимость между способностью к раздаче отверстия и скоростью движения полосы, так при увеличении скорости движения полосы способность к раздаче отверстия снижается. Поэтому важно обеспечить сбалансированную скорость движения полосы, которая позволит сформироваться необходимому уровню механических свойств.
При температуре начала горячей прокатки ниже 1075°C частицы карбонитрида ниобия не растворяются или растворяются не полностью, что не позволяет им в дальнейшем равномерно выделится в процессе горячей прокатки и смотки для получения эффективного дисперсионного твердения. Если температура начала горячей прокатки выше 1250°C, то происходит чрезмерный рост зерна аустенита и это снижает пластичность конечного проката.
Снижение температуры окончания прокатки ниже 800°C ведет к чрезмерному измельчению зеренной структуры, что приводит к повышенным значениям предела текучести. Если же температура окончания прокатки выше 890°C, то из-за высокой устойчивости аустенита в горячекатаном подкате формируется бейнит вместо перлита, при этом снижается технологичность холодной прокатки, а также ведет к формированию более устойчивого аустенита при термической обработке, что в свою очередь формирует большое количество упрочняющей фазы и увеличивает предел текучести.
Температура смотки ниже 600°C также способствует формированию бейнита, что ведет к формированию более устойчивого аустенита при термической обработке, что в свою очередь формирует большое количество упрочняющей фазы и увеличивает предел текучести. Также при температуре смотки ниже 600°C частицы карбонитрида ниобия не выделяются, что ведет к их значительному выделению в процессе термической обработки и увеличивает предел текучести, выводя его за пределы требований.
Обжатия при холодной прокатке ниже 45% недостаточно измельчают структуру из-за формирования недостаточного количества центров зарождения зерен. При обжатиях выше 70% сильно увеличивается плотность дислокаций, что приводит к более низким температурам начала рекристаллизации, увеличению размера зерна из-за развития собирательной рекристаллизации. Все это сильно снижает предел текучести.
Температура отжига ниже 720°C не позволяет в полной мере пройти рекристаллизацию, в результате чего снижается пластичность и может сформироваться анизотропия свойств. При температуре отжига выше 780°C из-за увеличения объемной доли аустенита увеличивается и количество упрочняющей фазы, что увеличивает предел текучести.
Снижение температуры перестаривания ниже 270°C не позволяет пройти отпуску мартенсита, в результате чего значительно снижается пластичность проката. Если же температура перестаривания поднимается выше 400°C, то в структуре происходит формирование вырожденного перлита, содержание которого в стали увеличивает предел текучести, выводя его за рамки требований.
Содержание углерода, кремния, марганца, хрома и молибдена в заданных интервалах позволяет получить требуемый комплекс свойств, включающий в себя предел текучести, предел прочности, относительное удлинение, ВН-эффект, способность к раздаче отверстия. Снижение содержания этих элементов ниже заданного интервала значительно снижает весь комплекс свойств, в частности предел прочности, формируя более низкий класс прочности. Увеличение содержания этих элементов в свою очередь ведет к формированию более высокого класса прочности. Если же изменять содержание одного из указанных элементов, то возникает разбалансировка, ведущая к слабо прогнозируемым результатам по механическим свойствам.
Содержание в заданном интервале серы и фосфора позволяет минимизировать содержание в структуре неметаллических включений. Содержание в заданном интервале алюминия позволяет минимизировать потери ниобия на окисление при выплавке, так как кислород преимущественно окисляет алюминий.
Содержание ниобия ниже 0,01% малоэффективно для формирования мелкозернистой структуры и участия ниобия в дисперсионном твердении. Увеличение содержания ниобия выше 0,04% формирует слишком большие частицы карбонитридов, которые малоэффективны для дисперсионного твердения и могут служить источниками дефектов в структуре.
Примеры конкретного выполнения способа
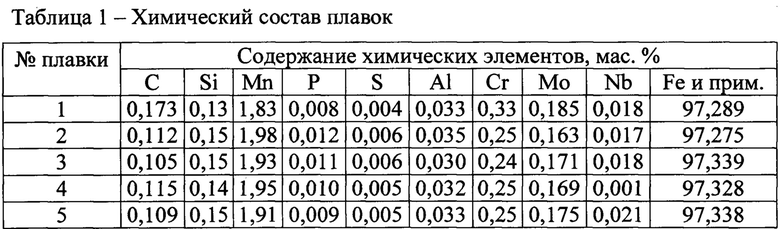
В вакуумной индукционной печи получено 5 плавок с химическим составом, представленным в таблице 1.
Горячую прокатку на толщину 3 мм производили по режиму: температура начала прокатки 1120°С, температура окончания прокатки Ткп=830°C. После окончания прокатки полосу охлаждали до температуры Тсм рассчитанной по формуле 1 (таблица 2).


Холодную прокатку полос толщиной 3 мм осуществляли на толщину 1 мм (суммарное обжатие 66%).
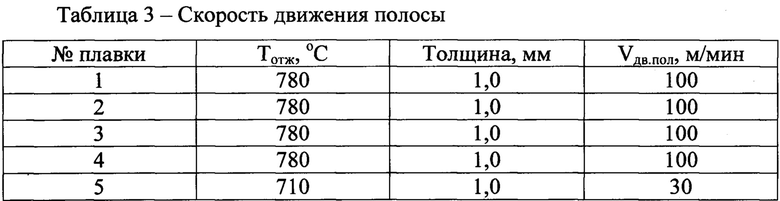
Термическая обработка заключалась в нагреве до температуры отжига, выдержке при этой температуре, замедленном охлаждении до 680°C, ускоренном охлаждении до температуры перестаривания 300°C, выдержке при этой температуре и окончательном охлаждении. При этом скорость движения полосы (таблица 3) в агрегате непрерывного действия определялась, исходя из температуры отжига, рассчитанной по формуле 2.

Из полученного проката вырезались поперечные образцы для определения предела прочности на разрыв. Также проводились испытания для определения ВН-эффекта. Величина упрочнения при сушке (ВН) определялась по формуле:

где σTmin - минимальное значение предела текучести при растяжении после деформации 2% и выдержки при температуре 170°C в течение 20 минут; σ2 - напряжение при деформации 2%.
Полученные значения механических свойств приведены в таблице 4.
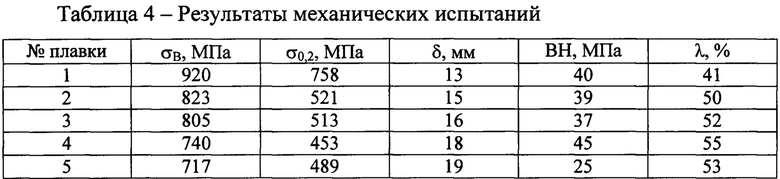
Видно, что прочность плавки 1 с повышенным содержанием углерода относительно рекомендуемого интервала значительно выше, чем у плавок 2 и 3, но при этом у нее получены низкое относительное удлинение и высокое значение предела текучести, не соответствующие общепринятым требованиям к двухфазным феррито-мартенситным сталям класса прочности 780 МПа. Плавка 4 из-за недостаточного количества ниобия показала более низкое значение предела прочности, что произошло в результате того, что в отсутствие частиц карбонитрида ниобия не произошло измельчение зерна и не сработал механизм дисперсионного твердения. Для плавки 5, имеющей химический состав, соответствующий рекомендациям, предел прочности не получен в результате того, что скорость движения полосы была очень низкой, как и температура отжига, в результате чего рекристаллизация произошла лишь частично.
Таким образом, показано, что химический состав, режимы горячей прокатки, холодной прокатки и термообработки в пределах, указанных в формуле изобретения, обеспечивают получение двухфазных феррито-мартенситных сталей с благоприятным комплексом механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
| Способ производства холоднокатаных стальных полос для упаковочной ленты | 2023 |
|
RU2814356C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755132C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755318C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА РАЗЛИЧНЫХ КЛАССОВ ПРОЧНОСТИ ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2718604C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721263C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА ИЗ СТАЛИ С ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ СТРУКТУРОЙ | 2020 |
|
RU2749411C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2018 |
|
RU2688077C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОДОДНОКАТАННОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2019 |
|
RU2747103C1 |
Изобретение относится к области металлургии, в частности к изготовлению листа, который используют в автомобильной промышленности. Для обеспечения необходимого уровня ВН-эффекта и способности к раздаче отверстия при сохранении механических свойств, присущего классу прочности 780 МПа феррито-мартенситной стали способ включает выплавку стали, содержащей, мас.%: С 0,09-0,14; Si 0,05-0,40; Mn 1,7-2,3; Cr 0,20-0,40; Mo 0,10-0,40; Al 0,02-0,08; Nb 0,01-0,04; P не более 0,02; S не более 0,02; Fe и неизбежные примеси, горячую прокатку при температуре начала от 1075 до 1250°C и заканчивают при 800-890°C, смотку листа в рулон при температуре не ниже 600°C, холодную прокатку с суммарным обжатием 45-70% на толщину 0,9-1,5 мм и термическую обработку в агрегате непрерывного действия путем нагрева до температуры отжига 720-780°C, выдержки, замедленного охлаждения до температур ниже Ar1, ускоренного охлаждения до 270-400°C и перестаривания при упомянутой температуре. Лист перемещают в агрегате со скоростью при условии: Vдв.пол=[(Тотж-680°С/k-10м/мин]÷[(Тотж-680°C/k+10 м/мин], где Vдв.пол - скорость движения полосы в агрегате, м/мин, k=1×мин×°C/м, Тотж - температура отжига, °C, а температуру смотки задают при условии: Тсм≥(690-2000×k×Nb%), где Тсм - температура смотки, °C, Nb - содержания ниобия, мас.%, k=1×°C/%. 4 табл.
Способ изготовления холоднокатаного листа из двухфазной феррито-мартенситной стали, включающий выплавку стали, горячую прокатку, смотку в рулон, холодную прокатку на толщину 0,9-1,5 мм и термическую обработку в агрегате непрерывного действия путем нагрева до температуры отжига, выдержки, замедленного охлаждения до температур ниже Ar1 ускоренного охлаждения и перестаривания, отличающийся тем, что осуществляют выплавку стали, содержащей, мас.%:
при этом горячую прокатку начинают в температурном интервале от 1075 до 1250°C и заканчивают в температурном интервале 800-890°C, смотку в рулон ведут при температуре не ниже 600°C, холодную прокатку проводят с суммарным обжатием 45-70%, нагрев под отжиг ведут до температуры 720-780°C, ускоренное охлаждение проводят до 270-400°C и при упомянутой температуре осуществляют перестаривание, причем скорость движения полосы в агрегате задают в соответствии с выражением:
Vдв.пол=[(Тотж-680°C)/k-10 м/мин]÷[(Тотж-680°C)/k+10 м/мин],
где Vдв.пол - скорость движения полосы в агрегате, м/мин,
k=1×мин×°C/м,
Тотж - температура отжига, °C,
а температуру смотки задают в соответствии с выражением:
Тсм≥(690-2000×k×Nb%),
где Тсм - температура смотки, °C,
Nb - содержания ниобия, мас.%,
k=1×°C/%.
| ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ВЫСОКОПРОЧНЫЙ, ПОДВЕРГНУТЫЙ ЛЕГИРОВАНИЮ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ СПОСОБНОСТЬЮ К ТЕРМИЧЕСКОМУ УПРОЧНЕНИЮ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574555C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2433192C1 |
| US 20150176108 A1, 25.06.2015 | |||
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |

