Известные установки для окраски покрышек перед вулканизацией конструктивно сложны и громоздки, имеют ненадежную центровку деформированных заготовок покрышек относительно центра врашения форсунок, а в трубопроводах происходит закупорка при перерывах в работе установки, а также засорение форсунок.
Предлагаемая установка лишена указанных недостатков и состоит из центрирующего транспортера с рольгангом и сборником смазки, станка с форсунками и электромагнитными клапанами, смазкоподготовительного узла, состоящего из баков, фильтров и насосов.
Отличительной особенностью предлагаемой установки является то. что она состоит из командного кулачкового валика, соединенного зубчатой передачей одним концом с редуктором электродвигателя, а вторым концом, пропущенным через верхнюю площадку станины, с подвижной дорожкой, на которой смонтированы компенсатор и поворотная каретка, соединенные трособлочной системой, и с отводами шлангов к форсункам.
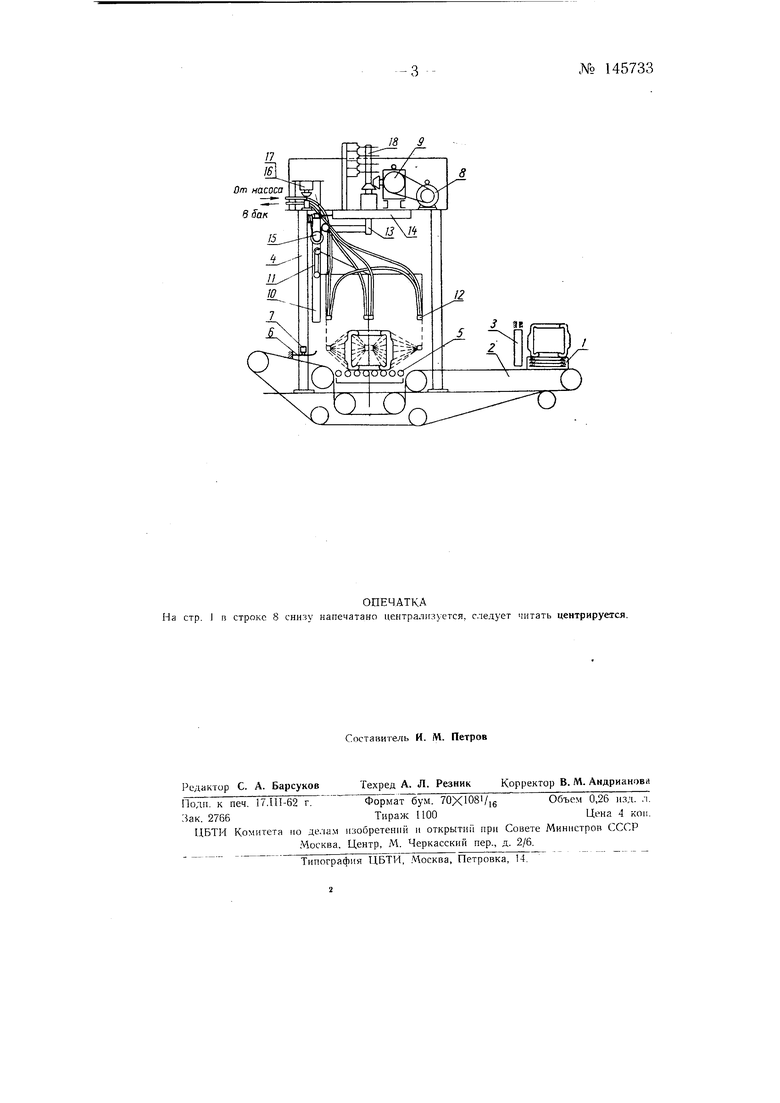
Конструкция и работа установки поясняются чертежом.
При переходе покрышки с главного транспортера / на центрирующий транспортер 2 покрышка прижимается к ролику 5 и тем самым централизуется в поперечном направлении относительно центра станка 4, а в продольном направлении фиксируется рольгангом 5. Окрашенная покрышка, выталкиваемая вновь устанавливаемой на рольганге 5 для окраски покрышкой, нажимает на рычаг 6 концевого выключателя 7 и цикл окраски автоматически повторяется. При этом замыкаются контакты и включается электромотор 8, который через редуктор 9 производит враш;ение подвижной дорожки 10 на 360° вместе с подвижной кареткой // и форсунками 12. При поворачивании дорожки 9
145733-2вместе с валом 13 происходит размотка троса с обода 14. Поворот на 90° от крайней точки сопровождается опусканием каретки // вниз до упора. При дальнейшем развороте и размотке троса на 180° каретка вместе с форсунками будет находиться в нижнем положении (фаза окраски) за счет движения компенсатора 15. С верхнего упорного положения компенсатор опустится и вновь вернется в верхнее положение. Как только компенсатор дойдет до упора, начинается подъем каретки 11Размотка троса происходит до точки, где он крепится, а при дальнейше.м повороте осуществляется намотка троса «а обод до начальной точки. За один оборот дорожки 10 при помощи трособлочной системы происходит: подвод форсунок 12 к покрышке (при повороте дорожки на 90°), окраска покрышки внутри и снаружи (при повороте дорожки на 180) и отвод форсунок от покрышки (при повороте дорожки на 90°). Поворотный цикл осуществляется в той же последовательности, но при обратном вращении дорожки за счет автоматического реверсирования электромотора 8 шаговым искателем на станции управления. Непрерывная циркуляция жидкости с помощью насосов в трубопроводах и форсунках перекрывается электро.магнитными клапанами 16 и 17 при цикле окраски, давление л идкости повышается с 0,5 до 6 кг/см. При этом давлении игла форсунки 12 открывает отверстие и плоская струя жидкости в раздробленном виде ложится на поверхность покрышки. Подвижная дорожка 10 соединена с одним концом кома 1дного кулачкового валика 18, пропущенного через верхнюю плошадку станка, второй конец которого соединен зубчатой передачей с редуктором 8Смазкоподготовительный узел установки, состоящий из баков, насосов, фильтров на чертеже не показан.
Предлагаемая установка представляет интерес для шинных заводов в части системы циркуляции смазок, так как она обеспечивает бесперебойность работы установки.
Предмет изобретения
Установка для автоматической окраски покрышек перед вулканизацией способом пульверизации, снабженная устройствами для автоматической транспортировки окрашиваемых изделий и подачи смазки к форсункам, а также для промывания осадков смазки в форсунках, трубопроводах и в баках, отличающаяся тем, что, с целью одновременной окраски наружных и внутренних поверхностей покрыщек, устройство для перемещения форсунок состоит из командного кулачкового валика, соединенного зубчатой передачей одним концо.м с редуктором электродвигателя, а вторым концом, пропущенным через верхнюю площадку станины, с подвиж.ной дорожкой, на которой смонтированы компенсатор и поворотная каретка, соединенные с трособлочной системой и с отводами тилангов к форсункам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нанесения смазки на внутреннюю поверхность покрышек | 1979 |
|
SU856850A1 |
| Устройство для окраски покрышек пневматических шин | 1988 |
|
SU1622153A1 |
| Машина для измельчения покрышек | 1974 |
|
SU568240A1 |
| Устройство для изготовления слоев каркаса покрышек пневматических шин | 1988 |
|
SU1729789A1 |
| Станок для обрезки выпрессовок на автопокрышках | 1967 |
|
SU286845A1 |
| Устройство для нанесения смазки наВНуТРЕННюю пОВЕРХНОСТь пОКРышЕК | 1979 |
|
SU816777A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2233740C1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| СТАНОК ДЛЯ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2003 |
|
RU2252870C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2283762C2 |
Ha стр. I в строке 8 снизу напечатано централизуется, ОПЕЧАТКА следует читать центрируется.
