Устройства для подачи теплоносителя к автоклавной стопе прессформ, состоящие из подводящих трубопроводов, приемных фланцев и внутренней разводки, известны.
В них подача и спуск пара, перегретой воды и холодной воды под давлением в 25 атм (гидравлики), используемой для охлаждения автоклава, осуществляется через накидную трубу, проходящую через крышку автоклава.
Эти устройства не дают возможность снизить время цикла вулканизации покрыщек за счет сокращения времени напуска и спуска теплоносителей, подводимых к варочной камере; это время составляет около 65% времени общего цикла, варки автопокрыщки.
Предлагаемое устройство позволяет устранить указанный недостаток и состоит из корпуса, монтируемого между фланцами подового сальника автоклава п сальника гидравлического цилиндра. Внутри корпуса расположена .камера, герметизированная манжетом и связанная с подводящим паропроводом, а с внутренней стороны через сверление в плунжере и внутреннюю трубку - с обычным соединительным конусом, взаимодействующим с соответствующим элементом первой прессформы всего пакета .
Отличительная особенность предлагаемого устройства состоит в том. что приемный фланец, смонтированный между фланцами автоклава и гидравлического цилиндра, снабжен герметизированной внутренней камерой, связанной трубкой, проходящей через отверстие в стенке плунжера и его внутреннюю полость, с обычным питающим элементом стопы пресс-форм, расположенным на столе автоклава.
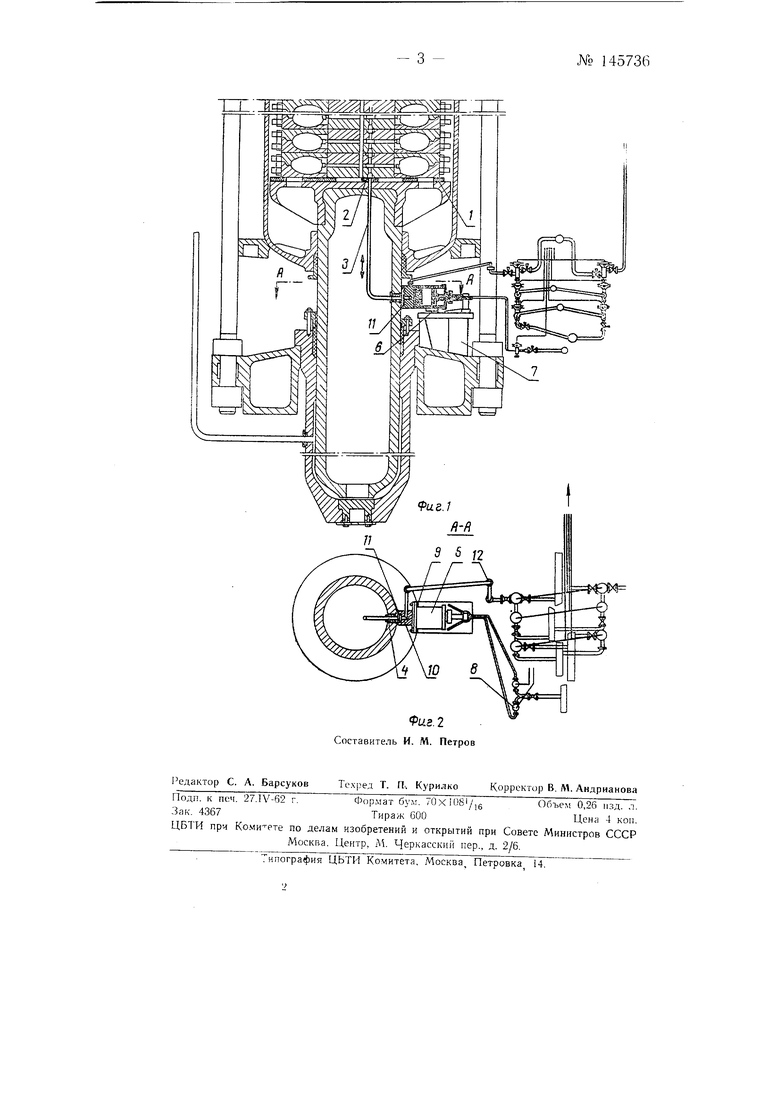
Конструкция устройства показана фиг. 1 и фиг. 2.
№ 145736- 2 На подвижном столе / плунжера автоклава просверливают отверстие, под которым приваривают фланец с конусом и резиновым манжетом 2. Первая пресс-форма ставится на конус. От конуса через отверстие в столе проходит труба 3, которая монтируется во внутренней полости плунжера автоклава. Второй конец трубы подведен к отверстию с втулкой 4 в стенке плунжера.
К концу трубы 3 пар, перегретая вода и гидравлика подаются через соединение скользящего типа. Между фланцами парового сальника корпуса автоклава и сальником гидравлического цилиндра помещен цилиндр 5, двигаюищйся по направляющим 6, закрепленным на кронщтейнах 7.
Шток порщня имеет мертвую опору. В полости цилиндра через 3-ходовые клапаны 8 по сверлениям в щтоке осуществляется подача- сброс гидравлики 25 атм для передвижения и прижима цилиндраК фланцу цилиндра болтами 9 закреплена колодка 10, которая в торцовой своей части имеет вырез для прямоугольного резинового манжета // и сверления для прохода теплоносителя к трубопроводу с щарнирным соединением 12. Трубопровод связан с гребенкой 3-ходовых клапанов, через которые осуществляется пооперационный напуск и сброс теплоносителей. При загрузке пресс-форм -м движении плунжера со столом колодка W цилиндром 5 отводится в крайнее правое положение и не касается стенки плунжера. После загрузки автоклава, закрытия крышки и подпрессовки гидравликой стопы пресс-форм колодка 10 цилиндром 5 подводится к плунжеру и прижимается к его поверхности с общим усилием 6 т. Теплоноситель, попадая в полость колодки, разжимает резиновый манжет 1 и создает необходимое уплотнение между колодкой и стенкой плунжера.
Предлагаемое устройство имеет больщой практический интерес для шинных заводов.
Предмет изобретения
Устройство для подачи теплоносителя к автоклавной стопе прессформ, состоящее из подводящего трубопровода, приемного фланца и внутренней разводки, отличающееся тем, что, с целью упрощения конструкции и повышения производительности труда, приемный фланец, смонтированный между фланцами автоклава и гидравлического цилиндра, снабжен герметизированной внутренней камерой, связанной трубкой, проходящей через отверстие в стенке плунжера и его внутреннюю полость, с обычным питающим элементом стопы прессформ, расположенным на столе автоклава.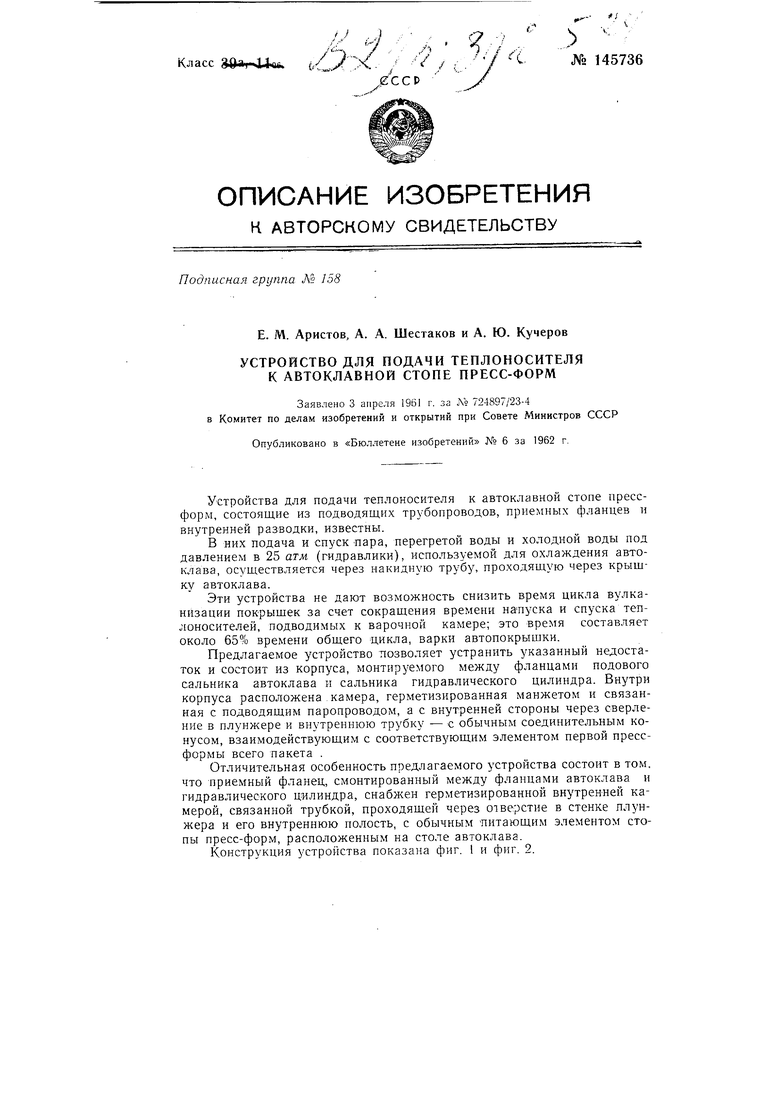
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВСКРЫТИЯ ЛОПАРИТОВОГО И ДРУГИХ КОНЦЕНТРАТОВ ЛЕГКОЛЕТУЧИМИ КИСЛОТАМИ И СОЕДИНЕНИЯМИ | 2001 |
|
RU2188242C1 |
| АВТОМАТИЗИРОВАННОЕ СЦЕПЛЕНИЕ | 2010 |
|
RU2436689C1 |
| Устройство для гидропрессования с противодавлением | 1982 |
|
SU1049153A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАСПЛАВЛЕННОГО СТЕКЛА | 1990 |
|
RU2031862C1 |
| КРЕПЛЕНИЕ ВЫДУВНОЙ ОПРАВКИ В ПНЕВМАТИЧЕСКОЙ ФОРМОВОЧНОЙ МАШИНЕ | 2003 |
|
RU2314200C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КАПСУЛИРОВАННЫХ ПРОДУКТОВ | 1996 |
|
RU2109504C1 |
| ГАСИТЕЛЬ ГИДРАВЛИЧЕСКОГО УДАРА | 2007 |
|
RU2396476C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Механический пресс | 1973 |
|
SU564788A3 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |