Известны различные способы сварки термопластичных пленок, основанные на использовании токов высокой частоты контактной сварки, газообразного теплоносителя, сил трения, ультразвука. Сварка пленки при этом ведется внахлестку.
С целью осуществления сварки разнородных и разнотолщинных гермопластичных материалов, экономии материалов, идущих на сварочный шов, предложено производить сварку в торце пленок за счет теплоизлучения нагревательного элемента, подаваемого импульсами.
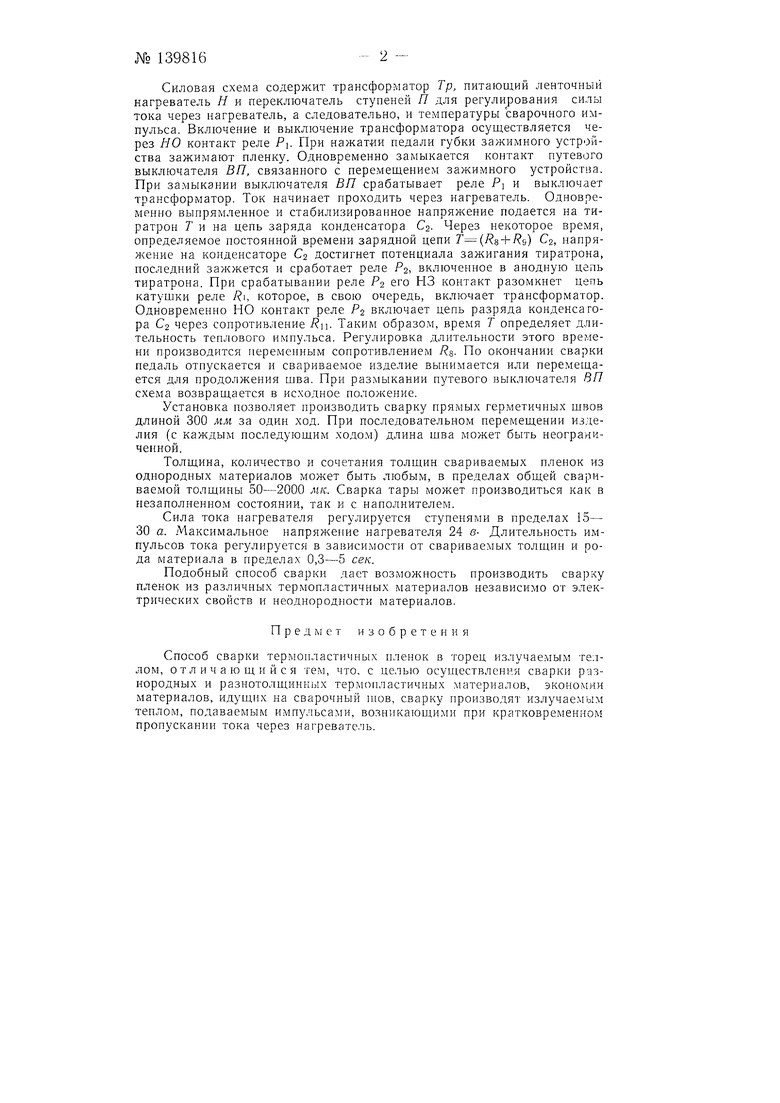
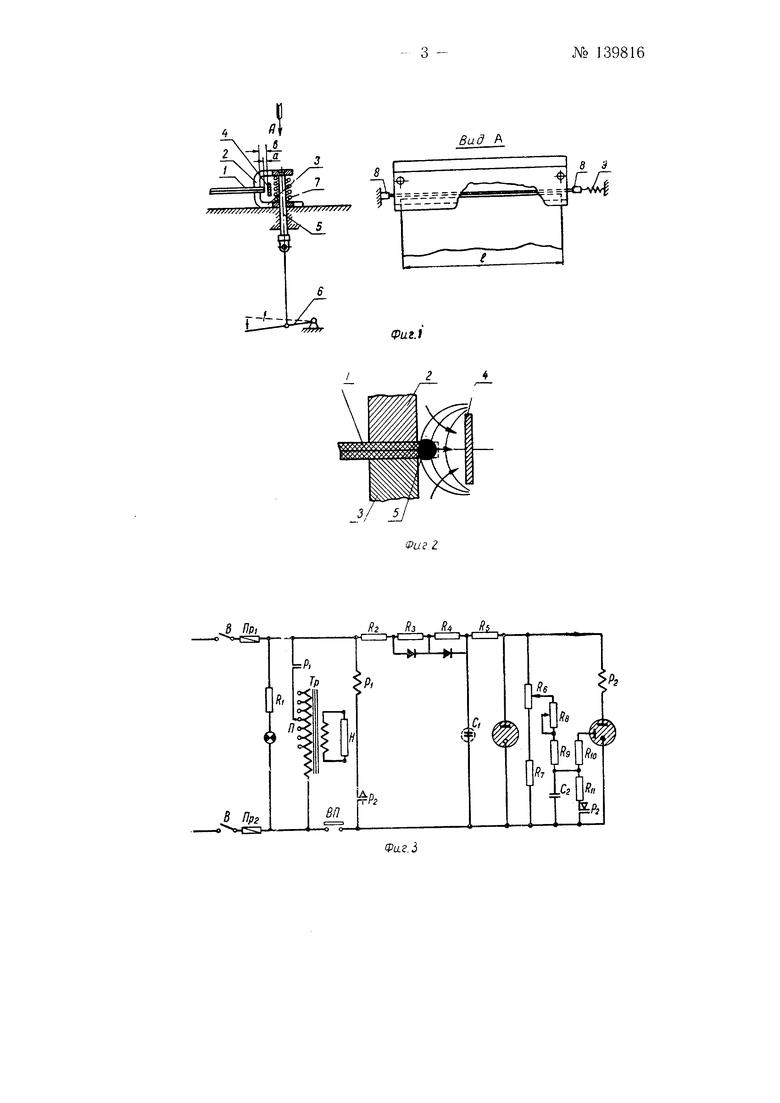
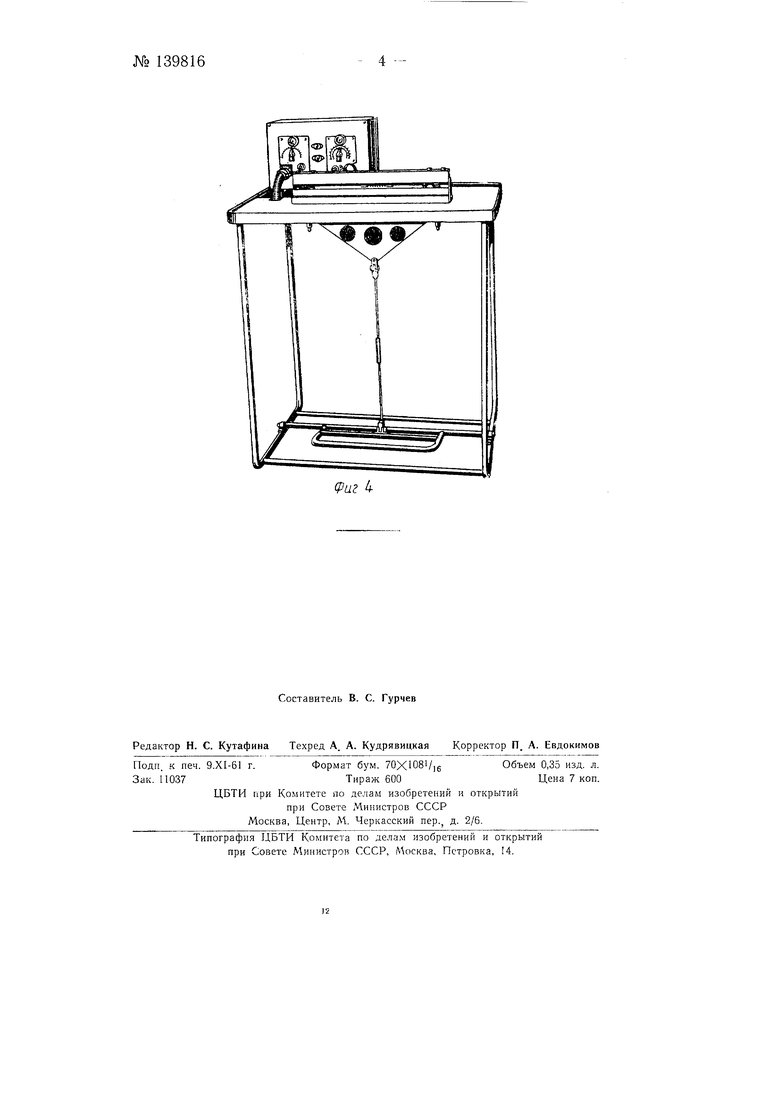
На фиг. 1 изображена кинематическая схема импульсно-торцовой сварки; на фиг- 2 - схема образования торцового шва в тепловом поле ленточного нагревателя; на фиг. 3 - принципиальная электрическая схема импульсно-торцовой сварки; на фиг. 4 - установка для импульсно-торцовой сварки пленки из термонластичных элементов.
Подвергаемая сварке пленка / (два или более слоя) зажимается между верхней 2 подвижной губкой и нижней 3 неподвижной губкой так, чтобы между торцами пленки / и расположенным параллельно губкам ленточным нагревателем 4 оставался зазор а. Благодаря зазору исключается прилипание пленки к горячему нагревателю. Нагреватель расположен в плоскости, перпендикулярной плоскости зажима . пленки. Зажим осушествляется с помощью двух тяг 5 и педального механизма 6- Подъем верхней губки при освобождении пленки после сварки производится дву.мя возвратными пружинами 7. Сварка пленки происходит одновременно по всей длине / торца зажатой пленки одиночным тепловым импульсом, возникающим при кратковременном пропускании тока через нагреватель. В целях обеспечения равномерного нагрева нагревателя он закреплен на изоляторах 8 так, что не имеет касания с другими частями по всей рабочей длине / со всех сторон. Для устранения провисания нагревателя в холодном и нагретом состоянии он имеет натяжную пружину 9.
№ 139816- -
Силовая схема содерх.ит трансформатор Тр, питающий ленточный нагреватель Я и переключатель ступеней Я для регулирования силы тока через нагреватель, а следовательно, и температуры сварочного импульса. Включение и выключение трансформатора осуществляется через НО контакт реле PI. При нажатии педали губки зажимного устройства зажимают пленку. Одновременно замыкается контакт путевого выключателя ВП, связанного с перемещением зажимного устройства. При за.мыкании выключателя ВП срабатывает реле Р и выключает трансформатор. Ток начинает проходить через нагреватель. Одновременно выпрямленное и стабилизированное напряжение подается на тиратрон Т и на цепь заряда конденсатора Cj. Через некоторое время, определяемое постоянной времени зарядной цепи r( + ) 2, напряжение на конденсаторе Са достигнет потенциала зажигания тиратрона, последний зажжется и сработает реле 2, включенное в анодную цепь тиратрона. При срабатывании реле PZ его ПЗ контакт разомкнет цепь катущки реле Ri, которое, в свою очередь, включает трансформатор. Одновременно НО контакт реле Рг включает цепь разряда конденсатора С2 через сопротивление R. Таким образом, время Т определяет длительность теплового импульса. Регулировка длительности этого времени производится переменным сопротивлением RS- По окончании сварки педаль отпускается и свариваемое изделие вынимается или перемещается для продолжения щва. При размыкании путевого выключателя ЗП схема возвращается в исходное положение.
Установка позволяет производить сварку прямых герметичных щвов длиной 300 мм за один ход. При последовательном перемещении изделия (с каждым последующим ходо.м) длина шва может быть неограниченной.
Толщина, количество и сочетания толщин свариваемых пленок из однородных материалов может быть любым, в пределах общей свариваемой толщины 50-2000 мк. Сварка тары может производиться как в незаполненном состоянии, так и с наполнителем.
Сила тока нагревателя регулируется ступенями в пределах 15- 30 а. Максимальное напряжение нагревателя 24 е- Длительность импульсов тока регулируется в зависимости от свариваемых толщин и рода материала в пределах 0,3-5 сек.
Подобный способ сварки дает возможность производить сварку пленок из различных термопластичных материалов независимо от ЭоТектрических свойств и неоднородности материалов.
Предмет изобретения
Способ сварки термопластичных пленок в торец излучаемым теллом, отличающийся тем, что, с целью осуществления сварки разнородных и разнотолщинных термопластичных материалов, экономии материалов, идущих на сварочный шов, сварку производят излучаемым теплом, подаваемым импульсами, возникаюпдими при кратковременном пропускании тока через нагреватель.
Вид А
8 3
..
Фиг.1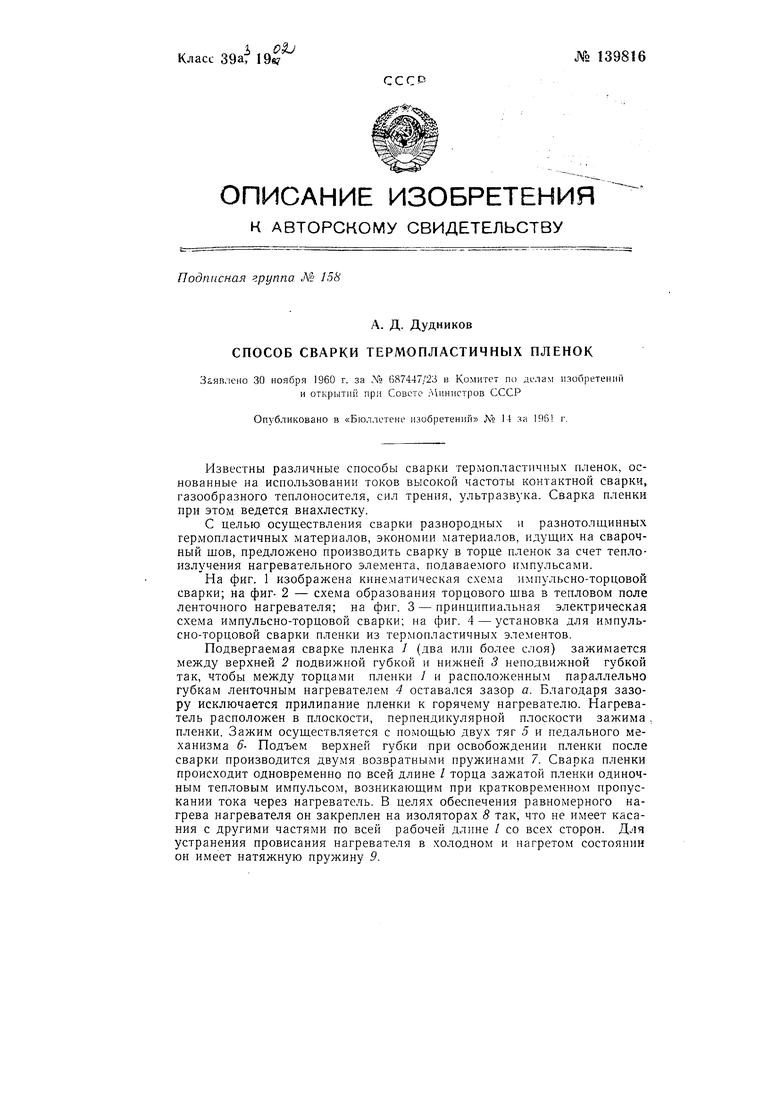
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для тепловой сварки листовых термопластичных материалов | 1960 |
|
SU146032A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| Устройство для электрической сварки | 1934 |
|
SU41608A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| Устройство для автоматической стыковой сварки | 1935 |
|
SU50583A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Устройство для сварки деталей из полимерных материалов | 1982 |
|
SU1100108A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Устройство для сварки термопластичных материалов с использованием накладываемой на стык ленты | 1982 |
|
SU1052400A1 |
J Пр.
Фиг 4
