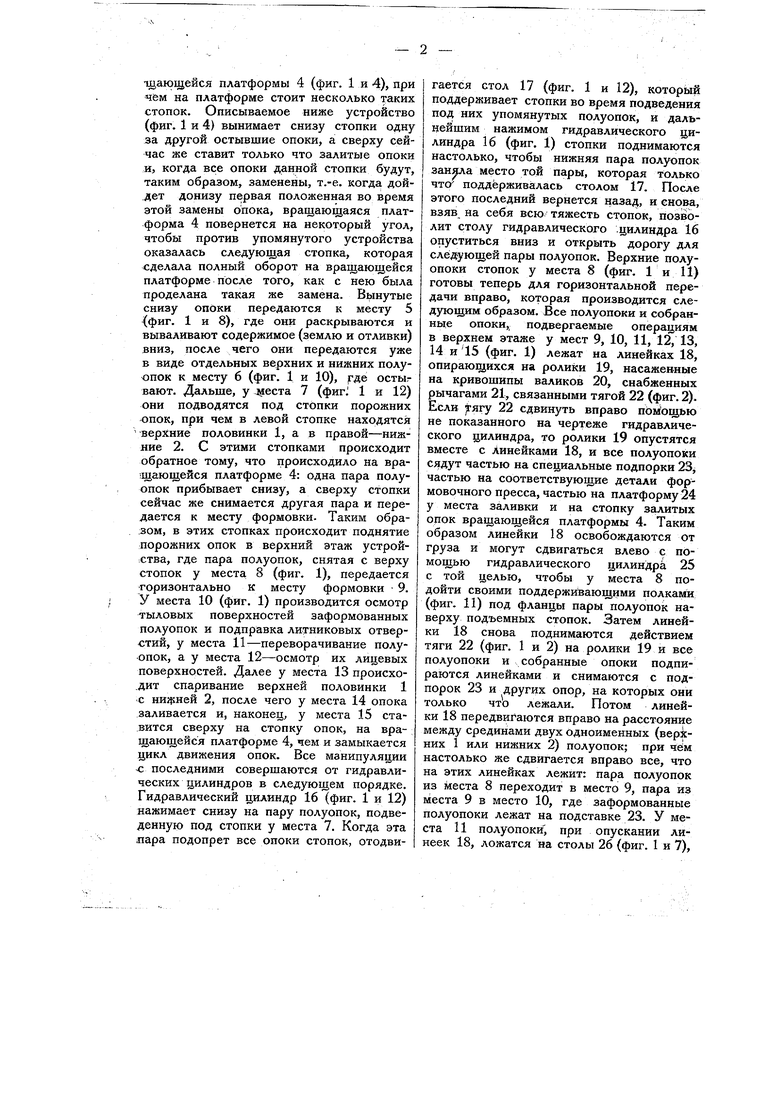
Для подачи опок при литье предлаI гается устанавливать соответственные половины опок в стопки на переменнопоступательно движущейся платформе и передавать их к местам формовки, осмотра, переворачивания, осмотра другой стороны, спаривания, заливки и установки -вновь стопками на вращающуюся платг форму, посредством имеющих переменнопоступательное движейие линеек. Освобождение вращающейся платформы от остьтших опок и передачу их для новой формовки и заливки имеется в виду осуществить посредством упоров с, задвижками, принимающих на себя тяжесть стопки опок, в то время как самая нижняя опока из поступает па платформу, передвигающую ее к месту, где её захватывают поворотная и выдвижная вилки, с помощью коих половины опок разъединяются, их содержимое опоражнивается, и они поступают на платформу, подводящую их для установки в соответствующие стопки, которые снова подводятся к месту формовки и заливки.
Описанное устройство может быть видоизменено применением взамен вращающейся платформы, движущейся по рельсам платформы и помещением на ней стопки опок в несколько рядов.
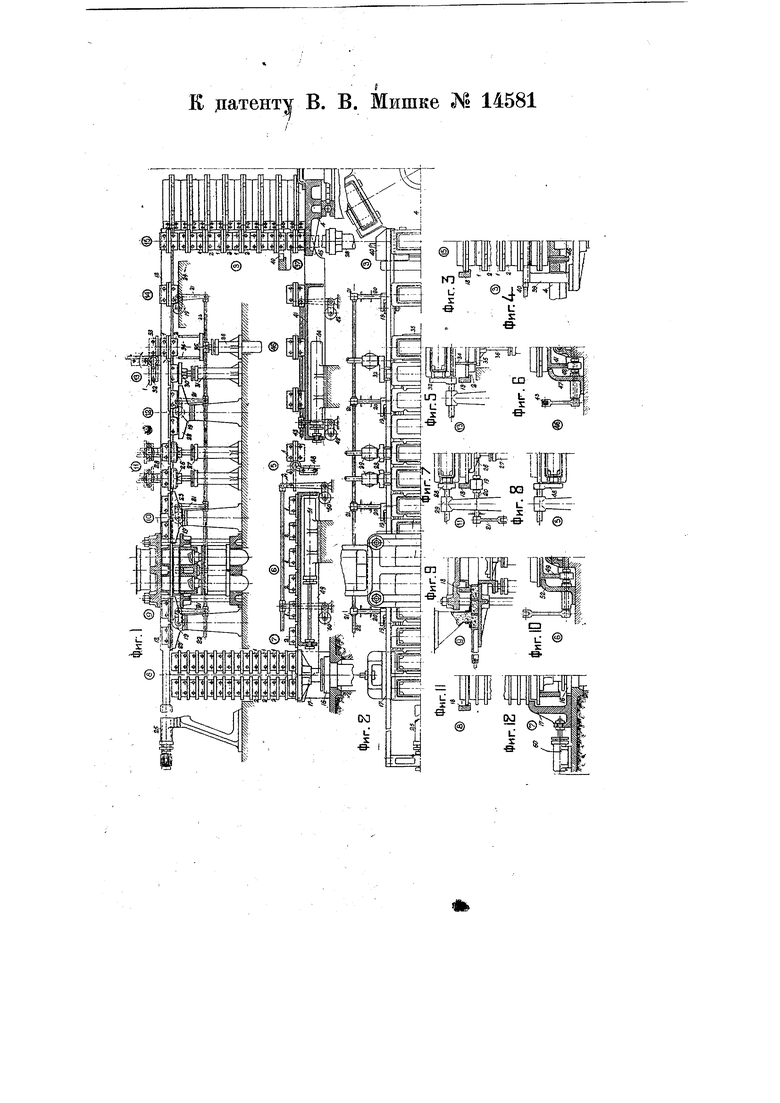
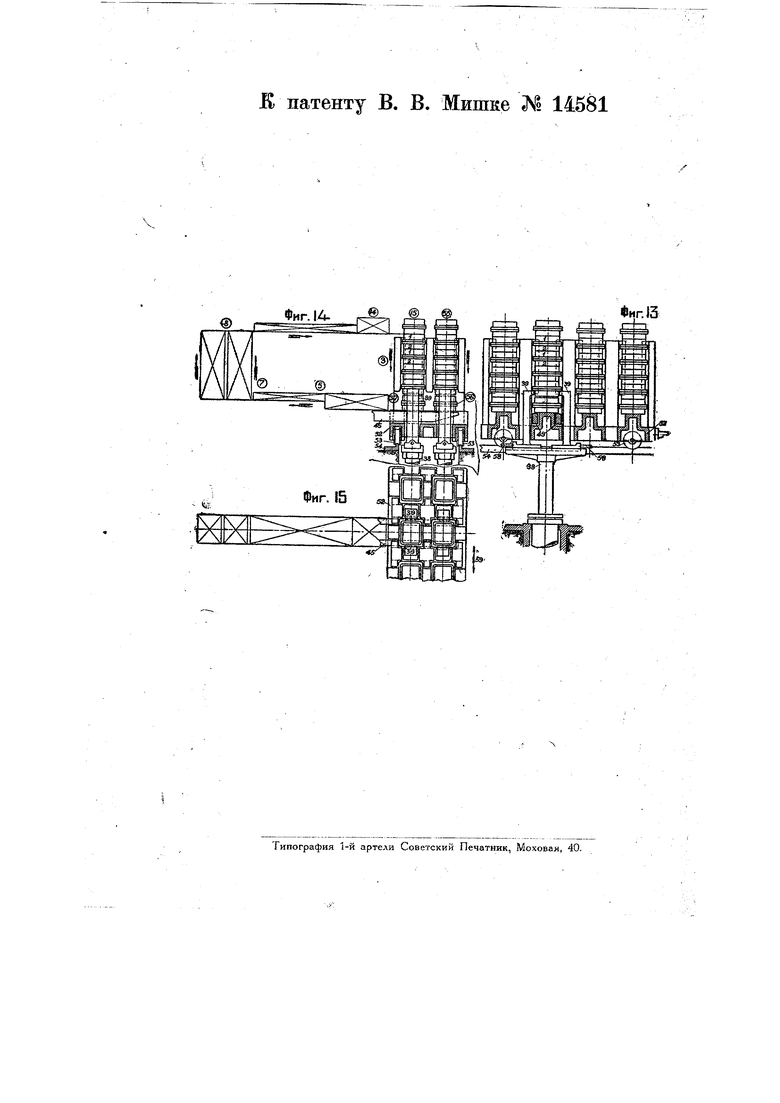
На чертеже фиг. 1 схематически изобра,жает вид сбоку предлагаемого устройство с частичным вертикальным разрезом формовочного устройства и платформ;: фиг. 2-вид его сверху; фиг. 3- поперечный разрез линеек; фиг. 4-деталь стола с упором и задвижкой, с частичным поперечным разрезом консоли, входящей в выемку вращающейся платформы; фиг. 5-деталь вращающейся вилки и стола с пальцами для приема опок с частичным поперечным разрезом линеек; фиг. 6-поперечный разрез подпорки и платформы, опирающейся на ролик; фиг. 7-деталь вилки и стола для приема опок с поперечным разрезом линеек; фиг. 8-деталь поворотной вилки; фиг. 9- пойеречный разрез формовочного приспо-собления; фиг. 10--поперечный разрез платформы и упора; фиг. 11-поперечный разрез линеек с полкой для фланцев опоки; фиг. 12-частичный поперечный разрез стола, подпирающего стопки опок; фиг. 13-вид спереди платформы на рельсах; фиг. 14-вид ее сбоку; фиг. 15-вид ее сверху.
Заформованные, закрытые и залитые опоки 1-2, 1 - 2 и т. д. лежат у места 3 (фиг. 1) друг на друге, в виде стопки, которая помещается на периферии, вращающейся платформы 4 (фиг. 1 и 4), при чем на платформе стоит несколько таких стопок. Описываемое ниже устройство (фиг. 1 и 4) вынимает снизу стопки одну за другой остывшие опоки, а сверху сейчас же ставит только что залитые опоки и, когда все опоки данной стопки будут, таким образом, заменены, т.-е. когда дойет донизу первая положенная во время этой замены опока, вращающаяся платформа 4 повернется на некоторый угол, чтобы против упомянутого устройства оказалась следующая стопка, которая сделала полный оборот на вращающейся платформе после того, как с нею была проделана такая же замена. Вьгнутые снизу опОки передаются к месту 5 (фиг. 1 и 8), где они раскрываются и вываливают содержимое (землю и отливки) вниз, после чего они передаются уже в виде отдельных верхних и нижних полуопок к месту 6 (фиг. 1 и 10), где осты,вают. Дальше, у хлеста 7 (фигJ 1 и 12) они подводятся под стопки порожних опок, при чем в левой стопке находятся верхние половинки 1, а в правой-нижние 2. С этими стопками происходит обратное тому, что происходило на враающейся платформе 4: одна пара полуопок прибывает снизу, а сверху стопки сейчас же снимается другая пара и переается к месту формовки. Таким образом, в этих стопках происходит поднятие порожних опок в верхний этаж устрой:ства, где пара полуопок, снятая с верху стопок у места 8 (фиг. 1), передается горизонтально к месту формовки 9. У места 10 (фиг. 1) производится осмотр тыловых поверхностей заформованных полуопок и подправка литниковых отвертий, у места 11-переворачивание полуопок, а у места 12-осмотр их лицевых поверхностей. Далее у места 13 происхоит спаривание верхней половинки 1 с нижней 2, после чего у места 14 опока заливается и, наконец, у места 15 ставится сверху на стопку опок, на вращающейся платформе 4, чем и замыкается цикл движения опок. Все манипуляции с последними совершаются от гидравлических цилиндров в следующем порядке. Гидравлический цилиндр 16 (фиг. 1 и 12) нажимает снизу на пару полуопок, подведенную под стопки у места 7. Когда эта пара подопрет все опоки стопок, отодвигается стол 17 (фиг. 1 и 12), который поддерживает стопки во время подведения под них упомянутых полуопок, и дальнейшим нажимом гидравлического цилиндра 16 (фиг. 1) стопки поднимаются настолько, чтобы нижняя пара полуопок заняла место той пары, которая только ЧТО поддерживалась столом 17. После этого последний вернется наза, и снова, взяв На себя всю тяжесть стопок, позволит столу гидравлического .цилиндра 16 опуститься вниз и открыть дорогу для следующей пары полуопок. Верхние полуопоки стопок у места 8 (фиг. 1 и 11) готовы теперь для горизонтальной передачи вправо, которая производится следующим образом. Все полуопоки и собранные опоки, подвергаемые операциям в верхнем этаже у мест 9, 10, 11, 12, 13, 14 и 15 (фиг. 1) лежат на линейках 18, опирающихся на ролики 19, насаженные на кривошипы валиков 20, снабженных рычагами 21, связанными тягой 22 (фиг. 2). Если ягу 22 сдвинуть вправо пЪмощью не показанного на чертеже гидравлического цилиндра, то ролики 19 опустятся вместе с Линейками 18, и все полуопоки сядут частью на специальные подпорки 23 частью на соответствующие детали формовочного пресса, частью на платформу 24 у места заливки и на стопку залитых опок вращающейся платформы 4. Таким образом линейки 18 освобождаются от груза и могут сдвигаться влево с помощью гидравлического цилиндра 25 с той целью, чтобы у места 8 подойти своими поддерживающими полками (фиг. 11) под фланцы пары полуопок наверху подъемных стопок. Затем линейки 18 снова поднимаются действием тяги 22 (фиг. 1 и 2) на ролики 19 и все полуопоки и собранные опоки подпираются линейками и снимаются с подпорок 23 и других опор, на которых они только что лежали. Потом линейки 18 передвих аются вправо на расстояние между срединами двух одноименных (верхних 1 или нижних 2) полуопок; при чём настолько же сдвигается вправо все, что на этих линейках лежит: пара полуопок из места 8 переходит в место 9, пара из места 9 в место 10, где заформованные полуопоки лежат на подставке 23. У места И полуопоки, при опускании линеек 18, ложатся на столы 26 (фиг. 1 и 7),
.действующие от гидравлических цилинров 27, которые приподнимают полуопоки настолько, чтобы вилки 28 вошли бы в проушины опок (фиг. 7). Эти вилки Передвигаются поступательно в головках 29 и поворачиваются в них для переворачивания полуопок лицевой стороной кверху, для выполнения чего столы 26 отходят вниз от повисших на вилках 28 полуопок. После же их переворачивания, столы опять поднимаются, берут на себя опять полуопоки и снова опускают их на линейки 18, которые перест гшляют их на место 12, .где они подвергаются осмотру с лицевой стороны формы и подправке её. У места 13 верхняя полуопока 1 поднимается столом 30, действующим от гидравлического цилиндра 31. Потом ее подхватывает вращающаяся вилка 32 и переворачивает, в пунктирное положение 33 (фиг. 1), в каковом верхняя полуопока принимается на пальцы 34 (фиг. 1 и 5) стола 35 гидравличесКого .цилиндра 36, который опускает ее на нижнюю полуопоку 2. Следующей перестановкой закрытая опока передается в место 14, где и заливается, после чего она передается уже на верх стопки залитых рпок у места 15 и для того, чтобы ее поставить на стопку, последнюю необходимо опустить, вынув нижнюю опоку у места 37. С этой целью вся стопка, за исключением подлежащей выниманию нижней опоки, подпирается гидравлическим цилиндром 38, который несет на своем. столе упоры 39 (фиг. 4) с задвижками 40. Последние вдвигаются под фланцы второй от низу опоки, после чего небольшое поднятие упоров 39 разгружает нижнюю опоку от всех лежащих над ней. В этот момент платформа 4l, опирающаяся на ролики 42, управляемые тягой 43 (фиг.Д и 6) и движимые, гидравлическим цилиндром 44, подходит своими консолями 45 под эту нижнюю опоку и, приподымаясь на роликах 42 (фиг. 1 и 6), поднимает опоку и выдвигает ее из-под стопки отходом влево. Вращающаяся платформа 4 имеет выемки для ввода консолей 45 платформы 41 (фиг. 4). Когда опока вынута, гидравлический цилиндр 38 опускает всю стопку на вращающуюся платформу 4, задвижки 40 выдвигаются из-под фланцев опоки и упоры 39 снова приподнимаются гидравлическим цилиндром 38 (фиг. 1)
для следующей такой же операции. Таким образом происходит замена опок в стопке (снизу - вынимание, сверху - накладывание). Вынутая из стопки опока передается к месту 46, где она сажается на подпорки 47 (фиг. 6) на время холостого движения (вправо) опустившейся платформы 41. Такая перестановка повторяется с несколькими опоками, после чего у места 5 ближайшая опока захватывается с платформы 41 выдвигающейся и поворотной вилкой 48 (фиг. 1 и 8). Последняя хватает нижнюю полуопоку 2, а верхнюю хватает другая вилка (не показанная на чертеже), тоже выдвигающаяся, но не поворачивающаяся. Как только платформа 41 отойдет вправо из-под висящей на вилке опоки, вилка 48 (фиг. 8) поворачивается на 180° вместе с опоками, при чем из них выпадает все содержимое на транспортер (не показанный на чертеже). Под опорожненные, висящие на вилках, полуопоки подходит платформа 49 (фиг. 1 и 10). Она опирается на ролики 50 и передвигается гидравлическим цилиндром 51. Переставляя повторно пару опорожненных полуопок и опуская их на упоры 52 во время своего холостого движения вправо, платформа 49 подводит эту пару к месту 7 (фиг. 1), где происходит подсовывание полуопок под стопку. Таким образом замыкается цикл операций с опоками. После замены всех опок данной стопки вращающейся платформы 4, последняя должна повернуться так, чтобы I к линейками 18 и платформе 41 подошла следующая стопка, опоки которой уже Остыли за время, пока они совершали на вращающейся платформе полный оборот. Во время поворачивания этой платформы гидравлический цилиндр 38 опускает упорь 39 (фиг. 4) ниже ее стола.
Описанное выше устройство может видоизменяться путем замены вращающейся платформы 4 платформой 52 (фиг. 13), могущей перемещаться по рельсам 54 на колесах 53 по стрелке 59 (фиг. 15), при чем ход работы не изменяется. Как и раньше, залитая опока ставится на верх стопки у места 15 (фиг. 14) и также-внизу этой стопки, у места 37 вынимается остывшая опока при помощи консоли 45 платформы 41. I Когда у места 3 (фиг. 14) произойдет I замена всех опок 1-2 данной стопки-
опоками свеже залитыми платформа 52 передвинется и подведет к месту 3 новую стопку остывших опок (фиг. 15). Для возможности такого передвижения, упоры 39 должны опуститься вместе со своим гидравлическим -плунжером 38 настолько, чтобы не мешать платформе (фиг. 13). Чтобы не делать платфор яу 52 слишком длинной (при большом числе стопок), последние предлагается располагать в несколько рядов. Для оперирования со стопками задних рядов служат устройства из таких же упоров и цилиндров.
Передвижка платформы 52 совершается гидравлическим цилиндром с помощью штока 57. Горизонтальная передвижка упоров 39, подведение их под фланец второй от низу опоки тоже производится соответствующими гидравлическим цилиндрами с помощью штоков 58 (фиг. 13).
Предмет патента.
1. Устройство- для формовки и заливки литейных опок, характеризующееся тем, что для снятия опок со стола 17 и пере,дачи их к местам формовки 9, осмотра 10, .переворачивания при помощи гидравлических столов 26 и вилок 28 (11), осмотрдругой стороны (фиг. 1), спаривания поа средством гидравлического стола 30 с вращающимися вилками 32, заливки 14 и установки на вращающуюся платформу 4 применено приспособление, состоящее из линеек 18, опирающихся на ролики 19, насаженные на кривошипы валиков 20, снабженных рыйгами21, связанных между собой приводимой в движение от гидравлического- цилиндра тягой 22, для освобождения же опок с платформы 4 служит приспособление, состоящее из гидравлического цилиндра 38, несущего упоры с задвижками 40, и для передачи опок к столу 17 служит входящая в вырез платформы 4 консоль 45 платформы 41, опирающейся на ролики 42, соединенные тягой с гидравлическим цилиндром 44, сообщающим платформе переменно-поступательное движение, а для установки опок на столе 17 в стопки предназначены гидравлические цилиндры 60 и 61.
2. Видоизменение охарактеризованного в п. 1 устройства, отличающееся тем, что взамен поворачивающейся платформы 3, применена движущаяся по рельсам платформа 52 с несколькими рядами опочных стопок.
pi
Фиг. Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства литейных работ методом непрерывного потока | 1928 |
|
SU9105A1 |
| Устройство для прессовой формовки в опоках, движущихся на конвейере | 1928 |
|
SU14565A1 |
| Способ и приспособление для вставки жеребеек в литейную форму | 1926 |
|
SU6428A1 |
| Устройство для наполнения землей опоки в формовочной машине с верхним прессованием | 1928 |
|
SU10581A1 |
| Транспортер для опок | 1928 |
|
SU9117A1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Транспортер для опок | 1926 |
|
SU4130A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЛИТЕЙНЫХ РАБОТ | 1928 |
|
SU9107A1 |
| Приспособление для восприятия давления жеребеек на поверхность литейной формы | 1926 |
|
SU6424A1 |
| Установка для стопочной формовки | 1979 |
|
SU850271A1 |