Предлагаемое изобретение касается устройства для производства литейных работ, состоящего из расположенных один над другим бесконечных транспортеров, служащих для перемещения заформованных отдельно верхних и нижних опок а также для наложения одних на другие, в целях производства отливки и последующего при непрерывном их движении раскрывания, для опоражнивания.
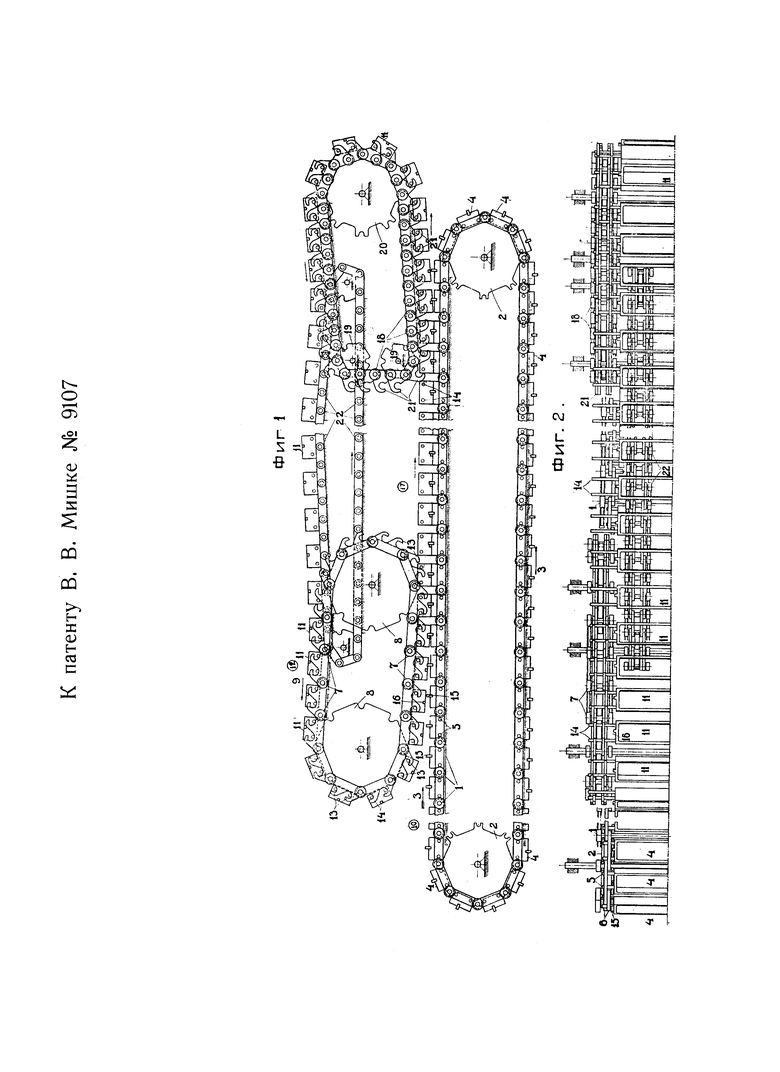
На чертеже фиг. 1 изображает боковой вид предлагаемого устройства: фиг. 2 - вид сверху.
В предлагаемом устройстве на перемещающемся па барабанах 2,2 бесконечном транспортере 1, на котором подвешены на концевых цапфах 5,5 нижние опоки 4, снабженные выступами 15, установлены на барабанах 8,8 - наклонный цепной транспортер 7 и на барабанах 19,19 и 20 - наклонный цепной транспортер 18, снабженные крючками 13,13 и соответственно 21,21 предназначенными для подвешивания верхних опок 11, имеющих выступы 16 на концевых цапфах 14,14. Между наклонными, транспортерами расположен передаточный транспортер 22.
В месте 10 предлагаемого устройства производится заформовка опок, которые перемещаются вправо по стрелке 3, где подвергаются осмотру, подправке, простановке стержней и т.д. Верхние опоки 11, находящиеся на наклонном транспортере 7, заформовываются в месте 12 устройства и двигаются по стрелке 9 влево, подвергаясь также осмотру и подправке; при переходе через левый барабан, 8, опоки подхватываются крючками 13 наклонного транспортера 7. Звенья наклонного транспортера 7 длиннее звеньев транспортера 1, но оба транспортера в одинаковое время пропускают одинаковое количество опок, так что линейная скорость наклонного транспортера 7 несколько больше скорости транспортера 1. Поэтому верхние опоки 11 у места сближения с нижними опоками 4 настигают их одновременно с опусканием, т.к. эта часть транспортера 7 расположена наклонно. Центрирование верхних и нижних опок достигается выступами 15 и 16, позволяющими использовать постепенное горизонтально-вертикальное сближение. Выступ 16 настигает выступ 15 еще до соприкосновения лицевых поверхностей опок 4 и 11; когда выступы сойдутся, верхняя опока 11 не сможет двигаться быстрее нижней 4 и, скользя назад по крючкам 13 своего транспортера 7, опустится одновременно на опоку 4 вертикальным относительным сближением. При достаточно малой разности скоростей транспортеров 7 и 1 достигается достаточно медленное сближение опок, чем и уменьшается толчок в момент их соприкосновения. Если необходимо иметь строго параллельное расположение поверхностей опок при их сближении (например, при высоких стержнях), то в каждом звене наклонного транспортера 7 делается один из крючков 13 настолько длиннее другого, что опока будет висеть горизонтально. При посадке верхней опоки на нижнюю продолжается наклонное движение транспортера 7 для полного отцепления крючков 13 от концевых цапф 14. Накрытые (собранные) опоки идут к месту 17 устройства, где производится их скрепление и заливка металлом. Двигаясь дальше, они остывают, раскрепляются и подходят под наклонный транспортер 18, идущий на барабанах 19 и 20 синхронно с транспортером 1, звенья которого имеют крючки 21, подхватывающие цапфы 14 верхних опок. Поднимаясь по наклонному пути нижней ветви транспортера 18, при помощи крючков 21, опоки 11 снимаются с опок 4 и, таким образом, происходит раскрывание их. Барабан 20 соответственно выдается вправо над концевым барабаном 2 нижнего транспортера и поэтому содержимое опок 11 свободно вываливается вниз: опорожненные опоки вдут наверх, огибая барабан 20. Транспортер 22 снимает опоки 11 с верхней ветви наклонного транспортера 18 путем подпирания их снизу и освобождения из-под крючков 21 движением вперед, более быстрым, чем движение транспортера 18, ведущим к тому, что опоки 11, перекладываемые с транспортера 22 на транспортер 7, вводятся своими цапфами 14 под крючки 13 и в таком виде идут опять к месту 12 формовки. Нижние опоки 4 возвращаются к месту формовки 10 по нижней ветви транспортера 1, предварительно обогнув правый барабан 2 и выбросив содержимое вниз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства литейных работ методом непрерывного потока | 1928 |
|
SU9105A1 |
| Транспортер для опок | 1926 |
|
SU4130A1 |
| Транспортер | 1926 |
|
SU5134A1 |
| Бесконечный транспортер | 1930 |
|
SU32992A1 |
| УСТРОЙСТВО ДЛЯ ОБМОЛОТА ЛЕГКОПОВРЕЖДЕННЫХ КУЛЬТУР НА ПРИМЕРЕ НУТА (ВАРИАНТЫ) | 2003 |
|
RU2245013C1 |
| Конвейерное формовочное устройство | 1933 |
|
SU40522A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ ЗЕЛЕНЫХ СТЕБЛЕЙ КЕНАФА | 1947 |
|
SU82353A1 |
| Транспортер для опок | 1928 |
|
SU9117A1 |
| Устройство для формовки и заливки литейных опок | 1928 |
|
SU14581A1 |
| Вертикально замкнутый литейный конвейер | 1940 |
|
SU62571A1 |
Устройство для производства литейных работ, состоящее из расположенных один над другим бесконечных транспортеров, служащих для перемещения заформованных отдельно верхних и нижних опок, для наложения одних на другие в целях производства отливки и последующего при непрерывном их движении раскрывания для опоражнивания, характеризующееся применением расположенных над нижним бесконечным транспортером 1, образованным нижними опоками, двух наклонных цепных транспортеров 7 и 18, звенья цепей коих снабжены крючками 13, 13 и соотв. 21, 21 - для подхватывания за концевые цапфы опок, первый из каковых транспортеров служит для подачи заформованных верхних опок к верхней ветви нижнего транспортера 1, в целях наложения их на нижние опоки, второй же транспортер 18 служит для снятия верхних опок с нижних у конца транспортера 1, для опоражнивания их и дальнейшей передачи верхних опок на цепной, расположенный между транспортерами 7 и 18, транспортер 22, для новой формовки и последующей передачи опок на транспортере 7.
