Изобретение относится к производству строительных материалов, а именно к способам отделки бетонных, силикатных и глиняных изделий, и может быть использовано как в заводских условиях, так и на строительных площадках .
Цель изобретения - увеличение адгезионной прочности покрытия и повышение производительности процесса.
На чертеже схематически представлен процесс обработки (сечение плоскостью, перпендикулярной оси электрической дуги).
Способ осуществляют следующим образом..
Поверхность 1 и нанесенный слой неэлектропроводного материала 2 толщиной t одновременно расплавляют электрической дугой 3, которую перемещают в направлении 4 параллельно поверхности 1. При этом образующийся расплав 5 включает в себя материал
полнение условия О, 5d Н.позволяет избежать шунтирования тока дуги поверхностным слоем изделия, так как если Н 0,5d, то тепловьщеление происходит практически только в изделии, а нанесенный слой остается нерасплавленным.
Пример. Поверхность плиты
to из бетона марки МЗОО покрывают крошкой из отходов стекольного производства (фракция 1-3 мм). Толщина слоя мм. Первоначально дугу ( А, В, ,5 см, мм) перемещают
15 по поверхности приставленной к изделию технологической пластины со скоростью 2 см/с, а затем после заглубления в стеклянную крьшку переводят дугу на изделие и начинают перемещать
20 ее возвратно-поступательно со скоростью 8 см/с на расстоянии мм от бетонной поверхности, так что в течение всего процесса обработки поддерживают дугу между поверхностью
слоя и изделия, которые затвердевают 25 изделия и верхней границей слоя нанеI совместно, образуя двухслойное деко- I ративно-защитное покрытие 6 и 7 на I изделии В. Дугу 3 с диаметром токо-.. j проводящего канала d поддерживают ; на таком расстоянии Н от поверхнос- ; ти 1 изделия 8,. что удовлетворяет соотношению 0,5 d Н сГ -d согласно предлагаемому способу. В результате . получают декоративно-защитное покры- I тие, связанное с изделием, I так как в ходе перемещения замкнуто- I гр объема расплава 5 вместе с дугой I 3 и последовательного затвердевания : расплава в направлении 4 реализуется I самосогласование коэффициентов тем- j пературного расширения материалов изделия и нанесенного слоя за счет частичного перемешивания их расплавов.
Поддержание расстояния Н и соответственно толщины слоя согласно изобретению дает возможность довести скорость перемещения дуги вдоль поверхности до см/с, т.е. обеспечить скорость обработки, сравнимую с той, которая принята при оплавлении бетонных изделий плазменной струей, что позволяет поднять производительность до 30 , не меняя энергетических параметров электрической дуги. Это достигается а результате исключения потерь мощности дуги за счет излучения в окружающее пространство. С другой стороны вы35
40
сенной стеклянной крошки. В результате совместного плавления поверхностного слоя бетона и стекломассы и их последующего совместного затверде- 30 вания получают гладкое декоративно- защитное покрытие светло-зеленого цвета. Адгезия к телу бетона составляет 13,5 кг/см . Производительность 24,5 MV4.
П р им е р 2. Декоративно-защитное покрытие получают на лицевой поверхности силикатного кирпича. При этом одновременно с перемещением ду- ги (параметры аналогичны примеру 1) ведут присыпку стеклянной крошки так, что дугу поддерживают между поверхностью кирпича и верхней границей насыпного слоя толщиной S 8 мм Расстояние от дуги до поверхности кирпича . мм, скорость перемещения см/с. Адгезия покрытия . к nor.;/ верхности кирпича 14,2 кг/см, производительность 30,6 или около 2800 шт/ч.
50 Ф о р м У..Л аизобретения
Способ получения защитно-декоративного покрытия на поверхности строительных изделий путем нанесения слоя стеклянной крошки и расплавления
55 электрической дугой при ее перемещении, отличающийся тем, что, с целью увеличения адгезионной прочности покрытия и повышения производительности процесса, при пере45
полнение условия О, 5d Н.позволяет избежать шунтирования тока дуги поверхностным слоем изделия, так как если Н 0,5d, то тепловьщеление происходит практически только в изделии, а нанесенный слой остается нерасплавленным.
Пример. Поверхность плиты
из бетона марки МЗОО покрывают крошкой из отходов стекольного производства (фракция 1-3 мм). Толщина слоя мм. Первоначально дугу ( А, В, ,5 см, мм) перемещают
по поверхности приставленной к изделию технологической пластины со скоростью 2 см/с, а затем после заглубления в стеклянную крьшку переводят дугу на изделие и начинают перемещать
ее возвратно-поступательно со скоростью 8 см/с на расстоянии мм от бетонной поверхности, так что в течение всего процесса обработки поддерживают дугу между поверхностью
изделия и верхней границей слоя нане35
0
сенной стеклянной крошки. В результате совместного плавления поверхностного слоя бетона и стекломассы и их последующего совместного затверде- 30 вания получают гладкое декоративно- защитное покрытие светло-зеленого цвета. Адгезия к телу бетона составляет 13,5 кг/см . Производительность 24,5 MV4.
П р им е р 2. Декоративно-защитное покрытие получают на лицевой поверхности силикатного кирпича. При этом одновременно с перемещением ду- ги (параметры аналогичны примеру 1) ведут присыпку стеклянной крошки так, что дугу поддерживают между поверхностью кирпича и верхней границей насыпного слоя толщиной S 8 мм Расстояние от дуги до поверхности кирпича . мм, скорость перемещения см/с. Адгезия покрытия . к nor.;/ верхности кирпича 14,2 кг/см, производительность 30,6 или около 2800 шт/ч.
0 Ф о р м У..Л аизобретения
Способ получения защитно-декоративного покрытия на поверхности строительных изделий путем нанесения слоя стеклянной крошки и расплавления
5 электрической дугой при ее перемещении, отличающийся тем, что, с целью увеличения адгезионной прочности покрытия и повышения производительности процесса, при пере5
(
1458242
мещении электрической дуги расстоя-где d - диаметр токопроводящего кание ее Н поддерживают согласно уело-нала электрической дуги;
- толщина слоя стеклянной
0,5d i К tf-d ,крошки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделки строительных изделий | 1980 |
|
SU963978A1 |
| ДЕКОРАТИВНАЯ ОБЛИЦОВОЧНАЯ ПЛИТКА И СМЕСЬ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355852C2 |
| СТЕНОВАЯ ПАНЕЛЬ С ЗАЩИТНО-ДЕКОРАТИВНОЙ ОТДЕЛКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2452827C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ ДЛЯ АКУСТИЧЕСКИХ ЭКРАНОВ, ШТУЧНЫХ ЗВУКОПОГЛОТИТЕЛЕЙ, ПЕРЕГОРОДОК | 2013 |
|
RU2550604C2 |
| Способ получения защитно-декоративного покрытия на строительных изделиях | 1990 |
|
SU1798969A1 |
| Способ отделки малоразмерныхСТРОиТЕльНыХ издЕлий | 1978 |
|
SU833902A1 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2065814C1 |
| Способ формирования фасадной легкой штукатурной системы | 2023 |
|
RU2814955C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ | 2013 |
|
RU2528802C1 |
| ФАКТУРНАЯ ДЕКОРАТИВНАЯ КОМПОЗИЦИЯ | 2022 |
|
RU2799227C1 |
Изобретение относится к способам получения защитно-декоративных покрытий на поверхности строительных изделий. Цель изобретения - увеличение адгезионной прочности покрытия и по- вышение.производительности процесса. : На строительное изделие наносят слой стеклянной крошки и расплавляют электрической дугой при ее перемещении, при этом расстояние дуги от поверхности изделия. Н поддерживают согласно условию 0,5d H.cf-d, где d - диаметр токопроводящего канала электрической дуги; - толщина слоя стеклянной крошки. Адгезионная прочность покрытия составляет 10-15 кг/см , . производительность процесса J - 25 м /г. 1 ил. (Л ел эо со i ю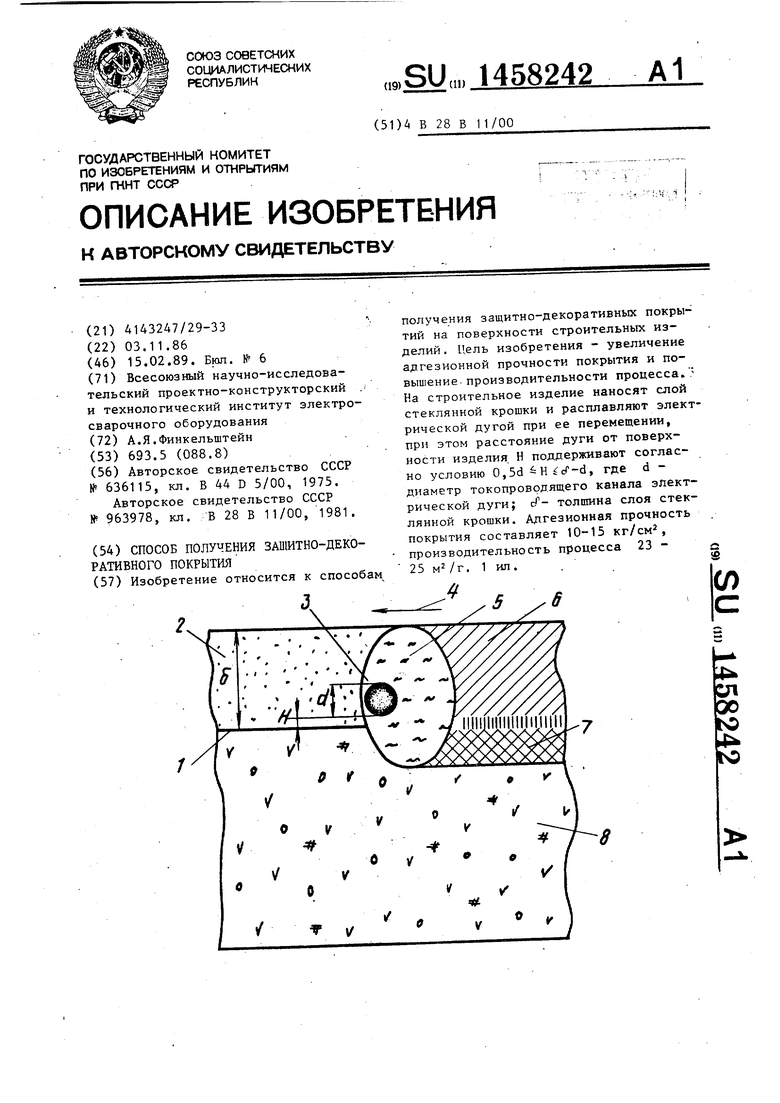
| Способ отделки облицовочных изделий | 1975 |
|
SU636115A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Способ отделки строительных изделий | 1980 |
|
SU963978A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
