Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, и может быть использован при футеровке катода электролизеров для получения алюминия.
Цель изобретения - повьш1ение срока службы электролизера и качества получаемого металла.
Пример. Были смонтированы 10 опытных электролизеров с двухслойным заполнением межблочных швов катодной футеровки. Нижний слой выполнен из уплотненного глинозема марки ГК плотностью 1,45-1535 г/смЗ, что составляет 0,37-0,39 от истинной плотности, и высотой 250 мм, в ерхние 150 мм межблочных швов набивались стандартной антрацитовой подовой массой. Для этих 10 опытных электролизеров выбраны 10 свидетелей-электролизеров, пущенных на электролиз одновременно с опытными и смонтированными
по известной технологии, т.е. швы полностью набиты антрацитовой подовой массой.
После пуска всех электролизеров бьш-а проведена проверка наличия про-- теков расплавленного алюминия через блюмсовые отверстия на опытных электролизерах и свидетелях. Проверка показала, что ни на одном из опытных электролизеров протеков металла не обнаружено, в то время как на 9 электролизерах-свидетелях обнаружен протёк металла, притом на одном из них в больших размерах (более 1 т).
Это говорит о том, что слой из уплотненного глинозема марки ГК служит надежной защитой от проникновения жидкого А1 под угольную футеровку катода. Среднее содержание ос- новных примесей Fe и А1 в алюминий- сырце на опытных ваннах 0,06% Fe, 0,10% Si, а в электролизерах-свидетелях 0,08% Fe и 0,13% Si.
(Л
{ ел
00
со ел
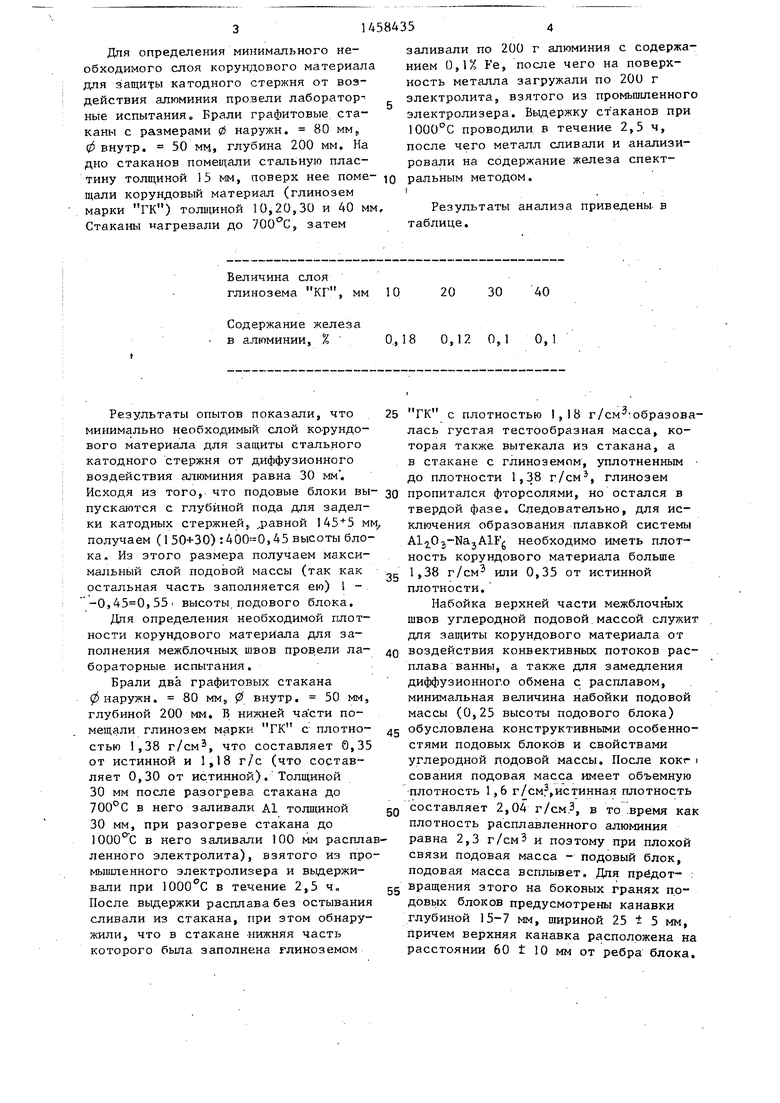
Для определения минимального необходимого слоя корундового материала для защиты катодного стержня от воздействия алюминия провели лаборатор ные испытания. Брали графитовые стаканы с размерами 0 наружн. 80 мм ф внутр. 50 мн, глубина 200 мм. На
заливали по 200 г алюминия с содер нием 0,1% Fe, после чего на поверх ность металла загружали по 200 г электролита, взятого из промьшшен электролизера. Выдержку ст аканов п проводили в течение 2,5 ч, после чего металл сливали и анали ровали на содержание железа спект
дно стаканов помещали стальную плас-
тину толщиной 15 мм, поверх нее поме- юральным методом.
щали корундовый материал (глинозем .
марки ГК) толщиной 10,20,30 и АО мм. Результаты анализа приведены, в
Стаканы нагревали до , затемтаблице.
заливали по 200 г алюминия с содержанием 0,1% Fe, после чего на поверхность металла загружали по 200 г электролита, взятого из промьшшенного электролизера. Выдержку ст аканов при проводили в течение 2,5 ч, после чего металл сливали и анализировали на содержание железа спект
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2088696C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2155823C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2095485C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| Способ монтажа катодной футеровки электролизера для получения алюминия | 1986 |
|
SU1397544A1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2085619C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
Изобретение относится к области электролитического получения алюминия, а именно к монтажу электролизеров. Цель изобретения - повышение срока службы электролизера и качества получаемого металла. Заполнение межблочного шва слоями по высоте,- а именно нижнего слоя корундовым материалом, верхнего подовой массой, позволяет увеличить в 1,5-2 раза срок службы электролизера. 1 табл.
Величина слоя глинозема КГ, мм 10
Содержание железа
в алюминии, % 0., 18 0,12 0,1 0,1
35
40
Результаты опытов показали, что 25 инимально необходимый слой ко-рундо- ого материала для защиты стального катодного стержня от диффузионного воздействия алюминия равна 30 мм . сходя из того, что подовые блоки вы- зо ускаются с глубиной пода для заделки катодных стержней, равной мм получаем (1 50+30) : ,45 высоты блока. Из этого размера получаем максимальный слой подовой массы (так как остальная часть заполняется ею) 1 - -0,,55 высоты.подового блока.
Для опреде-пения необходимой плотности корундового материала для заполнения межблочных швов пров.ели лабораторные испытания.
Брали два графитовых стакана 0 наружн. 80 мм 0 внутр. 50 мм, глубиной 200 мм. В нижней части помещали глинозем марки ГК с плотностью 1,38 г/см, что составляет 0,35 от истинной и 1,18 г/с (что составляет 0,30 от истинной). Толщиной 30 мм после разогрева стакана до в него заливали А1 толпщной 30 мм, при разогреве стакана до 1000° С в него заливали 100 мм расплавленного электролита), взятого из промьшшенного электролизера и вьщержи- вапи при в течение 2,5 ч„ gg После выдержки расплава без остывания сливали из стакана, при этом обнаружили, что в стакане -нижняя часть которого была заполнена глиноземом
45
50
20
30
40
5
0
5 о
g
5
0
ГК с плотностью ,18 г/см :образова- лась густая тестообразная масса, которая также вытекала из стакана, а в стакане с глиноземам, уплотненным до плотности 1,38 г/см, глинозем пропитался фторсолями, но остался в твердой фазе. Следовательно, для исключения образования плавкой системы Al Oj-NajAlF необходимо иметь плотность корундового материала больше 1,38 г/см или 0,35 от истинной плотности.
Набойка верхней части межблочных швов углеродной подовой.массой служит для защиты корундового материала от воздействия конвективных потоков расплава ванны, а также для замедления диффузионного обмена с расплавом, минимальная величина набойки подовой массы (0,25 высоты подового блока) обусловлена конструктивньми особенностями подовых блоков и свойствами углеродной подовой массы. После кокг i сования подовая масса имеет объемную плотность 1,6 г/см,истинная плотность составляет 2,04 г/см.З, в то .время как плотность расплавленного алюминия равна 2,3 г/см5 и поэтому при плохой связи подовая масса - подовый блок, лодовая масса всплывет. Для предотвращения этого на боковых гранях п.о- довых блоков предусмотрены канавки глубиной 15-7 мм, шириной 25 ± 5 мм, причем верхняя канавка расположена на расстоянии 60 t 10 мм от ребра блока.
Изобретение позволяет увеличить срок службы электролизеров в 1,5-2 раза и улучшить сортность получаемог металла за счет исключения проникновения расплавленного алюминия к стальным катодным стержням и под угольную футеровку.
Кроме того, улучшаются условия труда, так как нижняя часть межблочных швов (0,45-0,75 высоты блока) . заполняется корундовым материалом,, который является инертным веществом не оказывает на организм человека вредного влияния, в то время как при .набойке,швов угольной массой в атмосферу выделяются различные углеводороды, являющиеся канцерогенными веществами.
Формула изобретения
Способ футеровки катода .электролизера для получения алюминия, включающий установку угольных подовых блоков с последующим заполнением межблочных швов подовой массой, отличающийся тем, что, с целью повышения срока службы электролизера и качества получаемого металла, нижнюю часть межблочных швов на высоту 0,45-0,75 высоты подового блока заполняют корундовым материалом с плотное- тью 0,35-1,0 от истинной.
| Производство алюминия | |||
| Спра воч- ник металлурга по цветным металлам | |||
| М.: Металлургия, 197I, с | |||
| Русская печь | 1919 |
|
SU240A1 |
| Подина алюминиевого электролизера | 1979 |
|
SU857303A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
