Изобретение относится к области высокоэнергетической обработки металлов давлением, а именно к способам упрочнения плоских деталей энергией взрыва.
Цель изобретения - повышение производительности обработки за счет установки бандажа из метаемой пластины.
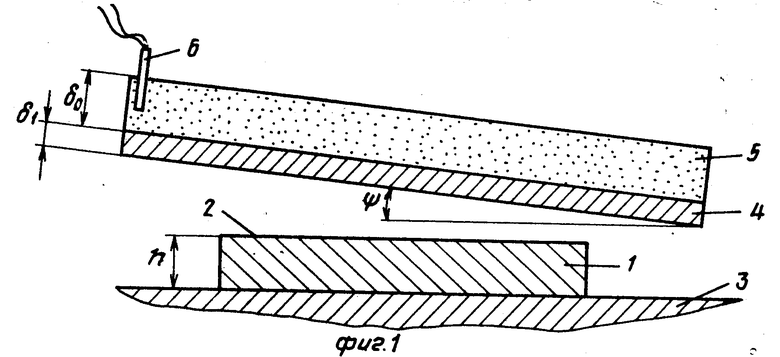
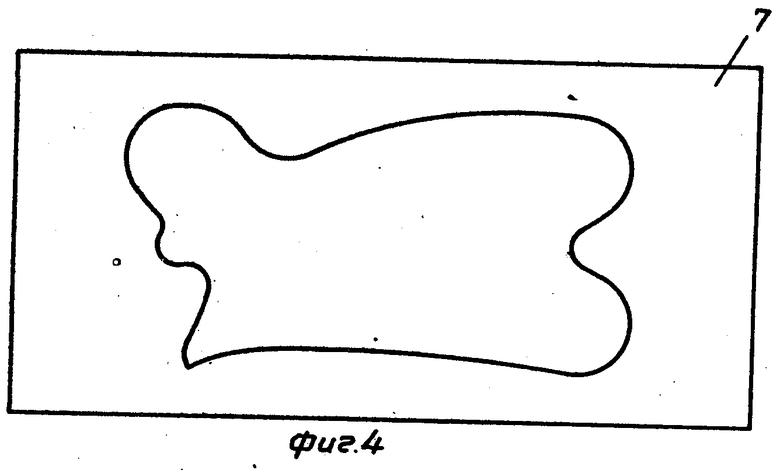
На фиг.1 изображена схема процесса перед детонацией взрывчатого вещества; на фиг.2 - схема осуществления способа в период разгона пластины; на фиг.3 - процесс соударения метаемой пластины и вырубки по периметру урочняемой детали; на фиг.4 - вид в плане вырубленной части метаемой пластины.
Способ упрочнения плоских деталей осуществляется следующим образом.
Обрабатываемую деталь 1 с упрочняемой поверхностью 2 устанавливают на опору - основание 3. Метаемую пластину 4 размещают над упрочняемой поверхностью 2 под углом Ψс зазором и нависанием. На метаемую пластину наносят заряд взрывчатого вещества 5 с толщиной слоя δо, после чего в заряд устанавливают детонатор 6. Обрабатываемая деталь 1 имеет толщину h, метаемая пластина 4 - толщину δ1. Метаемая пластина 4 изготавливается из материала, имеющего предел прочности, меньший предела прочности материала обрабатываемой детали 1. Величина нависания метаемой пластины 4 над упрочняемой поверхностью 2 должна превышать толщину заряда взрывчатого вещества 5.
После подрыва заряда взрывчатого вещества 5 метаемая пластина разворачивается под действием продуктов детонации на угол βи разгоняется до скорости Vo. Давление g продуктов детонации обеспечивает плоское соударение, происходящее при β=Ψ, при ином соотношении углов βи Ψпроисходит косое соударение.
В процессе соударения происходит упрочнение поверхности 2 детали 1 с одновременной вырубкой бандажа 7. Бандаж 7 усиливает боковую поверхность обрабатываемой детали 1, поглощая избыточную часть энергии, влияющую на откол упрочняемой детали. Способ упрочнения плоских деталей осуществляется в камере для взрывной обработки металлов.
П р и м е р. В экспериментах использовались предназначенные для упрочнения плитки из стали 55Х4Г18 размером 100˙80˙ 5 мм. На упрочняемые плитки, размещенные на стальном основании в камере для взрывной обработки, метались пластинки из меди М1 и алюминиевого сплава АМг2 толщиной 4 мм.
Предел прочности материала метаемых пластин меньше предела прочности материала обрабатываемой детали.
Часть метаемых пластин имела линейные размеры, одинаковые с размерами упрочняемых плиток, а другая часть пластин имела площадь, обеспечивающую нависание над упрочняемой поверхностью детали по периметру большее или равное высоте заряда δо. Высота зарядов взрывчатого вещества аммонита 6ЖВ и гексогена составляла 20 мм.
Метаемые пластины устанавливали над упрочняемыми плитками под углом, обеспечивающим плоский удар по всей поверхности упрочняемой плиты одновременно.
В результате осуществления способа установлено, что плитки разрушались при нагружении без нависания метаемой пластины над упрочняемой поверхностью и оставались целыми при нагружении с нависанием метаемой пластины над упрочняемой поверхностью. Это объясняется тем, что в первом случае упрочняемая плитка нагружалась без матрицы и взаимодействие отраженных от боковых свободных поверхностей волн разрежения привело к разрушению. Во втором случае вырубленная по периметру упрочняемая плитки часть метаемой пластины сыграла роль бандажа, т.е. приняла на себя часть энергии волн разрежения, и это позволило сохранить образцы без разрушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ТИТАНОСТАЛЬНЫХ ЗАГОТОВОК | 2002 |
|
RU2211125C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| Способ сварки взрывом титана с алюминиево-магниевым сплавом | 2021 |
|
RU2767327C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2343056C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2373036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |

Изобретение относится к области высокоэнергетической обработки материалов, в частности к способам упрочнения взрывом. Цель - повышение производительности обработки за счет установки бандажа из метаемой пластины. При упрочнении поверхности (П) 2 детали (Д) 1 энергией взрыва используется метаемая пластина (МП) 4, выполненная из материала, имеющего предел прочности, меньший предел прочности упрочняемой Д 1. Толщина МП 4 выбирается меньшей толщины Д 1, величина нависания МП 4 над П 2 детали 1 превышает толщину используемого для упрочнения заряда взрывчатого вещества. Это позволяет в процессе упрочнения обеспечить одновременную вырубку бандажа 7. Вырубленный по периметру П 2 бандаж 7 принимает на себя часть энергии волн разряжения, что позволяет сохранить без разрушения Д 1. 4 ил.
СПОСОБ УПРОЧНЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ энергией взрыва, заключающийся в установке по боковой поверхности упрочняемой детали бандажа, размещении с зазором и нависанием над упрочняемой поверхностью детали метаемой пластины с зарядом взрывчатого вещества и его последующей детонации, отличающийся тем, что, с целью повышения производительности за счет установки бандажа из метаемой пластины, последнюю изготавливают из материала с пределом прочности, меньшим предела прочности материала упрочняемой детали, толщиной, меньшей толщины упрочняемой детали, и величиной нависания, превышающей толщину заряда взрывчатого вещества.
| Степанов В.Г., Шавров И.А | |||
| Высокоэнергетические импульсные методы обработки металлов | |||
| Л.: Машиностроение, 1975, с.97-98, рис.56. |
