Изобретение относится к технологии получения биметаллических титаностальных заготовок сваркой взрывом (СВ) и может быть использовано при изготовлении деталей машин и элементов конструкций, работающих при знакопеременных нагрузках, например переходников.
Известен способ получения плоских биметаллических заготовок, предусматривающий сварку взрывом с применением взрывчатого вещества (ВВ), имеющего скорость детонации на 120% меньше скорости звука в соединяемых металлах и параллельное расположение соединяемых пластин (Пат. 3137937 США, МКИ3 В 23 К 29/00).
Недостатками данного способа являются различие свойств по сечению, наличие непроваров по периметру заготовки, низкие значения предела выносливости композиционного материала вследствие упрочнения слоев околошовной зоны и исчерпания запаса пластичности.
Наиболее близким по техническому уровню и достигаемому результату является способ получения плоских биметаллических заготовок сваркой взрывом, при котором исходные свариваемые пластины размещают параллельно друг другу с расчетным зазором, на метаемой пластине располагают заряд ВВ, причем используют нависание метаемой пластины и заряда ВВ по периметру неподвижной пластины (Крупин А.В., Соловьев В.Я., Попов Г.С., Кръстев М.Р. Обработка металлов взрывом. М.: Металлургия, 1991, с. 170, рис.2.78б).
Данный способ позволяет получить плоские биметаллические заготовки при удовлетворительном качестве сварки, устраняет непровары по периметру заготовки.
Недостатком данного способа является низкий предел выносливости в связи с наличием зоны механического упрочнения сваренных металлов на границе соединения. В результате прохождения ударной волны по свариваемым материалам в зоне их контакта происходит интенсивная пластическая деформация, приводящая в свою очередь к образованию соединения. При этом в 2-3 раза повышаются твердость и прочность продеформированных слоев, снижается их пластичность. При работе в условиях знакопеременных нагрузок их низкая пластичность приводит к образованию трещин на границе соединения и разрушению материала.
В связи с этим важной задачей является разработка способа получения плоских биметаллических титаностальных заготовок по новой технологической схеме с повышенными значениями предела выносливости, включающей получение сваркой взрывом криволинейной биметаллической заготовки с последующим пластическим деформированием ее в плоскую. При пластическом деформировании происходит изменение напряженно-деформированного состояния в зоне соединения сваренных материалов с формированием дислокационной структуры с меньшим уровнем свободной энергии, что обеспечивает повышение пластичности металлов в околошовной зоне и увеличивает надежность биметалла.
Техническим результатом заявленного способа является повышение предела выносливости биметалла при правке криволинейной заготовки, полученной сваркой взрывом, за счет ее деформации. Радиус полученной сваркой взрывом криволинейной заготовки должен обеспечить после ее пластического деформирования в плоскую 3-7% остаточной деформации. При этом происходит повышение пластичности упрочненных зон биметалла, что, в свою очередь, приводит к повышению предела выносливости заготовок, предназначенных для изготовления изделий, работающих длительное время в условиях знакопеременных нагрузок.
Указанный технический результат достигается тем, что в предлагаемом способе получения плоских биметаллических титаностальных заготовок сваркой взрывом, при котором неподвижную пластину устанавливают на жестком основании, с зазором относительно нее располагают метаемую пластину, на которой размещают заряд ВВ, причем метаемую пластину и заряд ВВ выполняют с нависанием по периметру неподвижной пластины, инициируют заряд ВВ, рабочую поверхность жесткого основания выполняют вогнутой в виде части цилиндра, с осью симметрии, параллельной направлению детонации с радиусом кривизны
где h1 - толщина метаемой пластины, h2 - толщина биметаллической заготовки, получают криволинейную заготовку с радиусом, равным радиусу кривизны жесткого основания, которую затем подвергают пластическому деформированию до получения плоской заготовки.
Новый способ получения композиционного материала имеет существенные отличия от прототипа как по совокупности технологических приемов, так и по расширению возможности использования биметаллических титаностальных заготовок для изготовления изделий, работающих при знакопеременных нагрузках, где требуются высокие значения предела выносливости. Предложена качественно новая технология получения плоской биметаллической заготовки путем изготовления сваркой взрывом первоначально криволинейной заготовки, радиус кривизны которой обеспечивается использованием при получении заготовки сваркой взрывом жесткого основания с рабочей вогнутой поверхностью. Пластическое деформирование криволинейной заготовки приводит к сдвиговой деформации, в ходе которой осуществляется перемещение дислокации, плотность которых после сварки взрывом в зоне соединения высока. В результате взаимодействия дислокаций при степенях деформации 3-7% происходит их аннигиляция, приводящая к снижению прочностных характеристик, повышению пластичности и предела выносливости титаностальной композиции.
Получение криволинейной заготовки сваркой взрывом обеспечивается использованием жесткого основания, рабочая поверхность которого выполняется вогнутой в виде части цилиндра, на котором устанавливается неподвижная пластина. Радиус кривизны основания и, соответственно, полученной сваркой взрывом криволинейной заготовки рассчитывается по формуле:
где h1 - толщина метаемой пластины, h2 - толщина биметаллической заготовки. Этот радиус обеспечивает при пластическом деформировании (правке) криволинейной заготовки величину остаточной деформации в зоне соединения сваренных пластин 3-7%, которая приводит к разупрочнению слоев сваренных материалов, прилегающих к зоне соединения, существенно повышает пластичность и предел выносливости.
Установка неподвижной пластины на основание с радиусом кривизны более  не обеспечивает при правке полученной СВ криволинейной заготовки уровень остаточной деформации в зоне соединения сваренных пластин 3%, при котором происходит уменьшение плотности дислокации, разупрочнение, повышение пластичности, надежности и предела выносливости материала.
не обеспечивает при правке полученной СВ криволинейной заготовки уровень остаточной деформации в зоне соединения сваренных пластин 3%, при котором происходит уменьшение плотности дислокации, разупрочнение, повышение пластичности, надежности и предела выносливости материала.
Установка неподвижной пластины на основание с радиусом кривизны менее  приводит при последующей правке криволинейной заготовки в плоскую к величине пластической деформации в зоне соединения сваренных пластин более 7%, при которой происходит формирование новых дислокационных структур, увеличение плотности дислокации вследствие работы источников Франка-Рида, повышение твердости и уменьшение предела выносливости.
приводит при последующей правке криволинейной заготовки в плоскую к величине пластической деформации в зоне соединения сваренных пластин более 7%, при которой происходит формирование новых дислокационных структур, увеличение плотности дислокации вследствие работы источников Франка-Рида, повышение твердости и уменьшение предела выносливости.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного решения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков решения, позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения, следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует требованию "Изобретательский уровень".
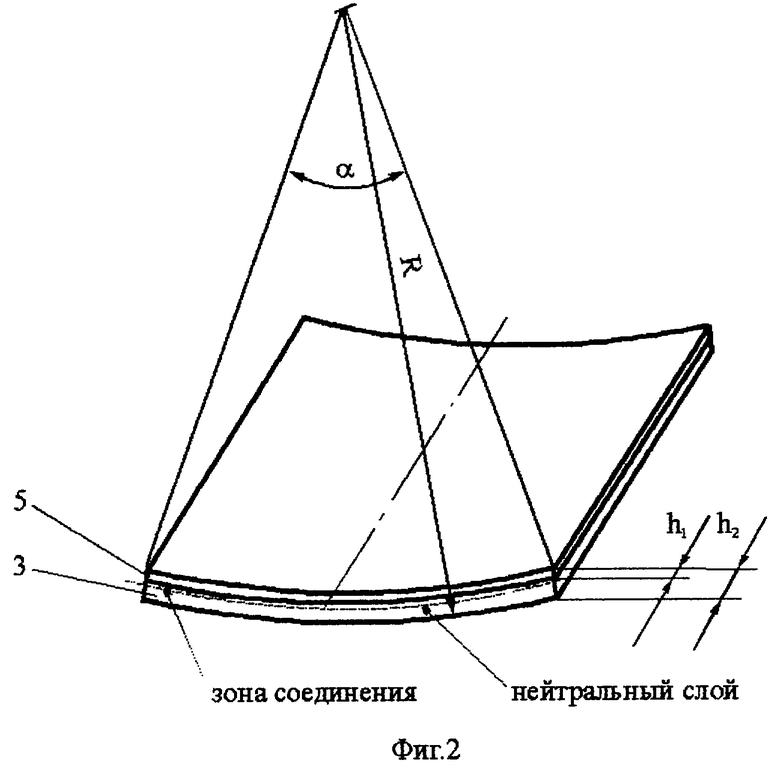
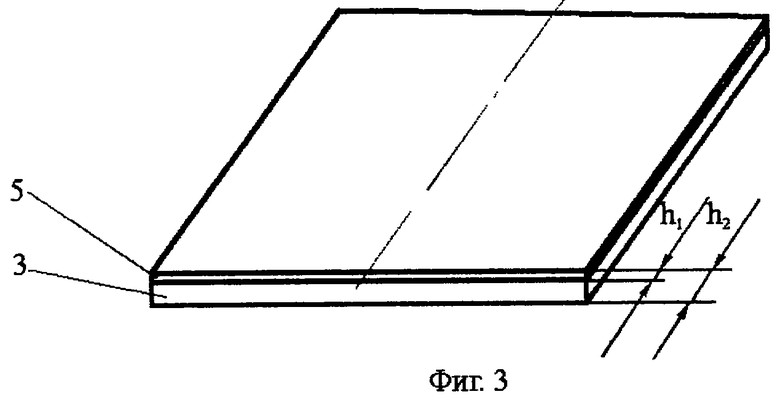
Сущность изобретения пояснена чертежами, где на фиг.1 показана схема сварки взрывом криволинейной титаностальной заготовки, на фиг.2 - схема криволинейной титаностальной заготовки, полученной сваркой взрывом, на фиг.3 - схема плоской тиганостальной заготовки после сварки взрывом и пластического деформирования.
Предлагаемый способ получения плоских биметаллических титаностальных заготовок осуществляется в следующей последовательности (фиг.1). На подготовленный земляной грунт 1 горизонтально устанавливают жесткое стальное основание 2, рабочая поверхность которого выполнена вогнутой в виде части цилиндра, с осью симметрии, параллельной направлению детонации с радиусом кривизны
где h1 - толщина метаемой пластины, h2 - толщина биметаллической заготовки. На основание 2 устанавливают неподвижную пластину 3 из стали 12Х18Н10Т и над ней с расчетным зазором h, который обеспечивается фиксаторами 4, метаемую пластину 5 из титана ВТ1-0. На метаемой пластине из титана размещают заряд взрывчатого вещества 6. Причем пластина из титана, являющаяся метаемой 5, и размещенный на ней заряд ВВ 6 имеют большие размеры по отношению к неподвижной пластине 3 (не менее двух высот заряда ВВ), т.е. выполняются с нависанием. Устанавливают электродетонатор 7 и инициируют заряд ВВ. Направление детонации D соответствует оси симметрии вогнутой поверхности основания 2. Получают биметаллическую титаностальную заготовку (фиг.2) с радиусом кривизны R, равным радиусу кривизны основания. Устранение кривизны при последующем пластическом деформировании криволинейной заготовки с заданным радиусом R в плоскую (фиг.3) обеспечивает остаточную деформацию в зоне свариваемых пластин 3-7%, что повышает предел выносливости биметалла по сравнению с состоянием после сварки взрывом.
Расчет радиуса кривизны рабочей поверхности жесткого основания проводят согласно фиг.2. Длина нейтрального слоя в криволинейной заготовке  Длина границы соединения (R-h2+h1)•α. После пластической деформации в плоскость длина нейтрального слоя не изменяется, а длина границы соединения становится равной длине нейтрали. Величина остаточной деформации ε равна:
Длина границы соединения (R-h2+h1)•α. После пластической деформации в плоскость длина нейтрального слоя не изменяется, а длина границы соединения становится равной длине нейтрали. Величина остаточной деформации ε равна:
Проводя сокращения, получаем:
Отсюда:
При величинах остаточной деформации ε=0,03-0,07 или 3-7%, получаем:
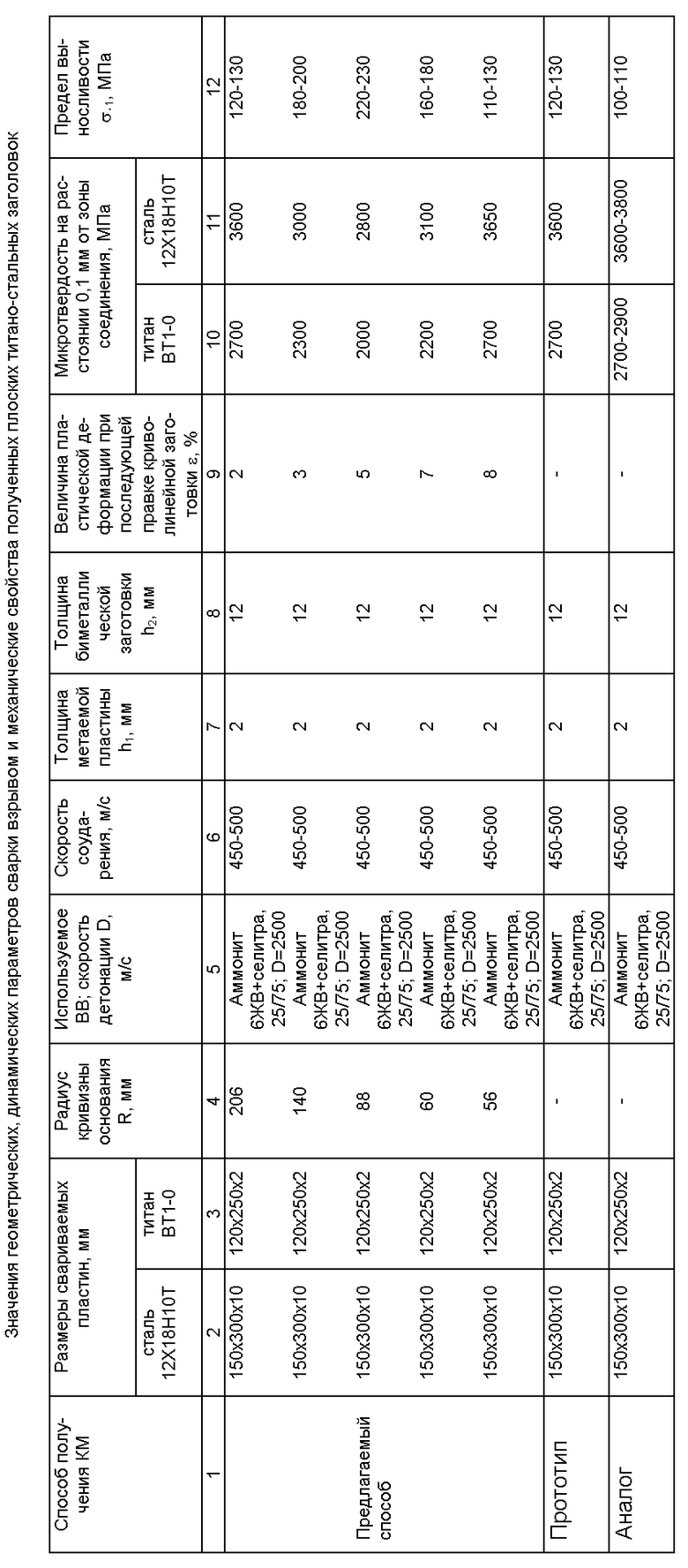
В таблице 1 приведены значения геометрических, динамических параметров СВ и механические свойства полученных плоских титаностальных заготовок.
Пример 1.
На земляной грунт горизонтально устанавливают жесткое стальное основание, рабочая поверхность которого выполнена вогнутой в виде части цилиндра с радиусом кривизны  На основание устанавливают неподвижную пластину из стали 12Х18Н10Т размерами 120х250х10 мм и параллельно ей метаемую пластину из титана ВТ1-0 размерами 150х300х2 мм с расчетным зазором 2 мм. На метаемой пластине из титана устанавливают контейнер высотой Н=35 мм, полость которого заполняют взрывчатым веществом аммонит 6ЖВ+селитра в соотношении 25: 75, со скоростью детонации D=2500 м/с. В контейнер, заполненный взрывчатым веществом, устанавливают электродетонатор и инициируют заряд ВВ. Полученную биметаллическую титаностальную криволинейную заготовку с радиусом кривизны 88 мм подвергают пластической деформации в плоскую на листоправильной трехвалковой машине ИА2220А, при этом величина остаточной пластической деформации в зоне соединения сваренных пластин составит 5%. Предел выносливости определяли на образцах с рабочим сечением 5х5 мм на растяжение-сжатие по симметричному циклу. Испытания проводились на резонансной машине МУРС-500. База испытаний - 107 циклов. Предел выносливости σ·1 = 220-230 МПа.
На основание устанавливают неподвижную пластину из стали 12Х18Н10Т размерами 120х250х10 мм и параллельно ей метаемую пластину из титана ВТ1-0 размерами 150х300х2 мм с расчетным зазором 2 мм. На метаемой пластине из титана устанавливают контейнер высотой Н=35 мм, полость которого заполняют взрывчатым веществом аммонит 6ЖВ+селитра в соотношении 25: 75, со скоростью детонации D=2500 м/с. В контейнер, заполненный взрывчатым веществом, устанавливают электродетонатор и инициируют заряд ВВ. Полученную биметаллическую титаностальную криволинейную заготовку с радиусом кривизны 88 мм подвергают пластической деформации в плоскую на листоправильной трехвалковой машине ИА2220А, при этом величина остаточной пластической деформации в зоне соединения сваренных пластин составит 5%. Предел выносливости определяли на образцах с рабочим сечением 5х5 мм на растяжение-сжатие по симметричному циклу. Испытания проводились на резонансной машине МУРС-500. База испытаний - 107 циклов. Предел выносливости σ·1 = 220-230 МПа.
Пример 2.
Сварку биметаллической заготовки титан ВТ1-0 - сталь 12Х18Н10Т осуществляют аналогично примеру 1. Основание, на котором располагают неподвижную пластину, имеет радиус
т. е. R= 140 мм. Последующая правка сваренной взрывом криволинейной титаностальной заготовки обеспечивает степень остаточной пластической деформации в зоне соединения сваренных пластин 3%. Предел выносливости полученного материала σ·1 = 180-200 МПа.
Пример 3.
Получение биметаллической заготовки титан ВТ1-0 - сталь 12Х18Н10Т проводят аналогично примеру 1. Основание, на котором располагают неподвижную пластину, имеет радиус
т. е. R=60 мм. Для получения плоской заготовки из криволинейной осуществляют правку, при которой степень остаточной пластической деформации в зоне соединения сваренных пластин составляет 7%. Предел выносливости плоской заготовки σ·1 = 160-180 МПа.
Запредельные значения геометрических параметров и механические свойства полученных плоских биметаллических заготовок приведены в таблице 1.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий:
- способ получения плоских биметаллических титаностальных заготовок впервые обеспечивает существенное повышение предела выносливости материала на 60-120%, что позволяет расширить номенклатуру изделий и применять предложенный способ для изготовления деталей машин и конструкций, работающих в условиях знакопеременных динамических нагрузок;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных технологических операций, условий и режимов его реализации;
- способ получения КМ, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата. Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2017 |
|
RU2673595C1 |
| Способ сварки взрывом титана с алюминиево-магниевым сплавом | 2021 |
|
RU2767327C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116176C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2311274C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 1998 |
|
RU2131799C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425739C1 |
| Способ получения жаростойкого покрытия на стали | 2019 |
|
RU2725507C1 |
Изобретение может быть использовано при получении сваркой взрывом биметаллических заготовок для деталей машин и элементов конструкций, работающих при знакопеременных нагрузках. Неподвижную пластину устанавливают на жестком основании. С зазором относительно нее и с нависанием по периметру неподвижной пластины располагают метаемую пластину. Размещают на ней заряд взрывчатого вещества (ВВ) и инициируют его. При этом рабочую поверхность жесткого основания выполняют вогнутой в виде части цилиндра с осью симметрии, параллельной направлению детонации. Получают криволинейную заготовку радиусом, равным радиусу кривизны жесткого основания, и подвергают ее пластическому деформированию до получения плоской заготовки. Изобретение позволяет получить плоские заготовки с повышенными значениями предела выносливости за счет изменения напряженно-деформированного состояния в зоне соединения сваренных материалов при пластическом деформировании криволинейной заготовки. 3 ил., 1 табл.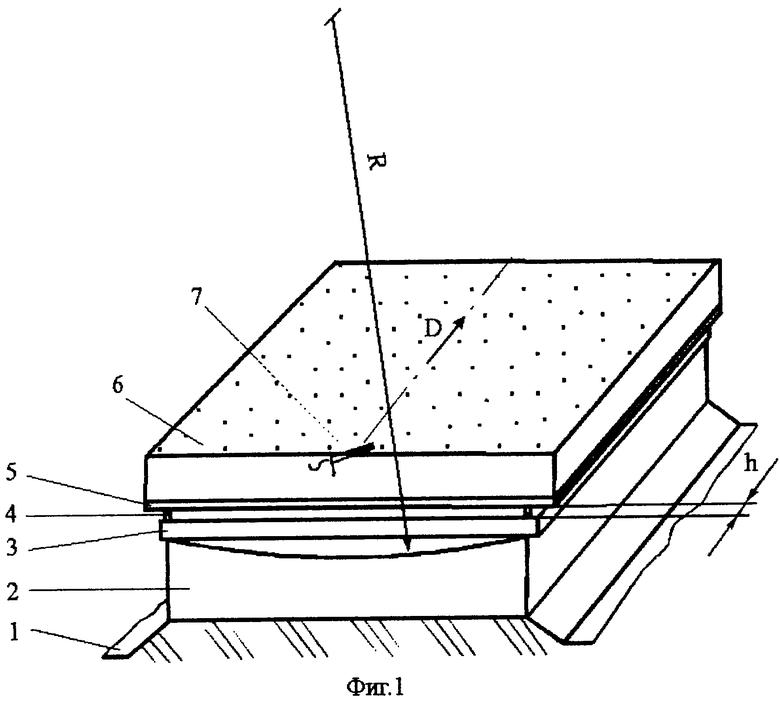
Способ получения плоских биметаллических титаностальных заготовок сваркой взрывом, при котором неподвижную пластину устанавливают на жестком основании, с зазором относительно нее располагают метаемую пластину, на которой размещают заряд взрывчатого вещества (ВВ), причем метаемую пластину и заряд ВВ располагают с нависанием по периметру неподвижной пластины, и инициируют заряд ВВ, отличающийся тем, что рабочую поверхность жесткого основания выполняют вогнутой в виде части цилиндра с осью симметрии, параллельной направлению детонации, с радиусом кривизны
где h1 - толщина метаемой пластины;
h2 - толщина биметаллической заготовки,
получают криволинейную заготовку радиусом, равным радиусу кривизны жесткого основания, которую затем подвергают пластическому деформированию до получения плоской заготовки.
| КРУПИН А.В | |||
| и др | |||
| Обработка металлов взрывом | |||
| - М.: Металлургия, 1991, с.170, рис.2.78б | |||
| SU 1503185 A1, 27.05.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| US 3137937, 23.06.1964 | |||
| US 4391403, 05.07.1983. | |||

