Известен универсальный вынрямитель, выполненный на полупроводниковых вентилях с трехфазным понижающим трансформатором, в каждую фазу которого включена обмотка переменного тока дросселя с подмагничиванием, выполненная из двух секций, включаемых релейно-контакторной схемой или последовательно при ручной сварке неплавящимся электродом, или параллельно при автоматической сварке плавящимся электродом в среде защитного газа (авт. св. № 130134 на имя Б. А. Дьячкова и др.).
Не представляет новизны и схема параллельного включения вентилей в выпрямительном блоке для питания дуговой сварки (авт. ев А 126967 на имя Г. М. Каспржак).
Отличительной особенностью предложенного выпрямителя является применение дополнительных регулируемых дросселей, включенных в плюсовые цепи второго и последующих выпрямительных блоков, с целью обеспечения требуемой скорости нарастания тока короткого замыкания для каждого сварочного поста, позволяющее более рационально использовать мощность выпрямителя при питании от него двух и более сварочных постов.
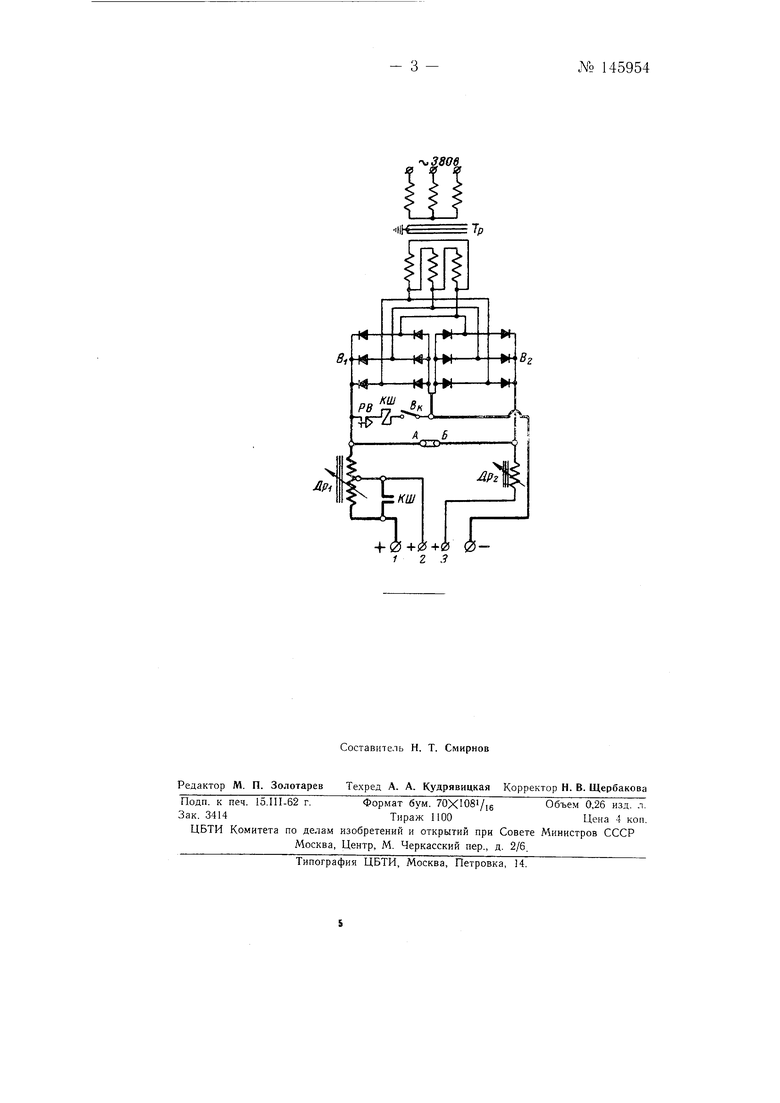
На чертеже изображена принципиальная электрическая схема выпрямителя.
Выпрямитель состоит из понижающего трехфазного трансформатора Тр, выпрямительного блока, состоящего из двух одинаковых частей S, и Вг, собранных по двухполупериодной трехфазной схеме, двух регулируемых индуктивных катущек Др, и Дра и электросхемы, обеспечивающей блокировку большей части индуктивной катущки Дрь
Трансформатор выпрямителя со ступенчатым или плавным регулированием напряжения холостого хода в пределах 18-45 в выполнен максимально жестким. Обе части выпрямительного блока Si и BZ рассчитаны на ток 200-250 а и включены параллельно
,. 145954- 2 Регулируемые индуктивные катушки не одинаковы по параметрам. Одна катушка Др1 рассчитана на ток 400-500 а. Параметры ее подобраны таким образом, что она обеспечивает получение скоростей нарастания тока короткого замыкания в цепи от 100 до 150 ка/сек и от 8 до 25 ка/сек. Вторая регулируемая индуктивная катушка Дрз рассчитана на ток 200-250 а. Параметры ее подобраны таким образом, что она обеспечивает получение скоростей нарастания тока короткого замыкания в цепи от 100 до 150 ка/сек.
Питание одного поста при сварке в углекислом газе толстой проволокой берется от зажимов «минус и «плюс (зажимы А и Б должны быть соединены). При этом индуктивная катушка Mpi включена в цепь выпрямленного тока обеих частей выпрямительного блока Si и 2 таким образом, что обеспечивает при сварке скорости нарастания тока короткого замыкания в пределах 8-25 ка/сек. Для обеспечения надежного первоначального установления процесса сварки использована схема, обеспечивающая шунтирование большей части индуктивной катушки Др1 на протяжении 1-2 сек после начала сварки. Узел шунтирования состоит из малогабаритного контактора КШ и реле времени РВ.
Питание двух постов при сварке в углекислом газе тонкой проволокой диаметром 0,5-1,2 мм берется от зажима «минус обший и зажимов 2 и 3. Зажимы А и Б должны быть разъединены. Индуктивные катушки Др1 и при этом включены в цепи выпрямленного тока отдельных частей выпрямителя BI и 2. В этом случае обе индуктивные катушки обеспечивают скорости нарастания тока короткого замыкания в каждой цепи в пределах 100-150 ка/сек. Электросхема блокировки части катушки Др отключается выключателем Вд-.
Полезность предлагаемого выпрямителя подтверждается в заключении Института электросварки им. Е. О. Патона.
Предмет изобретения
Выпрямитель для дуговой сварки в углекислом газе плавящимся электродом с жесткой или пологопадающей характеристикой, содержащий трехфазный трансформатор с двумя и более (по количеству постов) параллельно соединенными выпрямительными блоками и с последовательно включенным в цепи выпрямленного тока регулируемым дросселе.м, у которого большая часть индуктивного сопротивления шунтируется посредством релейно-контакторной схемы, отличающийся тем, что, с целью более рационального использования мощности выпрямителя при питании от него двух и более одновременно работающих сварочных постов, в плюсовые цепи второго и последующих выпрямительных блоков включены дополнительные регулируемые дроссели для обеспечения требуемой скорости нарастания тока короткого замыкания в цепи каждого сварочного поста.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная установка | 1960 |
|
SU135991A1 |
| ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1966 |
|
SU185423A1 |
| Выпрямитель для дуговой сварки | 1988 |
|
SU1625611A1 |
| ДУГОВОЙ СВАРКИ | 1967 |
|
SU189972A1 |
| Выпрямитель для дуговой сварки | 1959 |
|
SU126968A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ И ПРИВАРКИ ШПИЛЕК | 1968 |
|
SU207293A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СИСТЕМА ПИТАНИЯ ПОСТОВ | 1969 |
|
SU246750A1 |
| ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО для ИМПУЛЬСНО-ДУГОВОЙСВАРКИ | 1966 |
|
SU185425A1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
8,
8г
