Известны источники питания для сварки плавящимся электродом в защитной среде, содержаи,ие трехфазный выпрямитель или геиератор постоянного тока и включенные параллельно дуге конденсатор и вентиль, зашунтированный сопротивлением. Однако выполняемые с помощью этих источников сварные соединения имеют низкое качество.
Для иолучения стабильного процесса сварки с частыми короткими замыкаииями дуги необходимо обеспечить быстрый переход капли металла с электрода в ванну, т. е. скорость нарастания тока должна быть достаточно большой в моменты короткого замыкания цеии каплями металла. При этом к моменту перехода капли в ванну ток достигает значительной величины, что приводит к взрывообразиому перегоранию перемычки между каплей и электродом, а это вызывает интенсивное разбрызгивание металла. Стабильный ироцесс сварки с небольшим разбрызгиванием возможен при оиределенном характере формы тока сварки.
Предлагаемый источник иитания для дуговой сварки плавяп1,имся электродом отличается тем, что в нем последовательно с конденсатором включена регулируемая индуктивность.
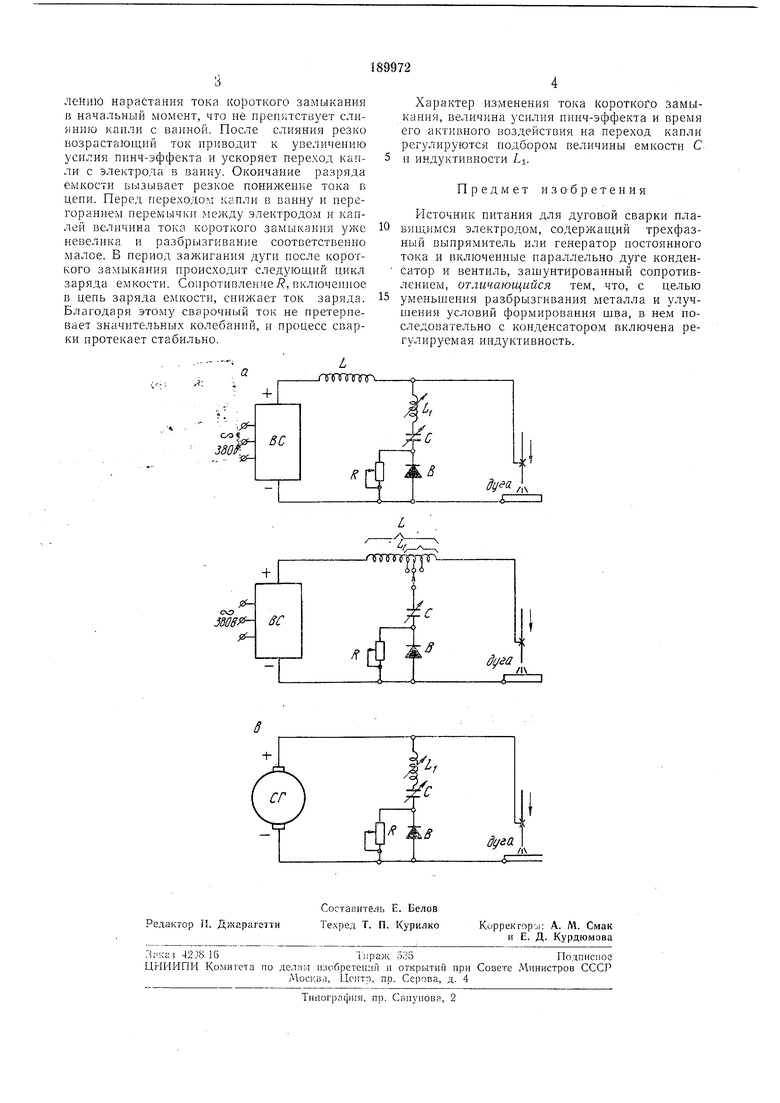
На чертеже приведены принципиальные схемы иредлагаемого источника.
Он состоит из основного трехфазного выпрямителя ВС с последовательно вКоТЮченной в сварочную цеиь индуктивности L или сварочного генератора постоянного тока СГ, обладающих малой скоростью нарастания тока короткого замыкания. Параллельно выходным клеммам выпрямителя ВС или генератора СГ включена цепочка из последовательно соединенных вентиля В, регулируемой емкости С и регулируемой индуктивности (Lj). Вентиль В 3 а шу нти р о в а и р е гул и р уем ы м со и р отивл е и и е м R. 11ндуктивности L и LI могут быть выиолнены в двух отдельных узлах и одном узле. В последнем случае индуктивность LI является частью индуктивности L.
Источник питания работает следующим образом. До начала сварки емкость заряжается до напряжения холостого хода выпрямителя ВС пли генератора СГ. В момент соприкосновения электродной проволоки с изделием энергия, накопленная в емкости С, выделяется в короткозамкнутой цепи и улучшает начало процесса сварки.
В процессе сварки в периоды гореиия дуги
лейию нарастания тока короткого замыкания в начальный момент, что не препятствует слиянию кайли с ванной. После слияния резко возрастающий ток ирнводит к увеличению усилия пинч-эффекта и ускоряет нереход капли с электрода в ванну. Окончание разряда емкости вызывает резкое понижение тока в цепи. Перед переходом капли в ванну и перегоранием перемычки между электродом и каплей величина тока короткого замыкания уже невелика и разбрызгивание соответственно малое. В период зажигания дуги после короткого замыкания происходит следующий цикл заряда емкости. Сопротивление, включеииое в цепь заряда е Мкости, ток заряда. Благодаря этому сварочный ток не претерпевает значительных колебаний, и процесс сварки протекает стабильно.
Характер изменения тока Короткого замыкания, величина усилия пинч-эффекта и время его активного воздействия на переход капли регулируются подбором величины емкости С и индуктивности LI.
Предмет изобретения
Р1сточник питания для дуговой сварки плавящимся электродом, содержащий трехфазный выпрямитель или генератор постоянного тока и включенные параллельно дуге конденсатор и вентиль, защунтированный сопротивлением, отличающийся тем, что, с целью уменьшения разбрызгивания металла и улучшения условий формирования шва, в нем последовательно с конденсатором включена регулируемая индуктивность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА | 2005 |
|
RU2294269C1 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
