Известны протяжные станки для обработки сложных отверстий в фасонных профилях, снабженные ложементами для установки обрабатываемой детали.
Однако известные станки не обеспечивают возможности протягивания деталей, имеющих продольную кривизну.
Предлагаемые станки указанного недостатка не и.меют. Это достигается тем, что станок снабжен устройством для предварительного растяжения детали.
Устройство для предварительного растяжения детали перед обработкой может быть выполнено в виде последовательно включаемых гидрозажимов, расположенных на концах детали.
С целью обеспечения возможности обработки внутренней полости, расположенной асимметрично по отношению к внешней поверхности детали, ложементы станка могут быть выполнены независимо перемешаемыми.
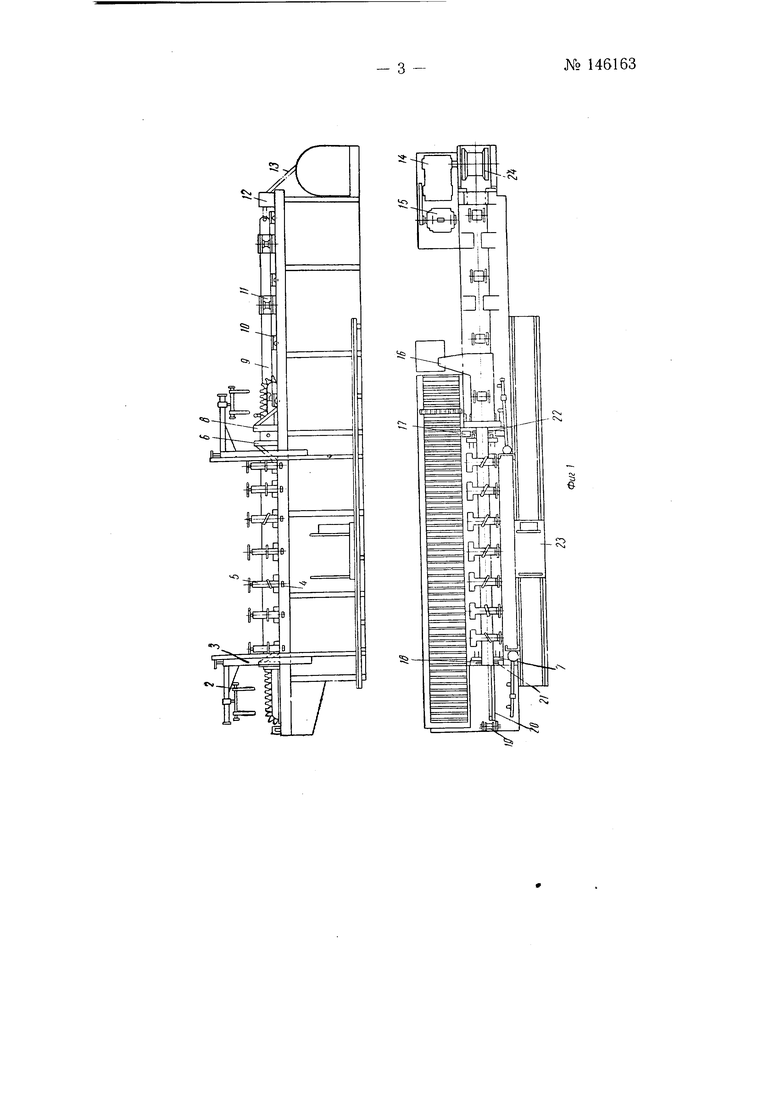
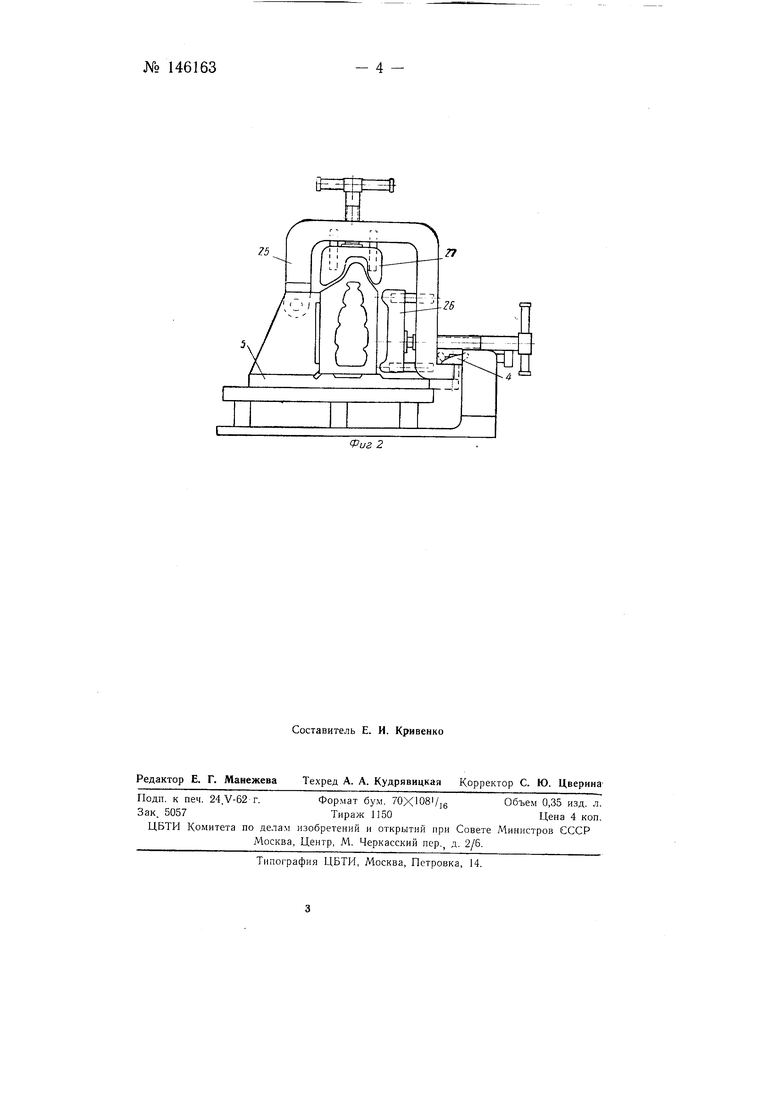
На фиг. 1 изображена схема предлагаемого станка; на фиг. 2 - схема зажатия лонжерона в ложементе.
Станок содержит конвейер / для транспортировки протяжки; захваты 2 гидравлический подъемник 3, служащий для снятия и установки протяжек на конвейер; замки 4 для зажатия откидного хомута в ложементах 5, для крепления лонжерона; опорные кронштейны 6 к 7 системы предварительного растяжения лонжера; опорный кронштейн 8; плоскую штангу 9; кронштейны 10 с опорными роликами для поддержания штанги; кронштейн // с опорными роликами для направления тяговой штанги; кронштейны 12 с опорными роликами для троса 13 протяжки; редуктор 14; электродвигатель 15; желоб 16 отвода стружки; гидрозажим 17; гидрозажим 18; барабан 19 наматывания троса; подвижную планку 20, пальцы 21 и 22, электротележку 23, барабан 24.
№ 146163- 2 После установки лонжерона на опорные поверхности ложементов в него с обоих концов вводятся пальцы 21 и 22. Последовательным включением гидрозажимов /7 и 18 осуществляется растяжение лонжерона с прижимом его к кронштейну 8. Затем между опорными кронштейнами 5 и 7 и пальцами 21 и 22 вводятся клиновые ползуны при помощи штока цилиндра. Каждый ложемент подводится боковой опорой к лонжерону, откидные хомуты 25 опускаются, и каждый из них запирается замком 4. Зажатие лонжерона производится последовательно всеми прижимами 26 и 27. После выключения гидрозажимов 17 и 18 из лонжерона выводятся пальцы и оправки. С барабана 19 подается через лонжерон вытяжной трос для перемещения щтанги 9 в исходную позицию. С конвейера 1 при помощи гидроподъемника 3 и захватов 2 снимается первая протяжка и устанавливается на подвижную направляющую планку 20, которая обеспечивает совмещение протяжки с каналом заготовки. Крепление протяжки осуществляется соединением типа «ласточкин хвост. К задней направляющей протяжки прикрепляется вытяжной трос и выключается привод главного движения и двигатель конвейера с очередной протяжкой. После каждого прохода рабочий очищает протял ку от стружки и устанавливает ее на конвейер при помощи второго гидроподъемника.
В имеющемся заключении указывается, что на предлагаемом станке обеспечена возможность обработки детали с отношением длины протягивания к паименьщему размеру обрабатываемого контура, равным 200.
Предмет изобретения
1.Протяжной станок для обработки сложных отверстий в фасонных профилях, снабженный ложементами для установки обрабатываемой детали, отличающийся тем, что, с целью протягивания деталей, имеющих продольную кривизну, станок снабжен устройством для предварительного растяжения детали.
2.Станок по п. 1, отличающийся тем, что устройство для предварительного растяжения детали перед обработкой выполнено в виде последовательно включаемых гидрозажимов, расположенных на концах детали.
3.Станок по пп. 1и2, отличающийся тем, что, с целью обработки внутренней полости, расположенной асимметрично по отношению к внешней поверхности детали, ложементы станка выполнены независимо перемещаемыми.
t. )
25
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
| Установка для изготовления предварительно напряженных бетонных элементов на стенде | 1973 |
|
SU741786A3 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |