Изобретение относится к металлургии, в частности к производству двзгх- слойных горячекатаных листов с основным слоем из углеродистых или низколегированных сталей и плакирующим слоем из коррозионно-стойкой стали аустенитного класса.
Цель изобретения - снижение трудоемкости процесса термообработки и повышение планшетности листов при сохранении уровня механических свойств основного слоя и коррозионной стойкости плакирующего слоя.
Пакеты из двухслойных листов 09Г2С
Т2ХТ8НТОТ загрузочными тележками из пролета отделки к норма- лизационным печам, за которыми смонтированы установки водяного охлаждения. -Загрузочными тележками пакеты укладывают на печной загрузочный рольганг и .задают в термические пе- ; чи. Пакеты нагревают до температуры (60-70) c/930-940°C при удельном времени нагрева 2-2,5 мин/мм. При этом большее удельное время нагрева
00
:
1463777
трудоемкости равен 1,3-1,7, коэффициент трудоемкости по известному способу 8,2-9,2), повысить технологичность процесса термообработки, так как отпадает необходимость в передаче пакетов в термические печи для повторной термообработки, смене режимов работы печей, исключается
Применяется для пакетов толщиной с:выше 20 мм. Нагретые до температурь
1устенизации пакеты выдаются из пе1и и рольгангом за печью задаются и
транспортируются через установку ох- J|Iaждeния водой. Охлаждение ведется (Ьо скоростью 6-1 о С/с до температуры Аг. + (0-20) с/75-725 С, Если имеют толщину более 16 мм, то 10 операция отпуска.
и проходном режиме ( м/с) они не Результаты испытаний двухслойных - Успевают охладиться до заданной температуры. В таких случаях охлаждение зедется в режиме покачивания. Охлаж- ,денные до 75-725°С пакеты подвергают ; реверсивной горячей правке. Выпрямпенные в горячем состоянии пакеты выдаются на шлеперный стетшаж-холо|и,ильник, на котором, циклично пере15
{двигаясь, охлаждаются до 240±60 С. 0стьшщие до температуры 240±60 С ракеты шлепером выдают с холодильни- 1ка на рольганг ролико-пранильной марины холодной правки, на которой долистов из стали, обработанных по предлагаемому и известному способам, приведены в табл.2,
Формула изобретения
Способ производства двухслойных горячекатаных листов преимуществен20 но с основным слоем из углеродистой или низколегированной марки стали и плакирующим слоем из коррозионно- стойкой стали аустенитного класса, включающий нагрев листов, соединен||Un.tlDi ,J.. 4...i y------ JT 1.1-;,
волнительно правят в реверсивном ре- 25 ньос попарно в пакеты плакирующим ело
.. . ,..«, тсИ|.лпотЧ а ггтПТ Т ТЧКТШР ТОЧ
жиме до полного устранения коробова тости.. .
После дополнительной правки паке- ;ты выдают в поток термоотделения дли дальнейшей отделки.
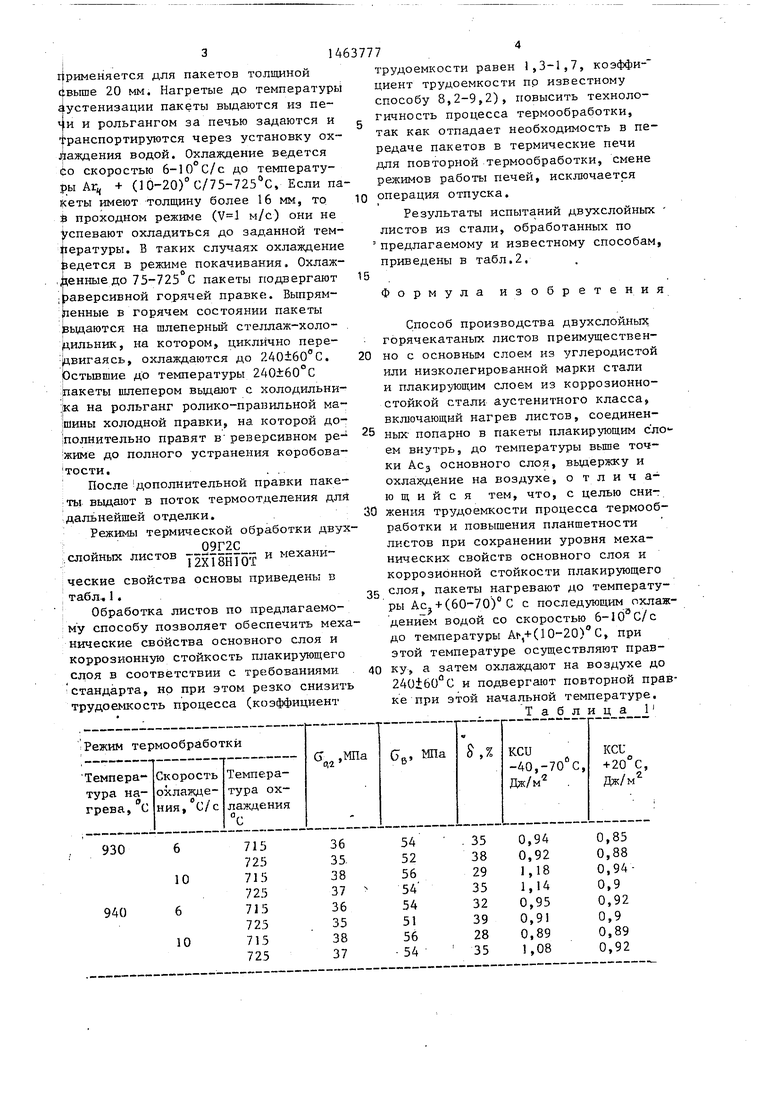
Режимы термической обработки двух09Г2С.алойных листов у хТбнТоТ ханические свойства основы приведены в
табл,1.
Обработка листов по предлагаемому способу позволяет обеспечить механические свойства основного слоя и коррозионную стойкость плакирующего сдоя в соответствии с требованиями стандарта, но при этом резко снизить трудоемкость процесса (коэффициент
ем внутрь, до температуры выше точки Асз основного слоя, выдержку и охлаждение на воздухе, отличающийся тем, что, с целью сни- 30 жения трудоемкости процесса термообработки и повышения планшетности листов при сохранении уровня механических свойств основного слоя и коррозионной стойкости плакирующего 35 слоя, пакеты нагревают до температуры Ас +(60-70)° С с по следующим охлаж дениЪм водой со скоростью 6-10 С/с до температуры At,+ (10-20) С, при этой температуре осуществляют прав- 40 ку, а затем охлаждают на воздухе до 240±60°С и подвергают повторной прав ке при этой начальной температуре. Таблица 1
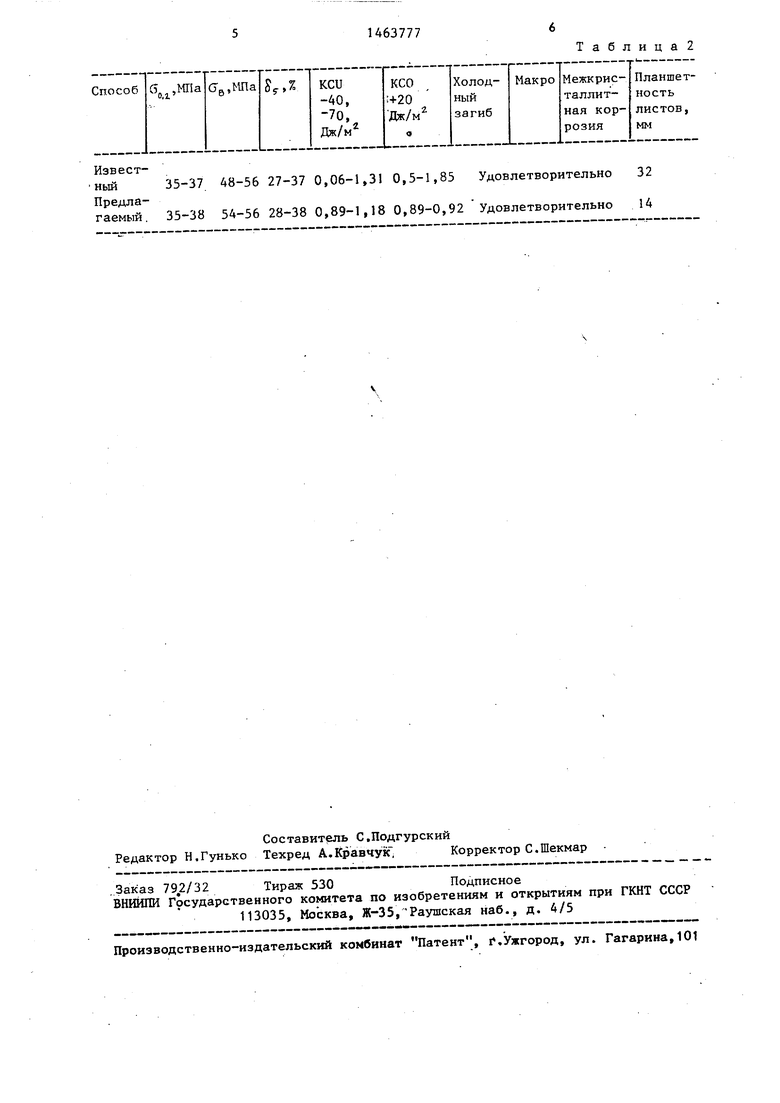
Результаты испытаний двухслойных -
листов из стали, обработанных по предлагаемому и известному способам, приведены в табл.2,
Формула изобретения
Способ производства двухслойных горячекатаных листов преимущественно с основным слоем из углеродистой или низколегированной марки стали и плакирующим слоем из коррозионно- стойкой стали аустенитного класса, включающий нагрев листов, соединен,
5 ньос попарно в пакеты плакирующим ело
. . ,..«, тсИ|.лпотЧ а ггтПТ Т ТЧКТШР ТОЧ
ем внутрь, до температуры выше точки Асз основного слоя, выдержку и охлаждение на воздухе, отличающийся тем, что, с целью сни- 0 жения трудоемкости процесса термообработки и повышения планшетности листов при сохранении уровня механических свойств основного слоя и коррозионной стойкости плакирующего 5 слоя, пакеты нагревают до температуры Ас +(60-70)° С с по следующим охлаж- дениЪм водой со скоростью 6-10 С/с до температуры At,+ (10-20) С, при этой температуре осуществляют прав- 40 ку, а затем охлаждают на воздухе до 240±60°С и подвергают повторной правке при этой начальной температуре. Таблица 1
Известньш 35-37. 48-56 27-37 0,06-1.31 0,5-1,85 Удовлетворительно 32 баемый 35-38 54-56 28-38 0,89-1.18 0,89-0,92 Удовлетворительно 14
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки двухслойных горячекатаных листов с основным слоем из низколегированной стали и плакирующим слоем из коррозионно-стойкой стали | 1989 |
|
SU1668428A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ С ОСНОВНЫМ СЛОЕМ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 1999 |
|
RU2170274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ | 2004 |
|
RU2255848C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2634522C1 |
| Способ термической обработки двуслойных горячекатанных листов | 1974 |
|
SU502056A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОЙ ПЛАКИРОВАННОЙ СТАЛИ | 2016 |
|
RU2633412C1 |
| Способ деформационно-термической обработки биметаллического материала | 2022 |
|
RU2779416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| Биметаллический стальной рулонный прокат толщиной 2-30 мм и биметаллическая прямошовная труба среднего или малого диаметра, сделанная из него | 2024 |
|
RU2836254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
Изобретение относится к области металлургии и может быть использовано при производстве двухслойных горячекатаных листов с основным слоем из углеродистой стали и плакирующим слоем из коррозионно-стойкой аустенитной стали. Цель изобретения - снижение трудоемкости процесса и повьпнение планщетности листов при сохранении уровня механических свойств основного слоя и коррозионной стойкости плакирующего слоя. Для этого листы, попарно соединен- ные в пакеты плакирующим слоем внутрь, подвергают нагреву до температуры Ас, (60-70) С, выдержирают при данной температуре, охлаждают водой со скоростью 6-10 С/с до температуры Аг -«-(10-20) с и подвергают правке, после чего охлаждают на воздухе до и вновь подвергают правке. 2 табл. (Л С
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДВУХСЛОЙНБ1Х | 0 |
|
SU341849A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки двуслойных горячекатанных листов | 1974 |
|
SU502056A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| НИР | |||
| per | |||
| № 770024421, УДК 621.771.23-419.621.785 с.58-59. | |||
