Включают пневмоцилиндры 14, разд- 75, все трубы были разрезаны по длине.
вигающИе теплообменники 6. Концы труб 11 выходят из гнезд 9 одного теплообменника, например., с ванночками 7, но пока еще остаются в гнездах другого теплообменника с ванночками 8. Для облегчения вывода концов труб 11 из гнезд 9 поверхность их выполнена с уклонами, увеличивающими поперечное сечение гнёзда от
Проверка показала хорошее заполнени труб без пустот.
Предложенный способ заполнения труб легкоплавким наполнителем и ус 20 ройство для его осуществления позво ляют заполнять трубы произвольной . длины и компенсировать при этом-уса ,дочные раковины. Простота загрузки кассеты, значительная ее емкость.
Предложенный способ заполнения труб легкоплавким наполнителем и уст- 20 ройство для его осуществления позволяют заполнять трубы произвольной . длины и компенсировать при этом-уса- ,дочные раковины. Простота загрузки кассеты, значительная ее емкость.
конца трубы. По мере разведения теп- 25 быстрота запирания объема ванночек лообменников 6 гнезда 9 надеваются на обеспечивают высокую производитель- выталкиватели 12, трубы окончательно ность. Облегчается автоматизация освобождаются из гнезд 9 и остают- способа, т.к. независимо от длины за- ся на поддерживающей рамке 15. Расп- полняемых труб, кассета всегда погру- лав наполнителя стекает из ванно- . зо жается в ванну на одну глубину и может быть вьтолнена в виде навесного
чек 7, 8 через гнезда 9, расплавляя и смывая остатки кристаллизованного .наполнителя с. поверхности гнезд. Трубы 11 вынимают, из поддерживающей рамки 15, пневмоцилиндры 14 возвращаются в исходное положение, процесс повторяется.
Пример. Проводят заполнение партии медных труб мм длиной 900±5 мм. В качестве наполнителя применяют смесь КШз + NaNO з (t плавления 220°С). Габариты теплообменника 350к70 10. Толщина стенок
35
оборудования для несложного манипулятора.
Формула изобретения
1. Способ заполнения труб легкоплавким наполнителем, включающий пог- - ружение всей трубы в расплав наполни- 40 г теля, извлечение заполненной трубы из расплава, охлаждение ее до температуры кристаллизации в ней расплава, отличающийся тем, что, с целью повышения качества изтеплообменника 1 мм, материал - нер- 45 Я расширения технологических
жавеющая сталь. В качестве хладагента удобно использовать воздух. Меняя скорость его протекания, можно тонко управлять процессом запирания
возможностей за счет заполнения тру произвольной длины и любого попереч ного сечения, при охлаждении каждой трубы объемнзта усадку наполнителя
объема пополнительной ванночки. Пос- gn компенсируют подачей в трубу с обоих
ле использования воздух стравливается в атмосферу. В примере используется наиболее простой и удобный воздушньй теплообменник - открытый, конвекционного типа. Гнезда теплообменника имеют форму усеченного конуса. Емкость кассеты 15 позиций. Ванночки выполнены из фторопласта; объем одной ванночки 30 см.
торцов дополнительных пррций расплава.,
2. Устройство для -заполнения труб легкоплавким наполнителем, содержа- gg щее ванну для нагрева и плавления наполнителя, кассету для закрепления в ней заполняемых труб и охладитель, отличающееся тем, что кассета вьтолнена в виде теплообменПроверка показала хорошее заполнение труб без пустот.
Предложенный способ заполнения труб легкоплавким наполнителем и уст- ройство для его осуществления позволяют заполнять трубы произвольной . длины и компенсировать при этом-уса- дочные раковины. Простота загрузки кассеты, значительная ее емкость.
быстрота запирания объема ванночек обеспечивают высокую производитель- ность. Облегчается автоматизация способа, т.к. независимо от длины за- полняемых труб, кассета всегда погру- ается в ванну на одну глубину и моет быть вьтолнена в виде навесного
35
оборудования для несложного манипулятора.
Формула изобретения
1. Способ заполнения труб легкоплавким наполнителем, включающий пог- - ружение всей трубы в расплав наполни- 40 г теля, извлечение заполненной трубы из расплава, охлаждение ее до температуры кристаллизации в ней расплава, отличающийся тем, что, с целью повышения качества извозможностей за счет заполнения труб произвольной длины и любого поперечного сечения, при охлаждении каждой трубы объемнзта усадку наполнителя
торцов дополнительных пррций расплава.,
2. Устройство для -заполнения труб легкоплавким наполнителем, содержа- gg щее ванну для нагрева и плавления наполнителя, кассету для закрепления в ней заполняемых труб и охладитель, отличающееся тем, что кассета вьтолнена в виде теплообменНИКОВ с пополнительными ванночками, и гнездами для концов труб.
3.Устройство по п. 2,отличающееся тем, что ванночки для противоположных концов труб выполнены paskoft высоты.
4,Устройство по п. 2, отличающееся тем, что образующи поверхности каждого гнезда расположены наклонно в сторону ванночек.
5.Устройство по п. 2, отличающееся тем, что ванночки выполнены из фторопласта.
6.Устройство по п. 2, отличающееся тем, что каждая пополнительная ванночка .снабжена выталкивателем, установленным-внутри нее
с возможностью совместного и раздельного перемещения по. направляющим.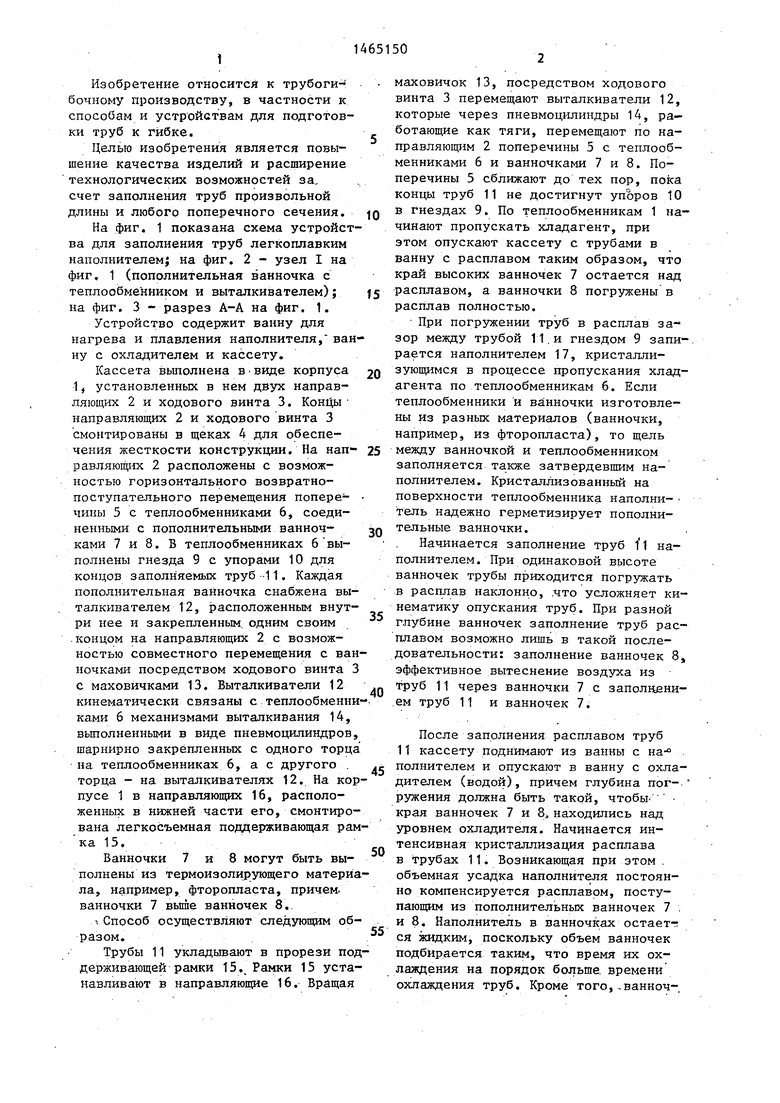
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заполнения набора труб легкоплавким наполнителем и устройство для его осуществления | 1986 |
|
SU1444027A1 |
| Устройство для заполнения труб легкоплавким наполнителем | 1976 |
|
SU656699A1 |
| Установка для заполнения труб легкоплавким наполнителем | 1984 |
|
SU1201022A1 |
| Способ получения изделий из труб | 1981 |
|
SU1140852A1 |
| Установка для заполнения труб легко-плАВКиМ НАпОлНиТЕлЕМ | 1979 |
|
SU835565A1 |
| Способ ремонта деталей | 1990 |
|
SU1743750A1 |
| Установка для удаления легкоплавкого наполнителя из труб | 1977 |
|
SU716670A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ ТРУБ ЛЕГКОПЛАВКИМ НАПОЛНИТЕЛЕМ | 1973 |
|
SU424633A1 |
| Способ изготовления полых изделий прессованием | 1978 |
|
SU721137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |
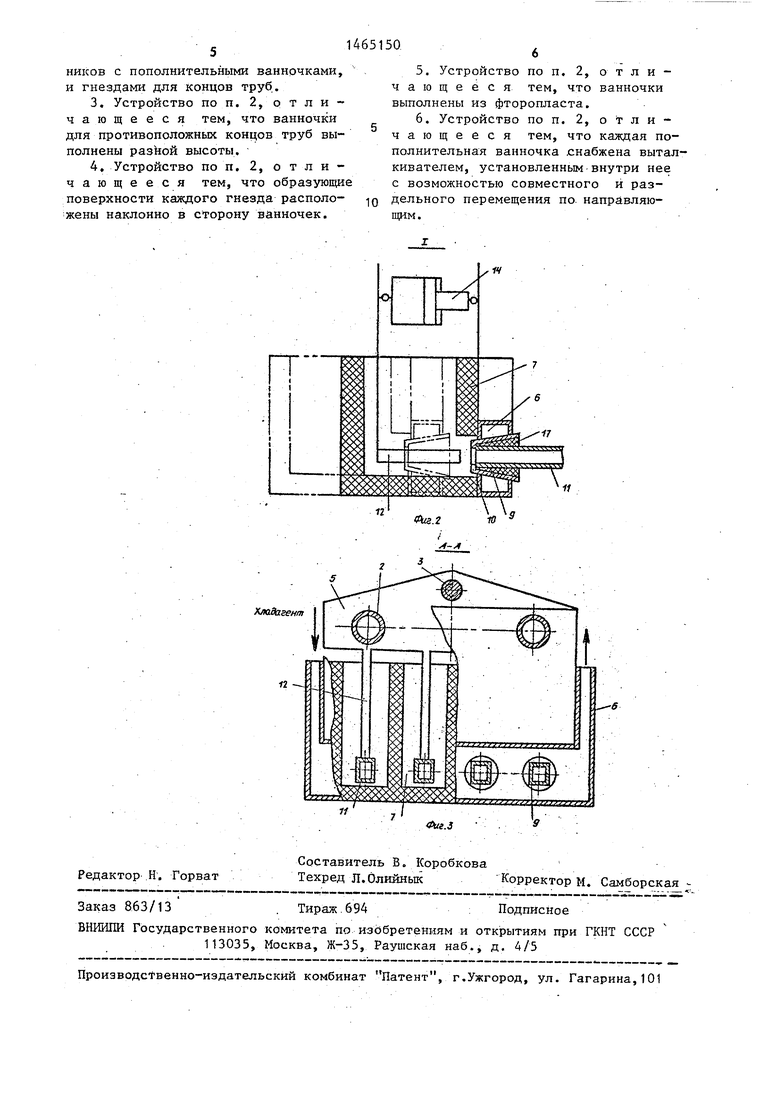
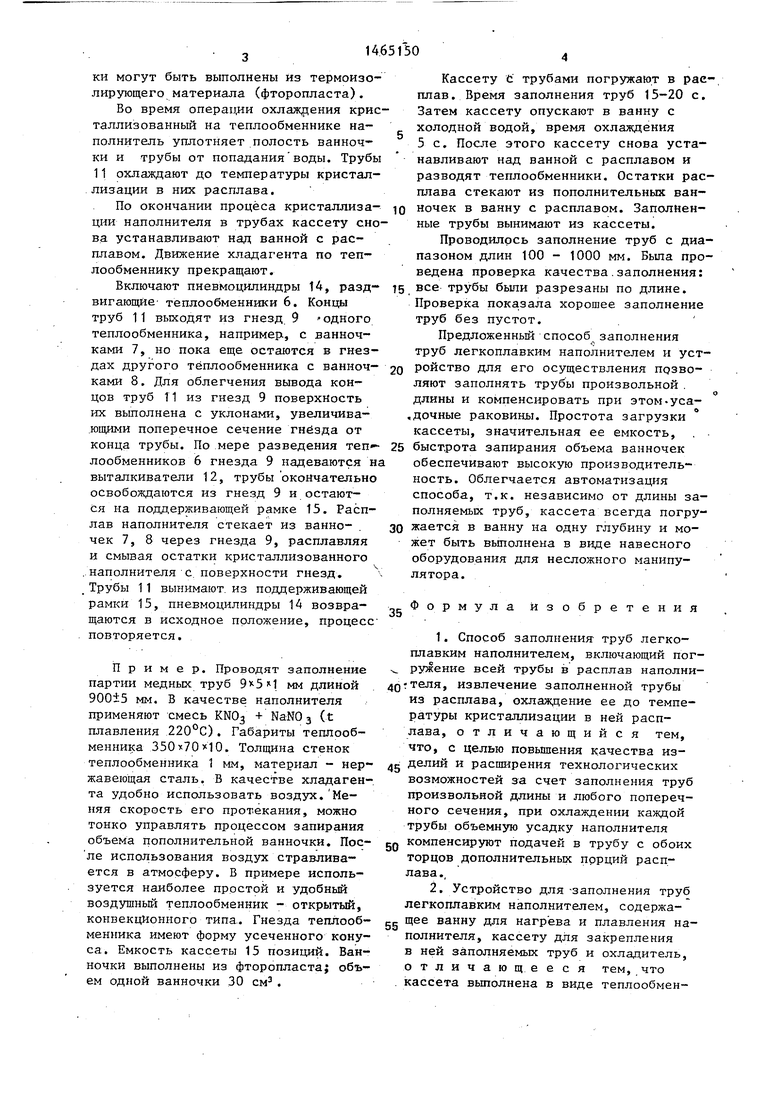
Изобретение относится к трубо-- гибочному прюизводству, в частности к способам и устройствам для подготовки труб к гибке. Цель - повыше1ние качества изделий и расширение технологических возможностей за счет заполнения труб произвольной длины,. Трубы (Т) 11 укладывают в прорези поддерживающей рамки 15. Рамку 15 устанавливают в направляющие. Вращая маховичок 13, посредством ходового винта 3 перемещают выталкиватели -12. Выталкиватели 12 через пневмощшшщ- ры 14 перемещают по направляющим 2 поперечины 5 с теплообменниками 6 и ванночками (В) 7 и 8. Поперечины сближают до тех пор, пока концы Т 11 не достигнут упоров в гнездах. По теплообменникам пропускают хладагент. Кассету с Т 11 опускают в ванну с расплавом. При этом край В 7 остается над расплавом, а В 8 погружают в расплав полностью. Зазор между Т 11 и гнездом запирается наполнителем, . кристаллизующимся в процессе пропускания хладагента. Заполняются В 8, воздух вытесняется из Т 11, последние заполняются наполнителем. Затем наполнитель проходит в В 7. Кассету поднимают из ванны с наполнителем и опускают в ванну с охладителем. Края В 7 и В 8 находятся над уровнем охладителя. Объемная усадка наполнителя компенсируется расплавом, поступающим из В 7 и 8. 5 з.п. ф-лы, 3 ил. а (Л
)мЗагенга
12
14
it
Фиг.2
-л
fue.3
| Выливное приспособление (лейка) для изготовления пленок из растворов целлюлозы | 1932 |
|
SU40852A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
