Изобретение относится к трубогибочному производству, в частности к способам получения .изделий, преимущественно змеевиков, из труб с заполнением их легкоплавким наполнителем.
Известен способ получения изделий из труб, включающий заполнение трубы легкоплавким наполнителем путем погружения ее, преимущественно вертикально, в расплав наполнителя, герметизацию ее верхнего конца, извлечение трубы из расплава и ее охлаждение до температуры кристаллизации расплава наполнителя, причем охлаждение трубы осуществляют по мере извлечения ее из расплава 1.
Известен способ получения изделий, преимущественно змеевиков, из труб, включающий заполнение трубы легкоплавким наполнителем путем ее погружения в расплав наполнителя, извлечение заполненной трубы из расплава, интенсивное охлаждение мест гибов до температуры кристаллизации находящегося в ней расплава и последующую гибку 2.
Однако необходимость глущения концов труб после их заполнения горячим расплавом наполнителя усложняет осуществление способа. Это ведет к усложнению устройства для его реализации.
Цель изобретения - повыщение качества изделий за счет улучщения условий заполнения трубы наполнителем и упрощение процесса заполнения.
Цель достигается тем, что согласно способу получения изделий из труб, преимущественно змеевиков, заключающемуся в заполнении трубы легкоплавким наполнителем путем ее погружения в расплав наполнителя, извлечении заполненной трубы из расплава, интенсивном охлаждении мест гибов трубы до температуры кристаллизации находящегося в ней расплава и последующей гибке, до помещения в расплав трубу изгибают на величину, соответствующую ее упругой деформации, наклонно погружают в расплав, а извлекают из расплава и охлаждают при расположении концов трубы на одном уровне.
Изгиб трубы на величину в пределах упругой деформации может быть выполнен как перед погружением ее в расплав наполнителя, так и в процессе заполнения трубы.
На фиг. 1 и 2 показано устройство для осуществления предлагаемого способа.
Устройство содержит ванну 1 для нагрева и плавления наполнителя, кассету 2 для закрепления на ней заполняемых труб 3 и охладитель 4.
Ванна 1 выполнена из двух установленных один в другом кожухов 5 и 6, в полости 7 между стенками которых установлен трубчатый электронагреватель 8, служащий для нагрева находящейся в этой полости
воды. Кассета 2 состоит из основания 9, на котором закреплены две П-образные растяжки 10 и упор 11, с помощью которых осуществляют изгиб трубы с заданной стрелой прогиба. Охладитель 4 выполнен в виде трубчатого коллектора с отверстиями 12, число которых равно числу гибов трубы 3, а расстояние между ними выбрано равным расстоянию между гибами.
Способ осуществляют следующим образом.
Трубу 3 (или несколько труб) устанавливают о ll-образные растяжки 10 кассеты 2 и с помощью упора 1 изгибают в вертикальной плоскости в пределах упругой деформации, после чего с помощью кассеты 2 трубу 3 погружают в ванну 1 с расплавленным в ней наполнителем. Для более эффективного удаления воздуха из полости трубы ее погружение в ванну с расплавом наполнителя и заполнение осуществляют в наклонном положении (фиг. 1). После заполнения трубы 3 кассету 2 устанавливают в положение (показанное на фиг. 2 щтрих-пунктиром), при котором концы трубы находятся на одном горизонтальном уровне, и в таком же положении извлекают ее из ванны, после чего устанавливают кассету с заполненной трубой над охладителем 4. При таком положении трубы 3 в процессе ее извлечения из расплава наполнителя и охлаждения практически исключается утечка из нее жидкого наполнителя, отпадает трудоемкая операция глущения ее концов.
После установки трубы 3 над охладителем 4 в последний под давлением подают холодную (20°С) воду, которая, вытекая струйками из отверстий 12, интенсивно охлаждает предназначенные для гибки места трубы. Начало процесса кристаллизации расплава наполнителя происходит в местах интенсивного охлаждения трубы, а зона
0 кристаллизации равномерно распределяется в обе стороны от указанного места, в результате чего усадочные пустоты и рыхлотности образуются вне зон гибки трубы. Затем кассету 2 снимают, удаляют из нее трубу, которую изгибают любым известным
5
способом.
Пример. Проводят заполнение металлической трубы 5x0,3 мм и длиной 700 мм погружением в расплав уксуснокислого натрия, нагретого до 90-95°С. Перед погруже0нием трубу изгибают в пределах упругой деформации со стрелой прогиба 35 мм. При извлечении заполненной трубы из расплава и охлаждении мест гибов концы трубы устанавливают на одном горизонтальном
5 уровне, а стрелу прогиба располагают в вертикальной плоскости ниже уровня ее концов. Утечек расплава через открытые концы трубы практически не наблюдается.
Затем, трубу устанавливают над охладителем 4 и охлаждают струйками холодной воды, вытекающей под давлением из отверстий 12, расстояние между которыми выбрано равным 114 мм, т.е. равно шагу змеевика. Количество охлаждаемых мест пять и равно числу гибов.
После полного охлаждения трубы проведена гибка плоского змеевика с радиусом
гибов 6,25 мм. Качество гибов соответствует установленным техническим требованиям, что свидетельствует об отсутствии усадочных пустот и рыхлотностей в местах гибки.
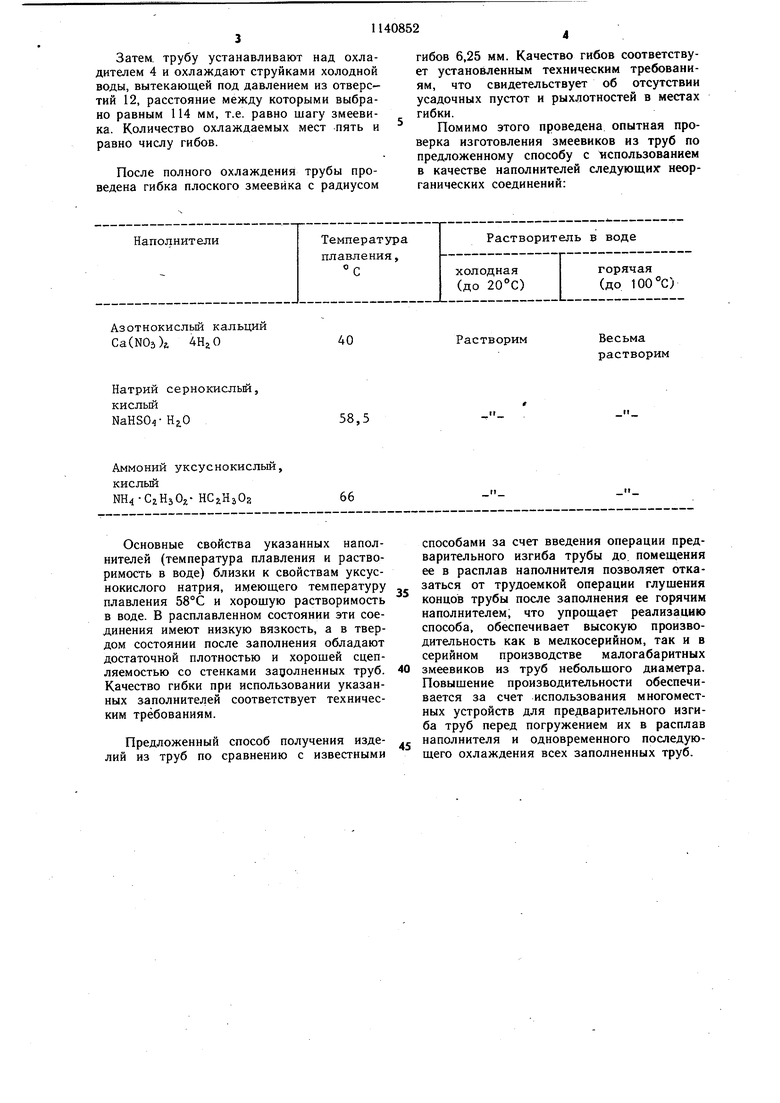
Помимо этого проведена опытная проверка изготовления змеевиков из труб по предложенному способу с Использованием в качестве наполнителей следующих неорганических соединений: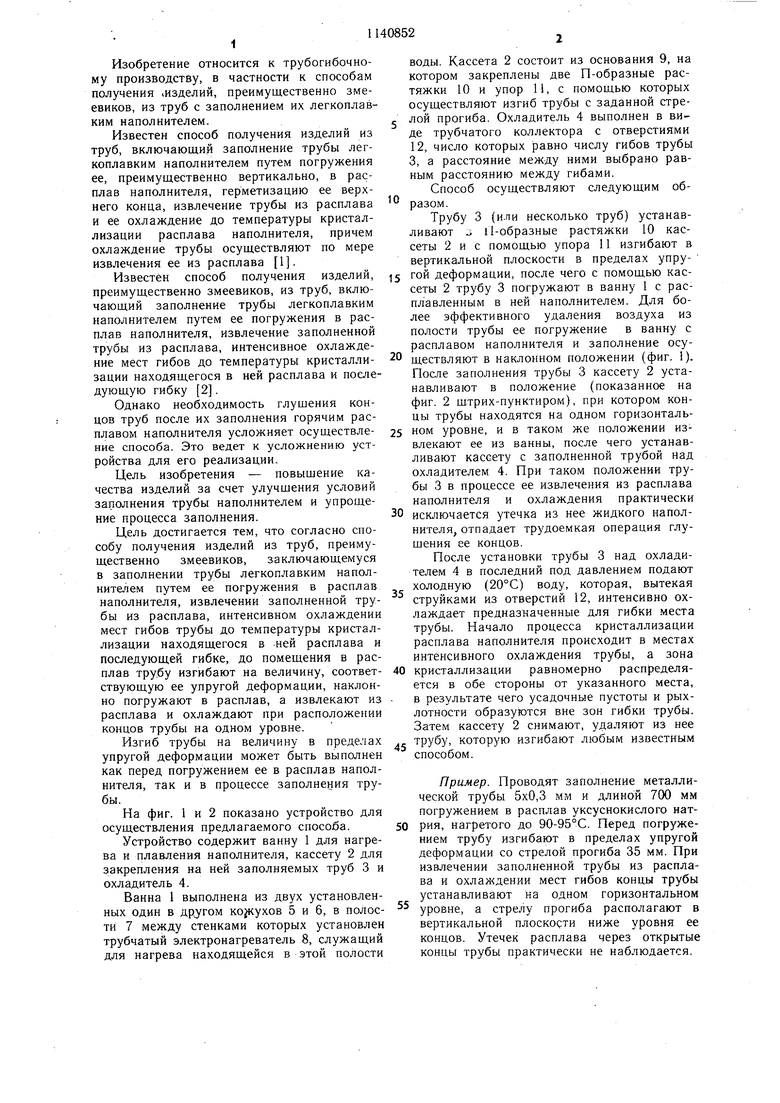
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки труб к гибке | 1979 |
|
SU808184A1 |
| Способ заполнения труб легкоплавким наполнителем | 1979 |
|
SU774679A1 |
| Способ заполнения набора труб легкоплавким наполнителем и устройство для его осуществления | 1986 |
|
SU1444027A1 |
| Способ заполнения труб легкоплавким наполнителем и устройство для его осуществления | 1986 |
|
SU1465150A1 |
| Установка для заполнения труб легко-плАВКиМ НАпОлНиТЕлЕМ | 1979 |
|
SU835565A1 |
| Установка для заполнения труб легкоплавким наполнителем | 1984 |
|
SU1201022A1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ И ВНЕШНЮЮ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048594C1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Устройство для заполнения труб легкоплавким наполнителем | 1976 |
|
SU656699A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |

СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ, преимущественно змеевиков, заключающийся в заполнении трубы легкоплавким наполнителем путем ее погружения в расплав наполнителя, извлечении заполненной трубы из расплава, интенсивном охлаждении мест гибов трубы до температуры находящегося в ней рас. плава и последующую гибку, отличающийся тем, что, с целью повыщения качества изделий за счет улучшения условий заполнения трубы наполнителем, до помещения в расплав трубу изгибают на величину, соответствующую ее упругой деформации, наклонно погружают в расплав, а извлекают из расплава и охлаждают при расположении концов трубы на одном уровне. W 00 сд ю
Азотнокисльш кальций Ca(NOb)j, 4НгО
40
Натрий сернокисльй,
кислый
58,5
NaHSO -HiO
Аммоний уксуснокислый,
кисльм
66
МН4-СгНзОя- НСяНзОа
Основные свойства указанных наполнителей (температура плавления и растворимость в воде) близки к свойствам уксуснокислого натрия, имеющего температуру плавления 58°С и хорощую растворимость в воде. В расплавленном состоянии эти соединения имеют низкую вязкость, а в твердом состоянии после заполнения обладают достаточной плотностью и хорощей сцепляемостью со стенками заполненных труб. Качество гибки при использовании указанных заполнителей соответствует техническим требованиям.
Предложенный способ получения издеЛИЙ из труб по сравнению с известными
Весьма
Растворим растворим
способами за счет введения операции предварительного изгиба трубы до. помещения ее в расплав наполнителя позволяет отказаться от трудоемкой операции глущения концов трубы после заполнения ее горячим наполнителем, что упрощает реализацию способа, обеспечивает высокую производительность как в мелкосерийном, так и в серийном производстве малогабаритных змеевиков из труб небольшого диаметра. Повышение производительности обеспечивается за счет использования многоместных устройств для предварительного изгиба труб перед погружением их в расплав наполнителя и одновременного последующего охлаждения всех заполненных труб.
ЮФиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ заполнения труб легкоплавким наполнителем | 1979 |
|
SU774679A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ подготовки труб к гибке | 1979 |
|
SU808184A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
