-1
Изобретение относится к машино строению и может быть применено при изготовлении подшипников скольжения.
Целью изобретения является повышение надежности закрепления полимерной втулки в металлической обойме подшипника. . .
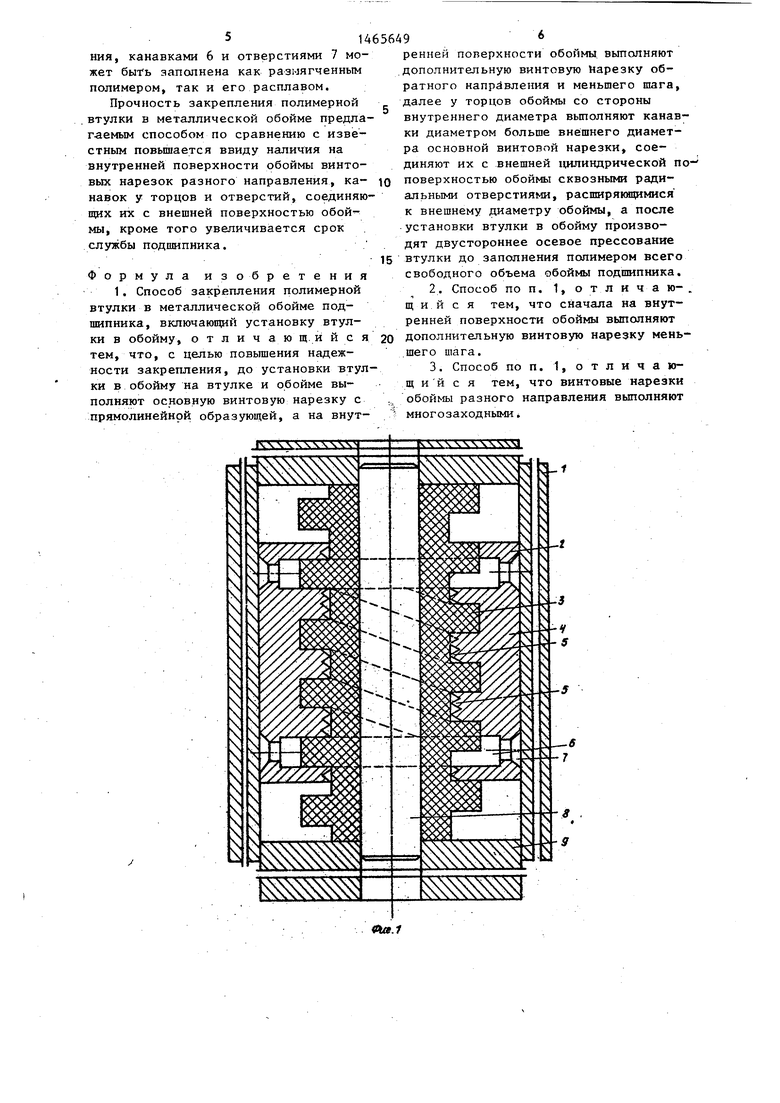
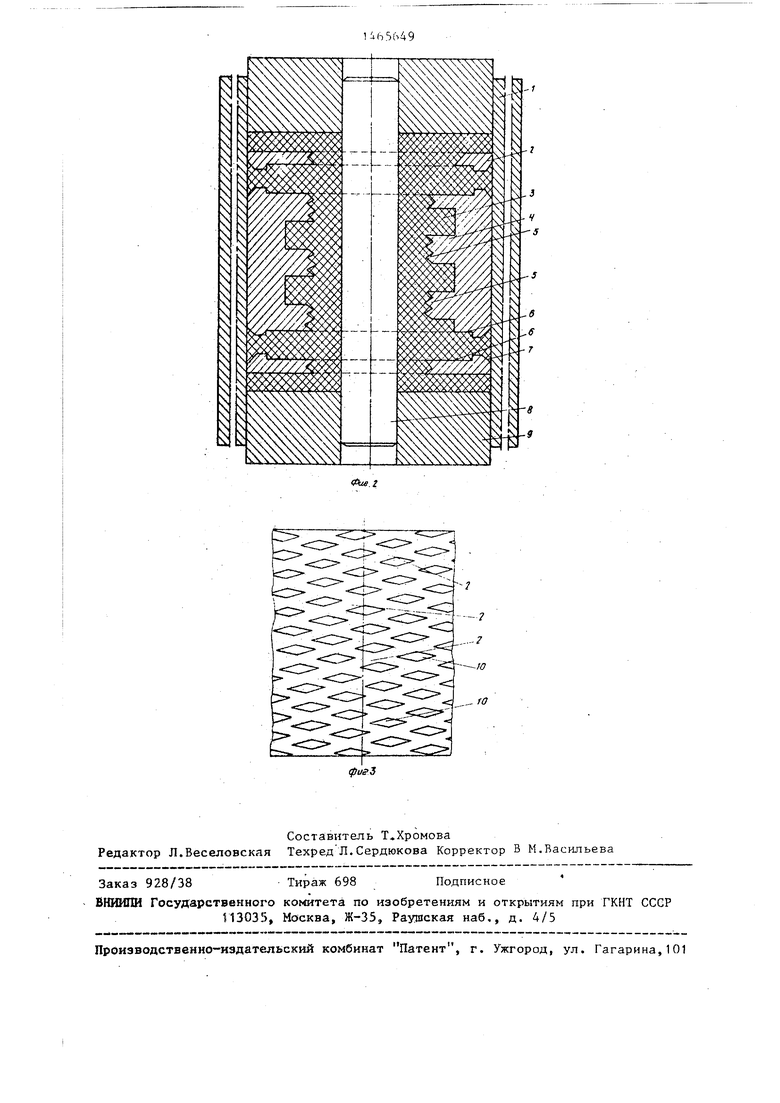
На фиг. 1 изображена полимерная втулка, ввинченная в металлическую обойму и установленная с последней в пресс-форму; на фиг. 2 - то же, после осевого прессования; на .фиг.З - развертка металлической обоймы с левой и правой многозаходными прямоугольными винтовыми нарезками.
Способ закрепления полимерной втулки в металлической обойме подшипника заключается в следующем.
В корпус 1 пресс-формы устанавливают металлическую обойму 2 подшипниг ka скольжения. Предварительно на обойме 2 и втулке 3 до установки последней в обойму 2 вьшолняют основную винтовую нарезку с прямоугольной образуюш,ей. На внутренней поверхности 4 обоймы вьтолняют дополнительную винтовую нарезку 5 обратного направления, например, .в виде треугольной резьбы. При этом на винтовых выступах внутренней поверхности обоймы 4 должно уменьшаться не менее двух
4 О) СП
о: 1 со
витков левой винтовой нарезки 5. У торцов обоймы Z со стороны внутреннего диаметра протачивают канавки 6, диаметр которых больше внешнего диаметра правой прямоугольной резьбы. .. Канавки 6 соединяют с внешней цилиндрической поверхностью обоймы 2 сквоз- тАт радиальными отверстиями 7 с расширением их сечения (диаметра) к внешнему диаметру обоймы 2, Затем устанавливают втулку 3 в обойму 2.
Во втулку 3 вставляют центральный штрк 8 и с обеих сторон пресс-формы в ее корпус 1 устанавливают пуансо- ны 9.
На внутренней поверхности металлической обоймы 2 могут вьшолняться винтовые нарезки также разного направления, но одинакового диаметра И типа. При этом обе Нарезки должны быть многозаходными. В этом случае при пересечении витков многозаходных винтовых нарезок, например прямоуголных, на внутренней поверхности обой- мы 2 получа ются выпуклости 10 (фиг. 3) ромбовидного типа.
Далее весь комплект (фиг, 1) помещают в печь и нагревают его до температуры размягчения полимера. Для неплавящихся полимеров, таких как фторопласт, фенилон, эта температура равна ЗОО-ЗбО С. После прогрева всего комплекта (фиг. 1) в йечи его устанавливают на пресс и производят двустороннее осевое прессование, причем создают такое усилие Прессования чтобы обеспечить заполнение полимером всех пу стот (фиг. 1) между втулкой 3 и обоймой 2, в том числе кана- вок 6 и радиальных отверстий 7 (фиг. 2). Затем пресс-форму разбирают: из ее корпуса 1 выталкивают шток 8, пуансоны 9 и комплект обойма 2 - втулк 3. Далее полученную заготовку подтип ника скольжения механически обрабатывают - удаляют остатки полимера с торцов.
При наличии на обойме 2 винтовых нарезок разного направления сначала вьшолняют дополнительную винтовую . нарезку 5, а затем основную 4. При та.кой последовательности легко обеспечивается ввинчивание полимерной втулки 3 в обойму 2.
Согласно Предлагаемому способу глубина основной винтовой нарезки 4 в обойме 2 больше глубины дополнительной винтовой нарезки 5. Винтовые
нарезки обоих направлений 4 и 5 могут быть выполнены и одинаковой глубины, но при этом они обязательно должны быть многозаходными. При этом при пересечении винтовых нарезок разного направления на внутренней поверхности обоймы получаются ромбовидные выступы 10.
Таким образом, после осевого прессования (фиг. 2) полимер заполняет все пустоты (фиг. 1) между обоймой
2и втулкой 3.
Наличие винтовых нарезок 4 и 5 обеспечивает повышенную в несколько раз площадь взаимного контакта между втулкой 3 и обоймой 2, а следовательно, во много раз большую силу трения между обоймой 2 и втулкой 3, что . очень важно для исключения проворо- та. втулки 3 в обойме 2 ..при работающем подшипнике. Винтовые нарезки 4 и 5 разного направления сами по себе надежно препятствуют вывинчиванию втулки 3 из обоймы 2 при работакицем подшипнике вследствие затекания полимера при прессовании (фиг. 2) во все впадины между винтовыми выступами винтовых нарезок 4 и 5.
Таким образом, .создаются условия для надежного закрепления полимерной втулки 3 в металлической обойме 2 независимо от направления вращения вала подшипника.
Вывинчиванию втулки 3 из обоймы 2:препятствуют также дискообразные участки полимера, заполнякмдего канавки 6 (фиг. 1,2), которые выполняют роль стопорных колец - предотвращают осевое смещение полимерной втулки
3относительно обоймы 2.
Отверстия 7 (фиг. 1,2) с расширяющимся сечением к внешнему диаметру обоймы 2 еще более надежно фиксируют полимерную втулку .3 в металлической обойме 2. При остывании полимера после двустороннего осевого прессования (фиг. 2) происходит его термическая усадка, но полимер, находящийся в области раззенковки отверстий 7, препятствует усадке. Вследствие этого полимер в канавках 6 находится в напряженном состоянии. Это повышает надежность закрепления полимерной втулки 3 в металлической обойме 2.
В случае применения плавящихся полимеров, например капрона, полиамида, металлическая обойма 2 с винтовыми нарезками 4 и 5 разного направле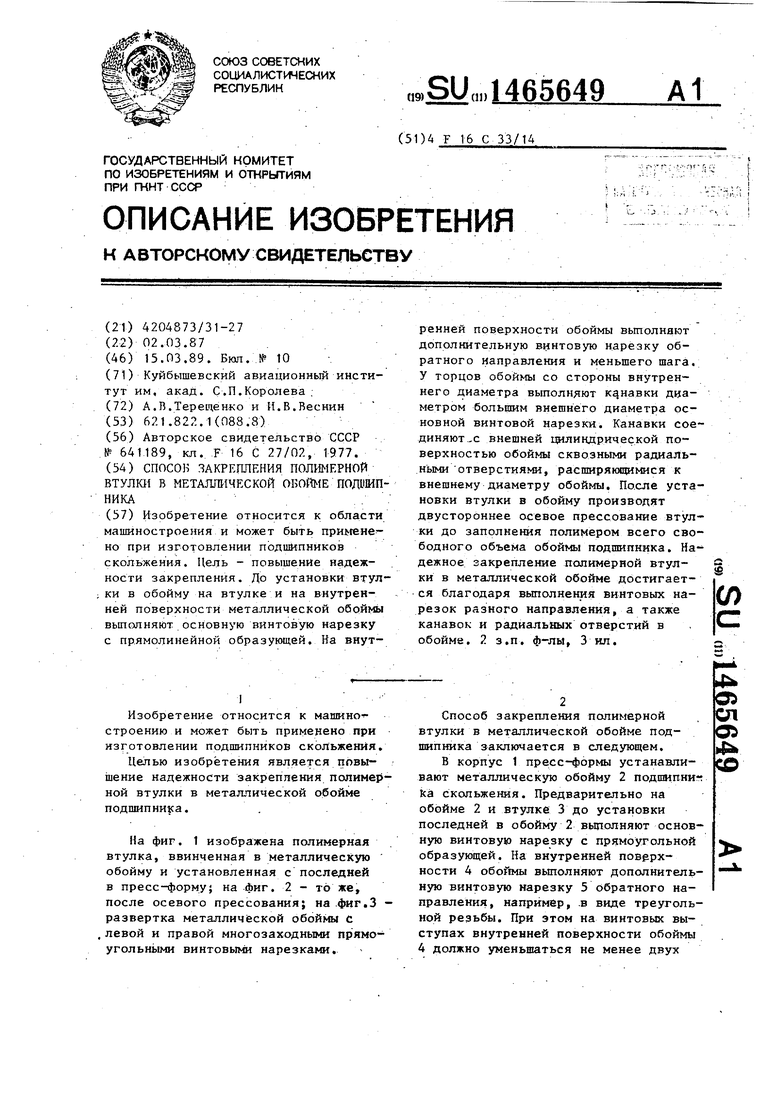

| название | год | авторы | номер документа |
|---|---|---|---|
| Плунжерный агрегат | 2017 |
|
RU2654560C1 |
| ШНЕКОВЫЙ НАСОС | 1995 |
|
RU2101574C1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| ОДНОПОТОЧНЫЙ ЧЕТЫРЕХСТУПЕНЧАТЫЙ ТУРБОМОЛЕКУЛЯРНЫЙ НАСОС | 2014 |
|
RU2560133C1 |
| Планетарная винтовая передача | 1986 |
|
SU1427116A1 |
| ЭКСТРУДЕР ШНЕКОВЫЙ | 2021 |
|
RU2780836C1 |
| Роликовый механизм для передачи вращения | 1990 |
|
SU1728549A1 |
| КОМПРЕССОР ВАЗГЕНА | 2009 |
|
RU2397371C1 |
| Устройство для прессования трубчатых изделий из порошка | 1986 |
|
SU1342595A1 |
| Червячная машина для полимерных материалов | 1986 |
|
SU1393652A1 |
Изобретение относится к области машиностроения и может быть но при изготовлении подийотников скольжения. Цель - повышение надежности закрепления. До установки втулки в обойму на втулке и на внутренней поверхности неталлической обоймы выполняют основную винтовую нарезку с прямолинейной образующей. На виутренней поверхности обоймы вьтолняют дополнительную винтовую нарезку обратного направления и меньшего шага. У торцов обоймы со стороны внутреннего диаметра выполняют канавки диаметром большим внешнего диаметра основной винтовой нарезки. Канавки соединяют,.с внешней иэилиндрической поверхностью обоймы сквозными радиальными отверстиями, расширяющимися к внешнему диаметру обоймы. По.сле установки втулки в обойму производят двустороннее осевое прессование втулки до заполнения полимером всего свободного объема обоймы подшипника. На- дежное закрепление полимерной втулки в металлической обойме достигается благодаря вьтолнения винтовых нарезок разного направления, а также канавок и радиальных отверстий в обойме. 2 з.п. ф-лы, 3 ил. л Ф (Л
| Способ сборки подшипника скольжения с вкладышем | 1977 |
|
SU641189A1 |
