ют до соприкосновения антифрикционных втулок 15 с верхними торцовыми поверхностями упругих блоков. При воздействии усилий со стороны пуан- СОНО9 гайки 5 и 6 совершают винтовое движение, деформируя эластичные шайбы 7 и 8. Упругие блоки, установленные в матрице 1 и на оправке 4, осуществляют вращательное движение в
1
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования трубчатых изделий из порошка.
Цель изобретения - повьш1ение механических свойств и снижение пористости прессуемых изделий.
На чертеже представлено предлагаемое устройство., общий вид.
Устройство содержит матрицу 1, запрессованную в обойму 2, установленную на опорной плите 3, на которой по оси матрицы закреплена оправка 4. Матрица 1 с внутренней стороны и оправки 4 снабжены несамотормозящимися противоположно направленными винтовыми нарезками, шаг которых уменьшается в направлении прессова- ния. В матрице 1 и на оправке 4 соответственно установлены упругие блоки, состоящие из чередующихся жестких гаек 5 и 6 и эластичных шайб 7 и 8. При этом половина из всех нарезок выполненных в отдельности на оправке 4 и матрице 1, имеют противоположное направление друг относительно друга. Гайки 5 и 6 выполнены с кольцевыми перегородками 9 и 10 для связи друг с другом и для предотвращения выдавливания.эластичных шайб 7 и 8 в процессе прессования. На торцовой поверхности кольцевых перегородок 9 и 10 выполнены зацепы в виде выступов 11, входящие во впадины 12, выполненные Б кольцевых проточках на торцовой поверхности гаек 5 и 6. В верхней и нижней частях матрицы 1 установлены соответственно верхний 13 и нижний 14 пуансоны, снабженные втулками 15 и 16 из антифрикционного материала.
прсп ивопо.гюжных направлениях. Уменьшение шага нарезки в направлении npeccoBafnm обеспечивает деформацию шайб 7 и 8 на одинаковую величину, что позволяет получать игздедие необходимой формы. Устройство позволяет прессовать изделия с повышенными механическими свойствами, пористость изделий снижается в 2-2,2 раза,1 ил.
Привод верхнего 13 и нижнего 14 пуансонов осуществляется от гидроцилиндров (не показаны), причем привод нижнего пуансона 14 передается через
штоки 17. Для выталкивания готового изделия предусмотрен выталкиватель 18, связанный штоками 19 с гидроди- линдрами.
Устройство работает следующим образом.
Вначале верхний 13 и нижний 14 пуансоны находятся соответственно в крайнем верхнем и нижнем положениях. В кольцевую ступенчатую по5 лость, образованную наружной поверхностью упругих блоков, засыпают порошок. Подводят верхний пуансон 13 и начинают период предварительного прессования до соприкосновения анти0 фрикционных втулок 15 с. верхними
торцовыми поверхностями упругих блоков. Положение рабочих элементов устройства в конечный момент предварительного прессования показано на
чертеже. Включают одновременно приводы верхнего 13 и нижнего 14 пуансонов, и под воздействием усилий, передаваемых со стороны пуансонов, гайки 5 и 6 начинают совершать одно0 временно винтовые движения (вращательное и поступательное) в вертикальной плоскости, деформируя при этом эластичные шайбы 7 и 8, вызывая их перемещение в радиальном нап35 равлении.
Ввиду того, что матрица 1 и оправка 4 имеют противойоложно направленные винтовые нарезки, упругие бло- 40 ки, установленные в матрице 1 на оправке 4, осуществляют вращательное
. 1342595 вижение в противоположные стороны.
н т о г 15 л л к те 20 об по на
Уменьшение шага нарезки в направлении прессования может быть выполнено в арифметической прогрессии, что обеспечивает деформацию эластичных шайб 7 и 8 на одинаковую величину и позволяет получать отпрессованное изделие необходимой формы.
Выполнение половины нарезок на оправке 4 и матрице 1 противоположного направления обеспечивает вращение всех связанных с ними гаек 5 и 6 в одном направлении при двухстороннем прессовании.
При одновременном воздействии осевых усилий на порошок со стороны пуансонов 13 и 14, а также радиальны усилий со стороны .эластичных шайб 7 и 8, обеспечиваюш х вытеснение порошка из кольцевых объемов, образованных рабочими поверхностями эластичных шайб и торцами гаек, осуш;е- ствляется окончательное двухстороннее прессование трубчатой заготовки
dK J t X d.
После
с размерами ti - g, окончания прессования верхний пуансон 13 возвращается в исходное положение, а нижний пуансон 14 остается на месте.
В связи с тем, что матрица 1 и центрирующая оправка 4 снабжены несамотормозящимися противоположно направленными винтовыми нарезками, а гайки 5 и 6 каждого из блоков связаны между собой при помощи кольцевых перегородок 9 и 10 с зацепами, выполненными в виде выступов 11, входящих во впадины 12, при возвращении пуансона 13 в крайнее верхнее положение и неподвижном пуансоне 14 гайки 5 и 6 не могут повернуться и зазор между их торцовыми поверхностянаружного диаметра гаек, а внутренн го диаметра эластичных шайб упругого блока, установленного в матрице, большим внутреннего диаметра га 30 ек позволяет в процессе окончательного прессования осуществлять вытес нение порошка из кольцевых обьемов, образованных рабочими поверхностями эластичных шайб и торцами гаек, по всей высоте изделия.
Выполнение винтовых нарезок с шагом, уменьшающимся в направлении прессования в арифметической прогрес сии, обеспечивает одинаковую деформа Q цию эластичных шайб, что позволяет получать трубчатые изделия с правиль ной геометрической формой.
Устройство опробовано при изготов
35
ми остается постоянным. Это исключа- 45 деталей, имеющих форму втулок
с наружным диаметром 150 мм, внутет попадание материала заготовки между торцами гаек и образование ступенек, препятствующих выталкиванию. Выталкивателем 18 через штоки 19 отпрессованное изделие извлекается, после чего выталкиватель 18 возвращается в исходное положение. Под действием упругих сил со стороны эластичных шайб 7. и 8 гайки 5 и 6
50
ренним диаметром 100 мм, высотой
100 мм из порошков железа марки ПЖ2М
ПЖ2М1 и меди ПМС-2.
В сравнении с известным устройством предлагаемое у сгройство позволяет получать изделия более высокого качества из порошков железа ПЖ2М,
с шайбами займут свое исходное поло- 55 ПЖ2М1 и меди ПМС-2. Пористость издежение. Устройство подготовлено к очередному циклу прес сования. После этого описанный цикл работы устройства повторяется.
5
0
Выполнение на внутренней поверхности матрицы и на центрирующей оправке несамотормозящихся противоположно направленных винтовых нарезок и упругих блоков в виде чередующихся гаек и эластичных шайб, гайки которых в каждом из блоков связаны между собой при помощи зацепов с возможностью осевого перемещения относительно друг друга, позволяет в процессе окончательного прессования осуществлять одновременное вращение гаек матрицы и стержня в противопо- 5 ложных направлениях, позволяет увеличить плотность Трубчатой заготовки за счет устранения арочного эффекта и уменьшения пустот и рыхлостей. При этом улучшаются условия 0 образования контакта между частицами порошка и уменьшаются остаточные напряжения.
Выполнение наружного диаметра эластичных шайб упругого блока, ус- 5 тановленного на оправке, меньшим
наружного диаметра гаек, а внутреннего диаметра эластичных шайб упругого блока, установленного в матрице, большим внутреннего диаметра га- 0 ек позволяет в процессе окончательного прессования осуществлять вытеснение порошка из кольцевых обьемов, образованных рабочими поверхностями эластичных шайб и торцами гаек, по всей высоте изделия.
Выполнение винтовых нарезок с шагом, уменьшающимся в направлении прессования в арифметической прогрессии, обеспечивает одинаковую деформа- Q цию эластичных шайб, что позволяет получать трубчатые изделия с правильной геометрической формой.
Устройство опробовано при изготов5
50
ренним диаметром 100 мм, высотой
100 мм из порошков железа марки ПЖ2М,
ПЖ2М1 и меди ПМС-2.
В сравнении с известным устройством предлагаемое у сгройство позволяет получать изделия более высокого качества из порошков железа ПЖ2М,
ЛИЯ по его сечению уменьшается примерно в 2-2,2 раза с одновременным повьш1ением механических свойств в 1,3-1,5 раз.
51
d ) р м у л а изобретения Устройство для прессования труб- чатых изделий из порошка, содержащее матрицу, пуансоны, упругие блоки, центрирующую оправку и опорную плиту, отличающееся тем, что, с целью повышения механических свойств изделий и снижения пористое-
выполнены с несамотормозящимися противоположно направленными винтовыми нарезками, шаг которых уменьшается в направлении прессования, а упругие
Редактор П.Гереши Заказ 4549/8
Составитель А.Джетымов
Техред И.Попович Корректор М.Максимишинец
Тираж 740Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
блоки выполнены в виде чередующихся гаек и эластичных шайб, установленных на оправке и матрице, при этом гайки каждого из блоков связаны между собой пои помощи кольцевых перегородок с зацепами с возможностью их осевого перемещения относительно друг друга, наружный диаметр эластичных шайб упругого блока, установленного на оправке, меньше наружного диаметра гаек, а внутренний диаметр эластичных шайб матрицы больше диаметра га&к,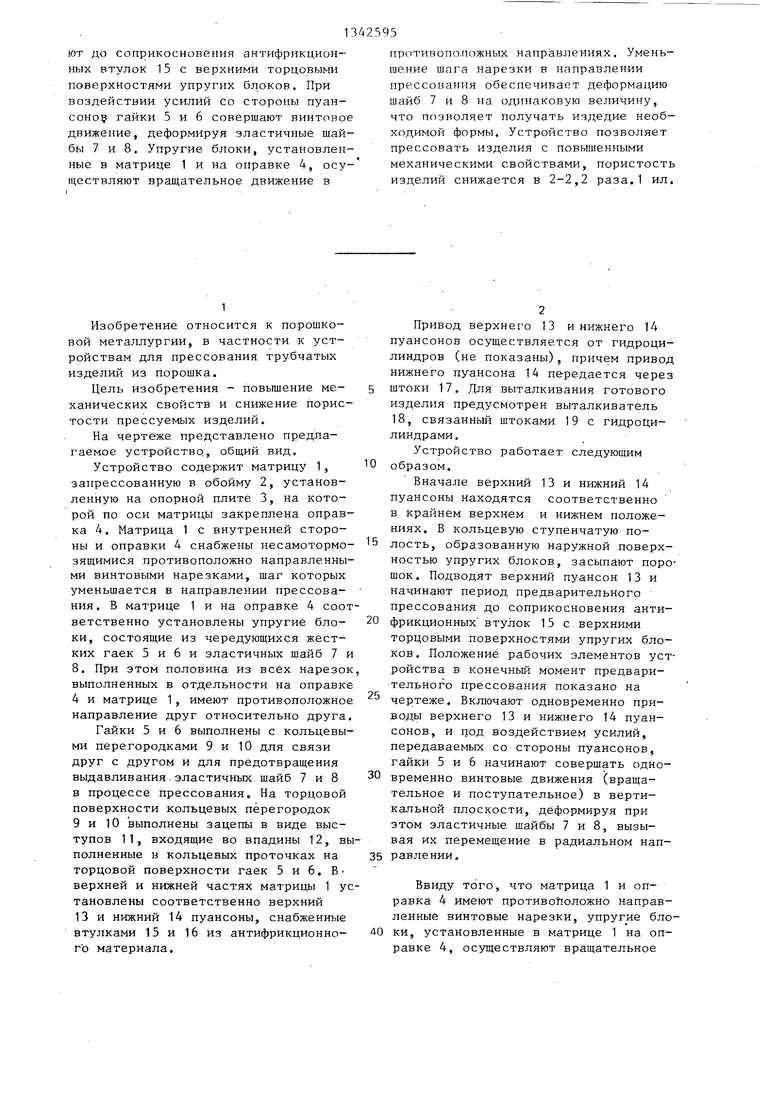
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1526910A1 |
| Устройство для прессования трубчатых изделий из порошка | 1985 |
|
SU1268286A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Устройство для ориентации, наживления и навинчивания гаек | 1977 |
|
SU743857A1 |
| Пресс-форма для прессования полых изделий с буртиками на концах | 1990 |
|
SU1784458A1 |
| Пресс-форма для прессования порошка | 1983 |
|
SU1154040A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
| Устройство для прессования трубчатых изделий из порошка | 1980 |
|
SU872031A1 |
| Способ изготовления слоистых порошковых изделий и устройство для его осуществления | 1990 |
|
SU1822385A3 |
| Устройство для изостатического прессования длинномерных изделий из порошка | 1984 |
|
SU1219251A1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования трубчатых изделий из порошка. Целью изобретения является повышение механических свойств и снижение пористости. В кольцевую полость, образованную наружной поверхностью упругих блоков, засыпают порошок. Подводят верхний пуансон 13, предварительно прессу/3 сл оо 4;; гчэ СП со СЛ
| СПОСОБ ПРЕССОВАНИЯ Л1ЕТАЛЛОКЕРАМИЧЕСКИХЗАГОТОВОК | 0 |
|
SU307847A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прессования трубчатых изделий из порошка | 1982 |
|
SU1082562A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
