1
Изобретение относится к сварке и может быть использовано при удалении грата с кольцевых стыков цилиндрических изделий, например заготовок длинномерного металлорежущего инструмента малых диаметров.
Цель изобретения - повышение качества готовой продукции при удалении грата с нежестких изделий путем обеспечения их продольной устойчивости.
Сущность способа удаления грата с поверхности цилиндрических изделий заключается в том, что сначала осуществляют подрезку грата посредством сближения до упоров двух ножей, свободно охватывающих поперечное сечение изделия и расположенных по обе стороны от плоскости сварного стыка с образованием тонкой перемычки грата между кромками ножей, а затем проталкивают изделие сквозь сомкнутые ножи.
2
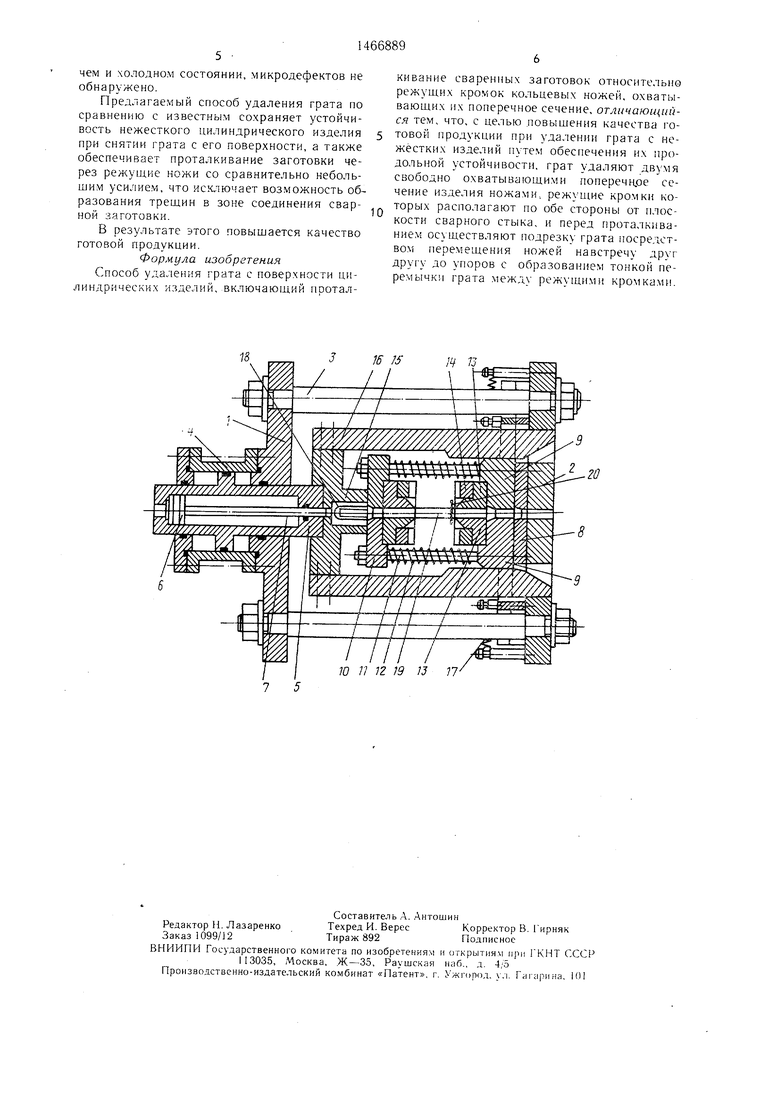
На чертеже представлен гратосниматель., с помощью которого осуществляют предлагаемый способ, продольный разрез.
Гратосниматель содержит корпус, состоящий из двух траверс 1 и 2, соединенных колоннами 3, силовой цилиндр 4, закрепленный на траверсе 1, в полости штока 5 которого размещается поршень 6 и шток 7 вспомогательного гидроцилиндра проталкивания, направляющие 8, закрепленные на траверсе 2, неподвижные 9 вдоль оси штока и подвижные 10 плиты штампов, колонки 11, возвратные пружины 12, полукруглые режущие ножи 13, закрепленные на плитах 9 и 10 щтампов, упоры 14, расположенные на ножах 13, промежуточную втулку 15, закрепленную на штоке 5 силового цилиндра, клинья 16, закрепленные на промежуточной втулке 15, пружины разведения плит штампов 17. В промежуточной втулке 15 имеется
4
О: о: ОС
а ее
jiias 8, позволяющий ввести в гратоснима- |тель изделие 19 при разведенных плитах |штампов. Сварочный грат обозначен пози- цией 20.
Приводные гюлзуны выполнены в виде двух штампо:. Один из штампов расположен ниже оси штока 5 и состоит из неподвижной в направлении вдоль оси штока плиты 9 (в перпендикулярном направлении эта |плита подвижна), подвижной вдоль этой оси плиты 10 (эта плита подвижна в обоих направлениях), двух колонок 11 и двух возвратных пружин 12 (на чертеже видна толь- |ко одна колонка и одна возвратная пружи- |на.
I На неподвижной вдоль оси штока плкте закреплен полукруглый нож 13, на подвиж- |ной плите 10 закреплен другой такой же |нож (дополнительный), каждый из этих но- ркей снабжен упором 14. Над осью штока располагается другой такой же штамп. Штампы кинематически Связа1:ы со IUTOKOM 5 силового цилиндра с ромощью промежуточной втулки 15 и кли- 16. При взаимодействии их скосов со скосами на плитах 9 штампы сближаются. ; Перемещение штампов осуществляется |ю направляющим 8, закрепленным на пли- jre 2. Разведение штампов в направлении, Ьерпендикулярном оси штока 5, осуществляется пружинами 17 и возможно только при Ьтведенных влево клиньях 16. : 1 ратосниматель оаботает следующим об- |)азом.
; В исходном поло.жении шток 5 силового Цилиндра 4, шток 7 вспомогательного цилиндра и клинья 16 находятся в крайнем ле- $ом положении. Пружины 17 удерживают ;|1ггампы в положении наибольшего удаления d)T оси штока. Подвижные ииты 10 каждо- № штампа разведены на расстояние, доста- to4Hce для размещения в пространстве меж- fy упорами ножей 14 и колонками щтампов аахвата гратоснимателя. Зазор между ножами 13 верхнего и нижнего штампа, а также паз 30 втулке 15 больше диаметра сварного изделия и позволяют ввести его в гра- тосниматель. При этом грат 20 располагается вблизи режущих кромок ножей 13, рас- поло.жеиных на плитах 9 штампов. При движении штока 5 силового цилиндра слева направо скосы клиньев 16 взаимодействуют со скосами плит 9 и, преодолевая сопротивление пружин 7, сводят глта.упы. Плоскости f a3beivra ножей 13 смыкаются и pacrscviaraiOT- ся на оси штока 5 (и сварного изделия ,9). Отверстия, образованные сомкнуть1м:и ножами, охватывают изделие, не зажимая его. При этом шток 5 останавливается. Зажим манипулятора {не показан) раскрывается и отводится за пределы гратоснимателя. Дви- .сение штока 5 слева направо продолжается до соприкосновения рабочих плоскостей упоров 14. При этом расстояние между режущими кромками ножей 13, установленных на подвижных 10 и неподвижных 9 плитах, равно двойной величине превышения рабочей плоскости упора над режущей кромкой ножа. Далее шток 5 остается в этом положении, а шток 7 вспомогательного цилиндра начинает двигаться слева направо, проталкивая сварное изделие сквозь сомкнутые ножи 13 нэ неподвижных плитах 9 за пределы грато
снимателя. После этого оба штока 5 и 7 од0
новременно или последовательно возвращаются справа налево в исходное положение. Под действием усилий пружин 17 оба штампа отводятся от оси штока. При отводе штоS ка 5 силового цилиндра и штока 7 вспомогательного цилиндра влево, в исходное положение, грат 20 падает вниз в лоток( не показан) и отводится за пределы гратоснимателя, который готов к приему следующего изделия.
Так как шток 7 вспо.могательного цилиндра протал кивает через сомкнутые режущие ножи 13 изделие 19 с подрезанным гратом, толщина которого на поверхности изделия не превышает 0,2 мм, проталкивание происхо5 дит со сравнительно небольшим усилием, так что это не угрожает продольной устойчивости нежесткого изделия 19.
Гратосниматель был изготовлен Опытным заводом сварочного оборудования (ОЗСО) им. Е. О. Патона в ко.милекте с автоматической сварочной установкой К-832 для контактной стыковой сварки заготовок составного металлорежущего инструмента диаметром 4,7 мм. Производительность установки определяла производительность
гратоснимателя и равнялась 300 стыков в час. Грат с заготовок удалялся как сразу носле сварки при температуре стыка 450- 500°С, так и в холодном состоянии при температуре стыка 20°С. Вре.мя остывания стыка носле сварки до температуры 450-500°С
0 при диаметре 4,7 мм составляло 3-3,5 с. Прочность материала грата в месте среза при температуре 20°С составляла 800 МПа, твердость HV 670. Усилие, развиваемое гра- тоснимателем при подрезке грата, соетав5 ляет 59000 кН, а усилие, необходимое для проталкивания изделия через режущие ножи равняется 6,7 кН. Материал полукруглых ножей - сталь ЗХ2В8 или ЗХ2В8Ф ГОСТ 5950-73.
Гратосниматель обеспечивает снятие 0 грата заподлицо без замены режущих ножей на 7000 заготовках при производительности 300 стыков в час. Пр({ этом на всех сварных цилиндрических изделиях не наблюдалось нарущения их устойчивости, ис- j кривлений или разрушений по месту сварки. Металлографическими исследованиями образцов, прощедшкх операцию удаления грата в предлагаемом гратсснимателе в горячем и холодном состоянии, микродефектов не обнаружено.
Предлагаемый способ удаления грата по сравнению с известным сохраняет устойчивость нежесткого цилиндрического изделия при снятии грата с его поверхности, а также обеспечивает проталкивание заготовки через режущие ножи со сравнительно небольшим усилием, что исключает возможность обкивание сваренных заготовок относительно режущих кромок кольцевых ножей, охваты вающих и.х поперечное сечение, отличающий ся тем, что, с целью повыщения качества готовой продукции при удалении грата с нежёстких изделий цутем обеспечения их продольной устойчивости, грат удаляют двумя свободно охватывающими поперечнре сечение изделия ножами, режущие кромки ко оГ::Äà .0 ™РЬ,х рас„о,,ага„. стор„„:Г „г ..„сНОИ заготовки.
В результате этого повыщается качество готовой продукции.
Формула изобретения Способ удаления грата с поверхности ци- линдрически.х изделий, включающий проталкости сварного стыка, и перед проталкиванием осуществляют подрезку грата посредством перемещения ножей навстречу друг другу до упоров с образованием тонкой перемычки грата между режущими кромками.
кивание сваренных заготовок относительно режущих кромок кольцевых ножей, охватывающих и.х поперечное сечение, отличающийся тем, что, с целью повыщения качества готовой продукции при удалении грата с нежёстких изделий цутем обеспечения их продольной устойчивости, грат удаляют двумя свободно охватывающими поперечнре сечение изделия ножами, режущие кромки ко™РЬ,х рас„о,,ага„. стор„„:Г „г ..„с™РЬ,х рас„о,,ага„. стор„„:Г „г ..„скости сварного стыка, и перед проталкиванием осуществляют подрезку грата посредством перемещения ножей навстречу друг другу до упоров с образованием тонкой перемычки грата между режущими кромками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Машина для сварки давлением | 1988 |
|
SU1611645A1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
Изобретение относится к сварке и может быть использовано при удалении грата с кольцевых стыков цилиндрических изделий. например заготовок длинномерного чгеталло- режущего инструмента малых диаметров. Цель изобретения - повышение качества готовой продукции при удалении грата с нежестких изделий путем обеспечения их продольной устойчивости. Удаление грата производят в два этапа: сначала подрезают грат путем сближения до упоров двух ножей, расположенных по обе стороны сварного стыка, после этого проталкивают изделие сквозь сомкнутые ножи и срезают оставшуюся между кромками ножей перемычку грата. В результате снижаются усилия проталкивания, что исключает потерю устойчивости изделия при удалении грата, и, как следствие, образование трешин в зоне стыка. 1 ил.
Ю 11 72 19 13 11
| Авторское свидетельство СССР № 1196194, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
