Изобретение относится к сварке и может быть использовано при разработке оборудования для стыковой сварки давлением.
Цель изобретения - повышение качества удаления грата и стойкости рабочего инструмента.
Нафиг.1 представлена принципиальная конструктивная схема гратоснимателя; на фиг.2 - схема передачи из зажимов токове- дущих губок с закрепленными на них формирующими элементами в гратосниматель; на фиг.З - принципиальная конструктивная схема автомата для стыковой сварки давлением.
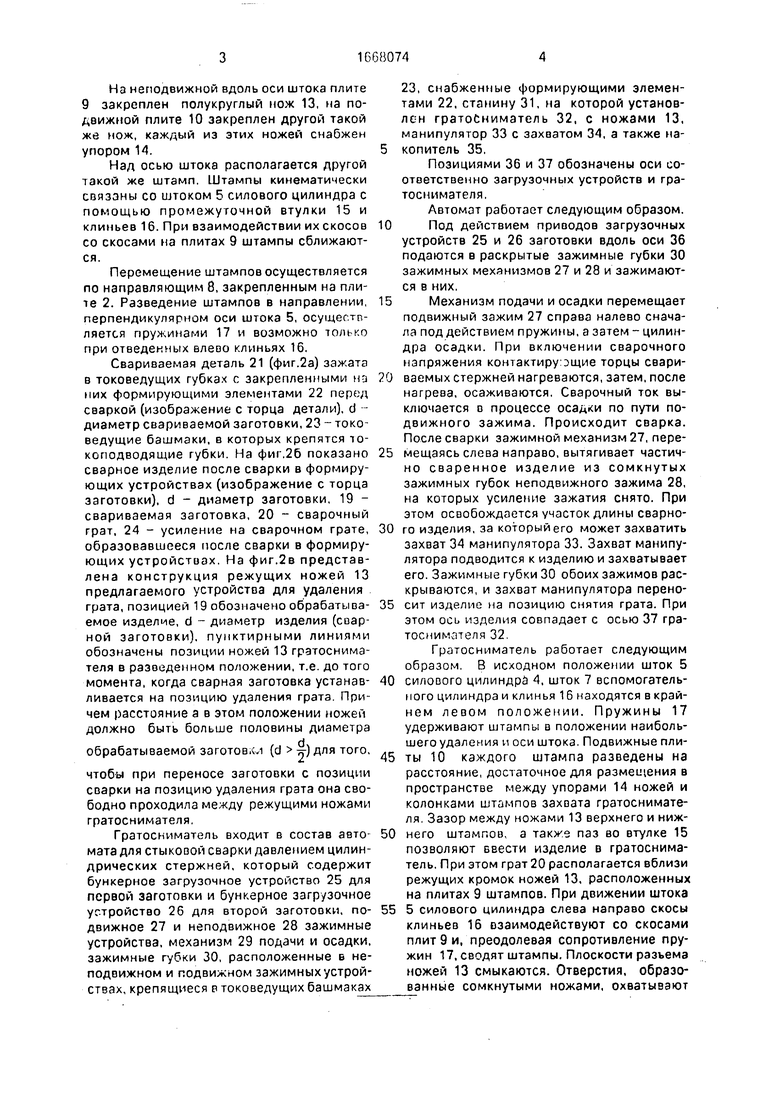
Гратосниматель содержит корпус, состоящий из двух траверс 1 и 2, соединенных колоннами 3. силовой цилиндр 4, закрепленный на траверсе 1, в полости штока 5 которого размещается поршень 6 и шток 7 вспомогательного гидроцилиндра проталкивания, направляющие 8. закрепленные на траверсе 2, неподвижные 9 вдоль оси штока и подвижные 10 плиты штампов, колонки 11,.
возвратные пружины 12, полукруглые режущие ножи 13, закрепленные на плитах 9 и 10 штампов, упоры 14, расположенные на ножах 13, промежуточную втулку 15, закрепленную на штоке 5 силового цилиндра, клинья 16, закрепленные на промежуточной втулке 15, пружины 17 разведения плит штампов. В промежуточной втулке 15 имеется паз 18, позволяющий ввести в гратосниматель изделие 19 при разведенных плитах штампов. Сварочный грат обозначен позицией 20.
Один из штампов расположен ниже оси штока 5 и состоит из неподвижной в направлении вдоль оси штока плиты 9 (в перпенди- кулярном направлении эта плита неподвижна), подвижной вдоль этой оси плиты 10 (эта плита подвижна в обоих направлениях), двух колонок 11 и двух возвратных пружин 12 (фиг.1 видна только одна колонка 11 и одна возвратная пружина 12, другая колонка и другая пружина этого штампа находятся перед плоскостью разреза и поэтому не видны)
Ё
О
о
00
о
vj
4
На неподвижной вдоль оси штока плите 9 закреплен полукруглый нож 13, на подвижной плите 10 закреплен другой такой же нож, каждый из этих ножей снабжен упором 14.
Над осью штока располагается другой такой же штамп. Штампы кинематически связаны со штоком 5 силового цилиндра с помощью промежуточной втулки 15 и клиньев 16. При взаимодействии их скосов со скосами на плитах 9 штампы сближаются.
Перемещение штампов осуществляется по направляющим 8, закрепленным на плите 2. Разведение штампов в направлении, перпендикулярном оси штока 5, осуществляется пружинами 17 и возможно только при отведенных влево клиньях 16.
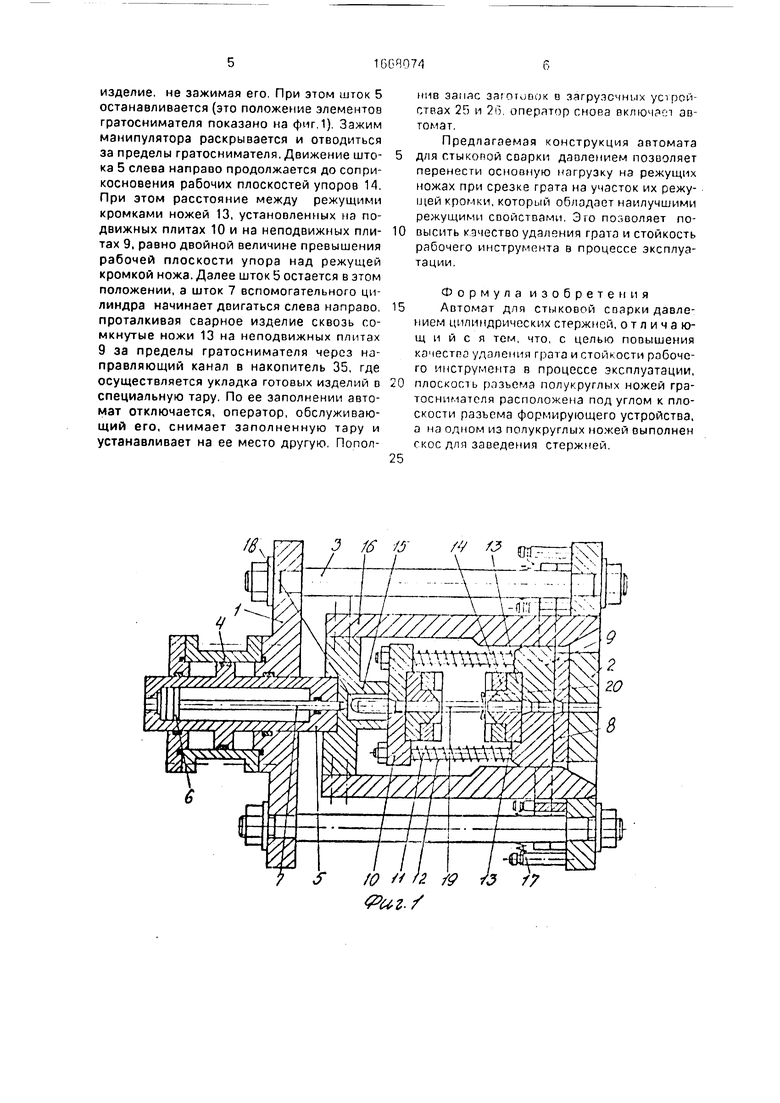
Свариваемая деталь 21 (фиг.2а) зажата в токоведущих губках с закрепленными на них формирующими элементами 22 перед сваркой (изображение с торца детали), d - диаметр свариваемой заготовки, 23 - токо- ведущие башмаки, в которых крепятся то- коподводящие губки. На фиг.26 показано сварное изделие после сварки в формирующих устройствах (изображение с торца заготовки), d - диаметр заготовки, 19 - свариваемая заготовка, 20 - сварочный грат, 24 - усиление на сварочном грате, образовавшееся после сварки в формирующих устройствах. На фиг.2в представлена конструкция режущих ножей 13 предлагаемого устройства для удаления грата, позицией 19 обозначено обрабатываемое изделие, d - диаметр изделия (сварной заготовки), пунктирными линиями обозначены позиции ножей 13 гратоснима- теля в разведенном положении, т.е. до того момента, когда сварная заготовка устанавливается на позицию удаления грата. Причем расстояние а в этом положении ножей должно быть больше половины диаметра
обрабатываемой заготовки (d т,-) для того,
чтобы при переносе заготовки с позиции сварки на позицию удаления грэта она свободно проходила между режущими ножами гратоснимателя.
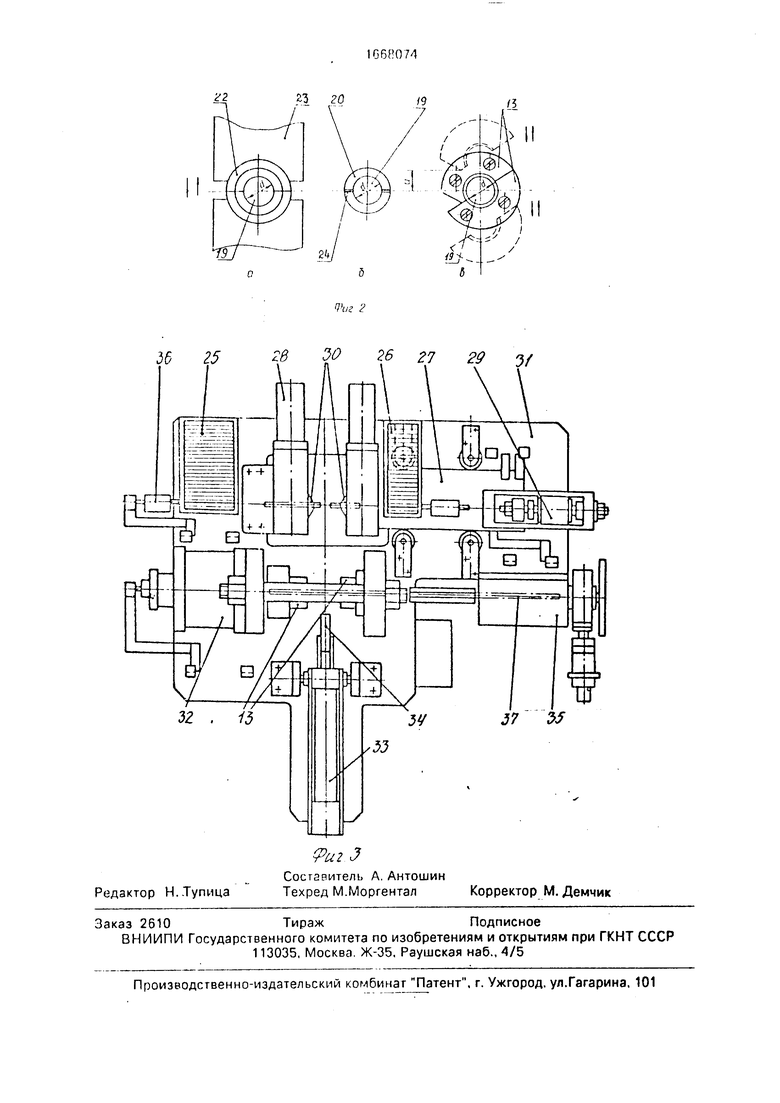
Гратосниматель входит в состав автомата для стыковой сварки давлением цилиндрических стержней, который содержит бункерное загрузочное устройство 25 для первой заготовки и бункерное загрузочное устройство 26 для второй заготовки, подвижное 27 и неподвижное 28 зажимные устройства, механизм 29 подачи и осадки, зажимные губки 30, расположенные в неподвижном и подвижном зажимных устройствах, крепящиеся Р токоведущих башмаках
23, снабженные формирующими элементами 22,станину 31, на которой установлен гратосниматель 32, с ножами 13, манипулятор 33 с захватом 34, а также накопитель 35,
Позициями 36 и 37 обозначены оси соответственно загрузочных устройств и гратоснимателя.
Автомат работает следующим образом.
0Под действием приводов загрузочных
устройств 25 и 26 заготовки вдоль оси 36 подаются в раскрытые зажимные губки 30 зажимных механизмов 27 и 28 и зажимаются в них,
5Механизм подачи и осадки перемещает
подвижный зажим 27 справа налево сначала под действием пружины, а затем - цилиндра осадки. При включении сварочного напряжения контактирующие торцы свари0 ваемых стержней нагреваются, затем, после нагрева, осаживаются. Сварочный ток выключается в процессе осадки по пути подвижного зажима. Происходит сварка. После сварки зажимной механизм 27, пере5 мещаясь слева направо, вытягивает частично сваренное изделие из сомкнутых зажимных губок неподвижного зажима 28, на которых усиление зажатия снято. При этом освобождается участок длины сварно0 го изделия, за который его может захватить захват 34 манипулятора 33. Захват манипулятора подводится к изделию и захватывает его. Зажимные губки 30 обоих зажимов раскрываются, и захват манипулятора перено5 сит изделие на позицию снятия грата. При этом ось изделия совпадает с осью 37 гратоснимателя 32.
Гратосниматель работает следующим образом. В исходном положении шток 5
0 силового цилиндре 4, шток 7 вспомогательного цилиндра и клинья 16 находятся в край- нем левом положении. Пружины 17 удерживают штампы в положении наибольшего удаления и оси штока. Подвижные пли5 ты 10 каждого штампа разведены на расстояние, достаточное для размещения в пространстве между упорами 14 ножей и колонками штампов захвата гратоснимателя. Зазор между ножами 13 верхнего и ниж0 него штампов, а также паз во втулке 15 позволяют ввести изделие в гратосниматель. При этом грат 20 располагается вблизи режущих кромок ножей 13, расположенных на плитах 9 штампов. При движении штока
5 5 силового цилиндра слева направо скосы клиньев 16 взаимодействуют со скосами плит 9 и, преодолевая сопротивление пружин 17, сводят штампы. Плоскости разъема ножей 13 смыкаются. Отверстия, образованные сомкнутыми ножами, охватывают
изделие, не зажимая его. При этом шток 5 останавливается (это положение элементов гратоснимателя показано на фиг.1). Зажим манипулятора раскрывается и отводиться за пределы гратоснимателя. Движение штока 5 слева направо продолжается до соприкосновения рабочих плоскостей упоров 14. При этом расстояние между режущими кромками ножей 13, установленных на подвижных плитах 10 и на неподвижных плитах 9, равно двойной величине превышения рабочей плоскости упора над режущей кромкой ножа. Далее шток 5 остается в этом положении, а шток 7 вспомогательного цилиндра начинает двигаться слева направо, проталкивая сварное изделие сквозь сомкнутые ножи 13 на неподвижных плитах 9 за пределы гратоснимателя через направляющий канал в накопитель 35, где осуществляется укладка готовых изделий в специальную тару. По ее заполнении автомат отключается, оператор, обслуживающий его, снимает заполненную тару и устанавливает на ее место другую. Попол0
5
5
нив запас заготовок о загрузочных устрой ствах 25 и 26 оператор снова включает автомат.
Предлагаемая конструкция автомата для Г.ТЫКОРОЙ соэрки давлением позволяет перенести основную нагрузку на режущих ножах при срезке грата на участок их режущей кромки, который обладает наилучшими режущими свойствами. Эго позволяет повысить качество удаления грата и стойкость рабочего инструмента в процессе эксплуатации.
Формула изобретения Автомат для стыковой спарки давлением цилиндрических стержней, отличающийся тем, что, с целью повышения кэчестпз удаления грата и стойкости рабочего инструмента в процессе эксплуатации, плоскость разъема полукруглых ножей гратоснимателя расположена под углом к плоскости разъема формирующего устройства, а на одном из полукруглых ножей выполнен гкос для заведения стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления грата с поверхности цилиндрических изделий | 1987 |
|
SU1466889A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| МАШИНА ПОДВЕСНАЯ ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2765959C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1556846A1 |
Изобретение относится к сварке и может быть использовано при разработке оборудования для стыковой сварки давлением. Цель изобретения - повышение качества удаления грата и стойкости рабочего инструмента в процессе эксплуатации. Плоскость разъема полукруглых ножей гратоснимателя располагается под углом к плоскости разъема формирующего устройства. Для заведения стержней на одном из ножей выполнен скос. Максимальное усиление металла на венце грата, образующееся в плоскости разъема формирующего устройства, смещается на неослабленный участок режущих кромок рабочего инструмента. 3 ил.
Фиг./
tt 2526 W 26 27 29 3/
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
