Изобретение относится к контактной стыковой сварке и может быть использовано в инструментальном производстве при изготовлении комбинированного режущего инструмента.
Цель изобретения - расширение технологических возможностей за счет реализации термообработки в общем автоматическом цикле работы автомата и повышение надежности автомата за счет увеличения стойкости режущих элементов гратоснимателя.
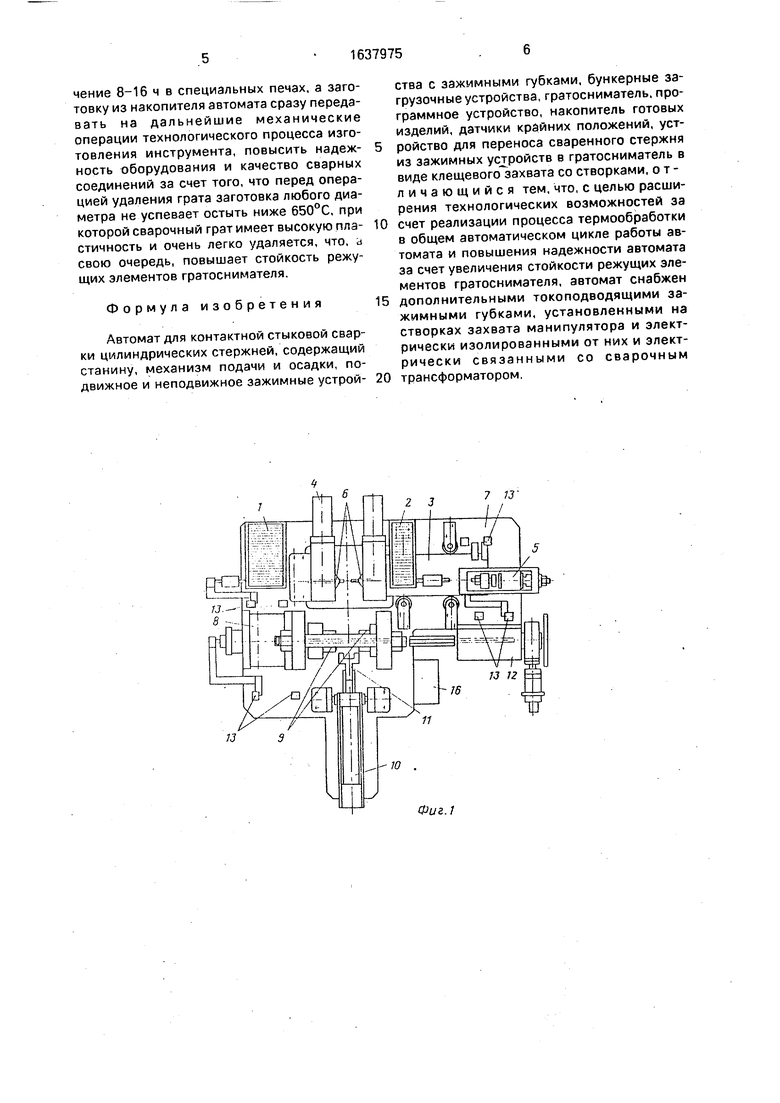
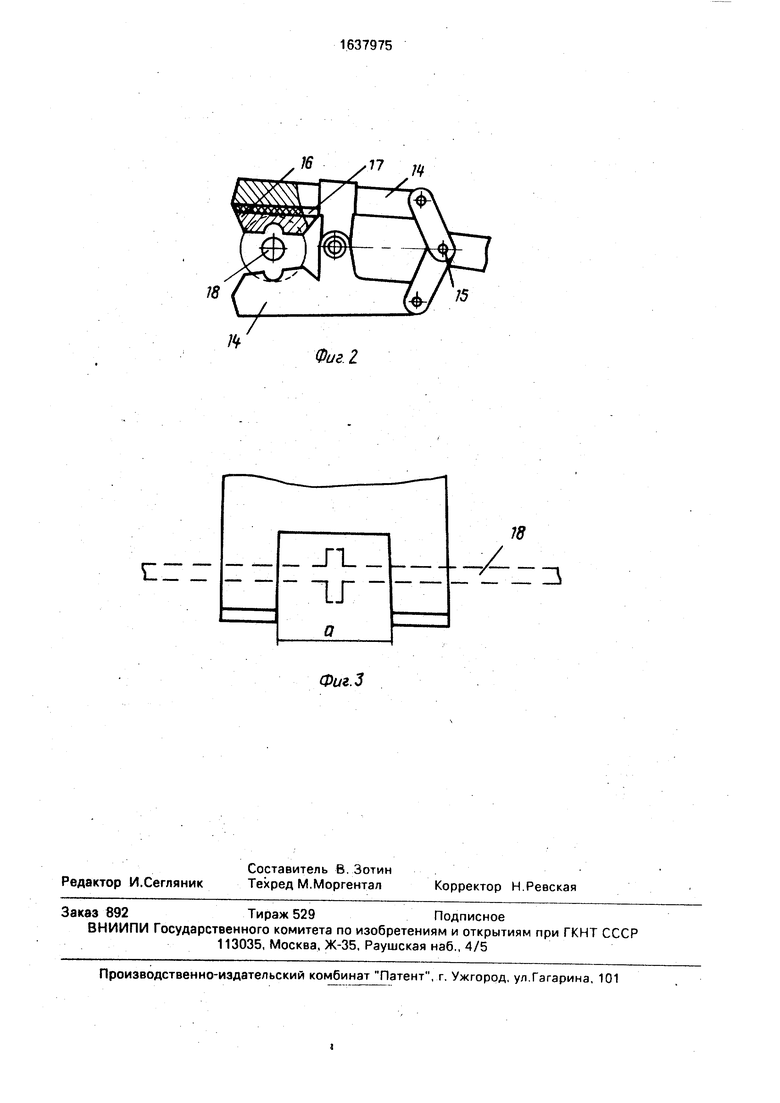
На фиг.1 схематически изображен автомат, вид сверху; на 2 - захват манипулятора автомата, вид сбоку; на фиг.З - то же, вид сверху.
Автомат содержит (фиг.1) бункерное загрузочное устройство 1 для первой заготовки и бункерное загрузочное устройство 2 для второй заготовки, подвижное 3 и неподвижное 4 зажимное устройство, механизм 5 подачи и осадки, зажимные губки 6, расположенные в неподвижном и подвижном зажимных устройствах, станину 7, на которой установлен гратосниматель 8 с ножами 9. манипулятор 10 с захватом 11, накопитель 12, датчики 13 крайних положений.
Захват манипулятора автомата (фиг.2) содержит две шарнирно соединенные створки захвата 14, ось 15, токоподводящие зажимные губки захвата манипулятора 16, закрепленные на одной из створок захвата,
Os
u
2
NJ
сл
Ј
изолирующую прокладку 17, расположенную между токоподводящей зажимной губкой захвата и створной захвата. Сваренная заготовка обозначена позицией 18(фиг.З).
Створки захвата 14 выполнены в виде вилки так, чтобы расположенные на них за- жммные юкоподводящие зажимные губки 16 при зажатии детали 18 захватом манипулятора располагались по обе стороны от плоскости сварного стыка. К токоподводя- щим зажимным губкам подводится напряжение от сварочного трансформатора при помощи медных шин (не показаны). Одна или пара токоподводящих грубок (в зависимости от токоподвода: двухсторонний или односторонний) изолированы от корпуса автомата.
Конструкция захвата манипулятора может быть и другой, чем приведенная на фиг.2, например, с двусторонним или перекрестным токоподводом. Зажатие заготовки также допускается другим способом, главное выполнение условия обеспечения режима нагрева зоны соединения на необходимой установочной длине, а также условие точного переноса заготовки с позиции сварки на позицию удаления сварочного грата.
Автомат работает следующим образом. Под действием привода загрузочных устройств 1 и 2 заготовки подаются в раскрытые зажимные губки 6 зажимных механизмов 3 и 4 и зажимаются в них.
Механизм 5 подачи и осадки перемещает подвижный зажим 3 справа налево. При включении сварочного напряжения, контактирующие торцы свариваемых стержней на- греваются, а затем после нагрева осаживаются. Происходит сварка. После сварки зажимной механизм 3, перемещаясь слева направо, частично вытягивает сваренное изделие из сомкнутых зажимных губок неподвижного зажима 4, на котором усилие зажатия снято. Далее зажимной механизм 3 разжимается, перемещаясь еще слева направо, освобождая участок длины сварного изделия справа от плоскости сварного стыка, чтобы захват манипулятора 11 смог захватить сварную заготовку, расположив ее сварочный грат между токоведущими (токо- подводящими) зажимными губками захвата манипулятора. Захват манипулятора подводится к сварному изделию и захватывает его. При этом токоподводящие зажимные губки захвата 16 располагаются по обе стороны от плоскости сваренного стыка. Зажимные губки неподвижного зажима раскрываются и захват манипулятора переносит изделие на позицию снятия грата. В момент начала переноса включается сварочный трансформатор, напряжение с которого подается на токоподводящие зажимные губки захвата 16.
Зона соединения сваренной заготовки
нагревается электрическим током до необходимой температуры на некоторой установочной длине, равной расстоянию а (фиг.З), т.е. расстоянию между токоподводящими зажимными губками захвата манипулятора.
0 Захват манипулятора устанавливает деталь на позицию снятия грата и некоторое время, необходимое технологически для выдержки зоны соединения при определенной температуре, удерживает деталь в зажатом
5 состоянии. Продолжается термообработка, По окончании термообработки (термообработка закончена) отключается сварочный трансформатор и почти одновременно раскрывается захват манипулятора. В случае,
0 если режим термообработки не предусматривает выдержки изделия при температуре термообработки, захват раскрывается сразу, как установит деталь на позицию снятия грата,
5При перемещении левого ножа 9 гратоснимателя слева направо, которое происходит сразу же после раскрытия захвата манипулятора, происходит подрезка горячего и поэтому пластического грата, а затем
0 проталкивание сварного изделия в том же направлении за пределы гратоснимателя в направляющий канал между гратоснимате- лем 8 и накопителем 12. Изделие, попавшее в этот канал при одной из предыдущих сва5 рок, попадает в накопитель 12, где укладывается в специальную тару для накопления определенной партии заготовок.
После накопления такой партии изделий заготовки сразу поступают на механи0 ческую обработку или другие виды обработки, минуя операцию отжига в специальных печах, поэтому тара, выполненная в известном устройстве из жаропрочного материала для накопления заготовок, может
5 выполняться в предлагаемом автомате из любого дешевого материала.
Таким образом, автомат позволяет дополнительно осуществлять операцию термообработки сварного соединения в
0 автоматическом цикле его работы.
Кроме того, повышает качес i во готового изделия за счет создания более пластичного грата, что позволяет производить кратковременную термообработку инструмен5 тальных заготовок непосредственно в автоматическом режиме работы автомата, начиная с момента переноса сварной заготовки на позицию удаления грата и до момента его удаления, отказаться от длительного отжига сварных заготовок в течение 8-16 ч в специальных печах, а заготовку из накопителя автомата сразу передавать на дальнейшие механические операции технологического процесса изготовления инструмента, повысить надеж- ность оборудования и качество сварных соединений за счет того, что перед операцией удаления грата заготовка любого диаметра не успевает остыть ниже 650°С, при которой сварочный грат имеет высокую пла- стичность и очень легко удаляется, что, d свою очередь, повышает стойкость режущих элементов гратоснимателя.
Формула изобретения
Автомат для контактной стыковой сварки цилиндрических стержней, содержащий станину, механизм подачи и осадки, подвижное и неподвижное зажимные устрой-
ства с зажимными губками, бункерные загрузочные устройства, гратосниматель. программное устройство, накопитель готовых изделий, датчики крайних положений, устройство для переноса сваренного стержня из зажимных устройств в гратосниматель в виде клещевог6 захвата со створками, отличающийся тем, что, с целью расширения технологических возможностей за счет реализации процесса термообработки в общем автоматическом цикле работы автомата и повышения надежности автомата за счет увеличения стойкости режущих элементов гратоснимателя, автомат снабжен дополнительными токоподводящими зажимными губками, установленными на створках захвата манипулятора и электрически изолированными от них и электрически связанными со сварочным трансформатором.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Машина для контактной стыковой сварки труб | 1968 |
|
SU249507A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
Изобретение относится к контактной сварке и может быть использовано в инструментальном производстве при изготовлении комбинированного режущего инструмента. Цель изобретения - расширение технологических возможностей за счет реализации термообработки в общем автоматическом цикле работы автомата и повышение надежности автомата за счет увеличения стойкости режущих элементов гратоснимателя. Автомат для контактной стыковой сварки цилиндрических стержней содержит станину 7, механизм 5 подачи и осадки, подвижное 3 и неподвижное 4 зажимные устройства с зажимными губками 6, гратосниматель 8 и устройство для переноса сваренного стержня из зажимных устройств 3, 4 в гратосниматель. Устройство для переноса сваренного стержня выполнено в виде клещевого захвата 11 со створками, на которых установлены дополнительные токоподводящие зажимные губки, электрически изолированные от створок захвата 11 и электрически связанные со сварочным трансформатором. Автомат позволяет производить нагрев зоны соединения и выдержку при определенной температуре в промежутке между операциями сварки и удаления грата. 3 ил. и fe
Фиг 1
16
Фиг. 1
HZ
Г1
1Г
Фиг.З
75
3
| Автомат для стыковой сварки давлением цилиндрических стержней | 1987 |
|
SU1558607A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
