1
Изобретение относится к обработке металлов давлением, а именно к обработке деталей машин поверхностным пластическим деформированием (ППД).
Цель изобретения - повышение качества обработки путем обеспечения стабильности деформации поверхностного слоя деталей машин и управления процессом поверхностного пластического деформирования.
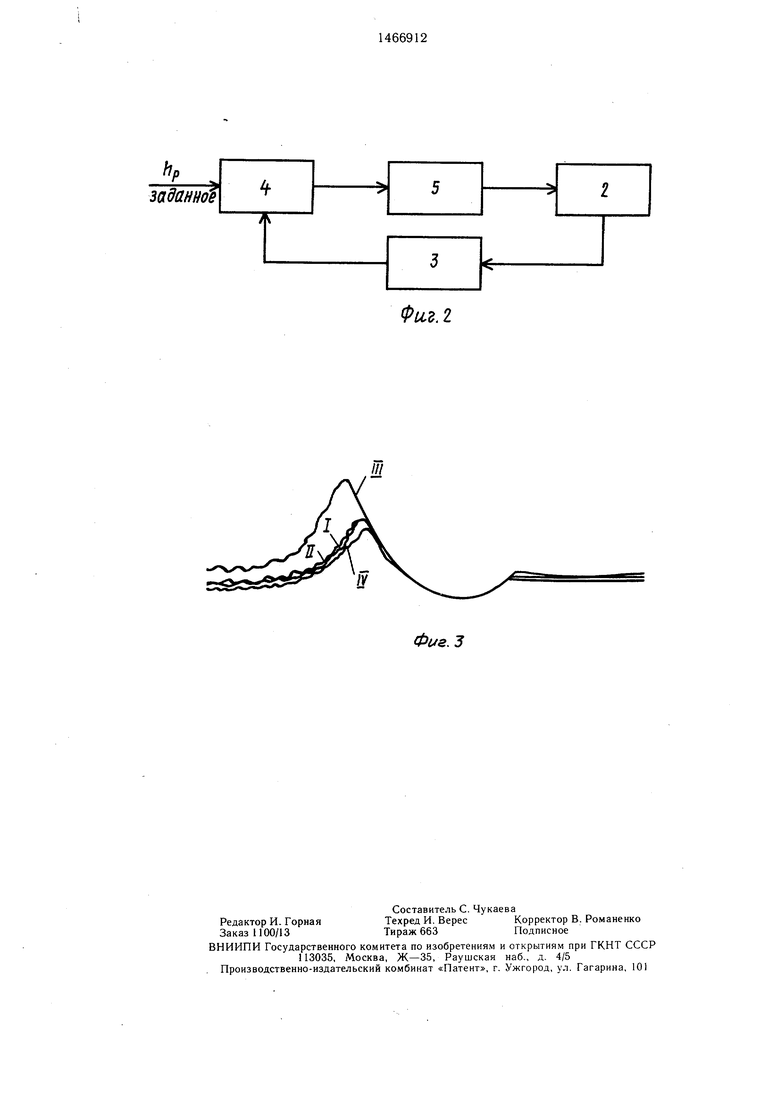
На фиг. I представлена схема процесса ППД; на фиг. 2 - схема управления; на фиг. 3 - экспериментально полученные про- филограммы очага деформации для различных условий обработки.
Способ осуществляют следующим образом.
При вращении заготовки 1 (фиг. 1) с частотой п и подаче деформирующего инструмента 2 со скоростью S в материале заготовки под влиянием силы обкатывания возникает очаг деформации, внещние контуры
которого определяются геометрическими параметрами контактной АС и внеконтактной CD областей. Для контроля геометрических параметров профиля очага деформаций, в частности постоянства проекции дуги контакта, на нормаль к обрабатываемой поверхности, расчетного натяга hp в зону волнообразования вблизи точки С и В с некоторым угловым смещением относительно роликов помещают измерительное устройство 3, представляющее собой, например, датчики индукционного или оптического типа (на фиг. 1 ролики и измерительное устройство условно совмещены в одной плоскости).
При обработке из.меряют текущее значение координат профиля очага деформации, в том числе величину расчетного натяга hp, подают их (его) в элемент 4 сравнения (фиг. 2), где сравнивают с заданным значением hpjj. По величине и знаку сигнала рассогласования производится автоматическое
4;ii о:
05
со to
перемещение деформирующего инструмента по направлению нормали к поверхности детали при помощи регулирующего устройства 5.
Пример. Производится обработка обкатыванием образцов диаметром 54,5 мм из
алюминиевого сплава, имеющих разную исходную щероховатость и твердость поверхности.
Данные приведены в таблице.
После обработки фиксируются профило- граммы очага деформации (фиг. 3).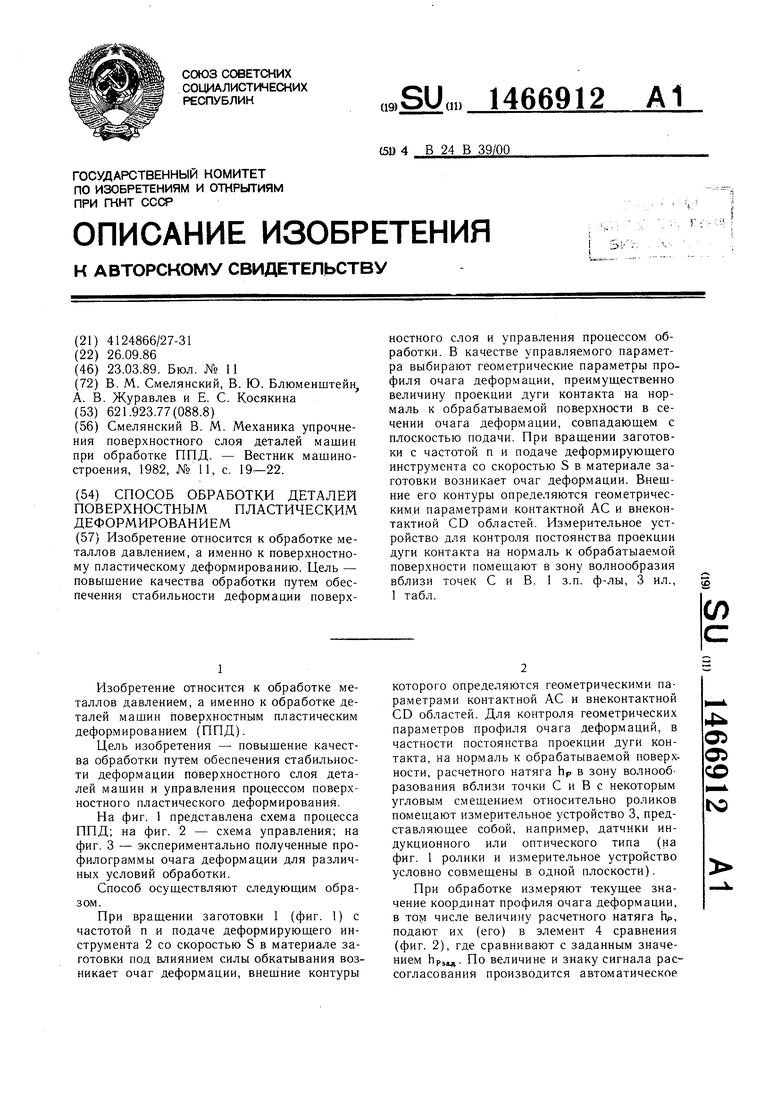

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения интенсивности деформации поверхности детали и глубины ее проникновения при обработке накатыванием | 1982 |
|
SU1116298A1 |
| СПОСОБ УПРОЧНЕНИЯ | 2008 |
|
RU2367562C1 |
| РОЛИК ОБКАТНОЙ КОМБИНИРОВАННЫЙ | 2013 |
|
RU2529335C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| ПРУЖИННОЕ УПРОЧНЯЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2367563C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРЫ | 2006 |
|
RU2325262C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
Изобретение относится к обработке металлов давлением, а именно к поверхностному пластическому деформированию. Цель - повышение качества обработки путем обеспечения стабильности деформации поверхностного слоя и управления процессом обработки. В качестве управляемого параметра выбирают геометрические параметры профиля очага деформации, преимущественно величину проекции дуги контакта на нормаль к обрабатываемой поверхности в сечении очага деформации, совпадающем с плоскостью подачи. При вращении заготовки с частотой п и подаче деформирующего инструмента со скоростью S в материале заготовки возникает очаг деформации. Внешние его контуры определяются геометрическими параметрами контактной АС и внекон- тактной CD областей. Измерительное устройство для контроля постоянства проекции дуги контакта на нормаль к обрабатыаемой поверхности помещают в зону волнообразия вблизи точек С и В. 1 з.п. ф-лы, 3 ил., 1 табл. Ф (Л
Из таблицы видно, что при обкатывании образцов с разной исходной шероховатостью, но одинаковой твердостью (образцы I и II), постоянная величина ,ll мм достигнута при силах обкатывания, соответственно равных 2500 и 3250 Н.
При обкатывании с постоянной силой Н образцов III и IV, имеющих различные исходные твердости и щероховатос- ти, получены значения hf, равные соответственно 0,165 и 0,103 мм.
Использование предлагаемого способа управления процессом ППД обеспечивает по сравнению с существующими способами стабильность параметров деформации поверхностного слоя и повышение качества обработки.
Формула изобретения
0
5
0
тором на инструмент воздействуют с определенной силой и образуют очаг деформации, профиль которого включает контактные и внеконтактные зоны, отличающийся тем, что с целью повышения качества за счет управления процессом поверхностного пластического деформирования и обеспечения стабильности степени деформации поверхностного слоя, в качестве параметра управления процессом обработки выбирают геометрический профиль очага деформации в направлении подачи инструмента, затем осуществляют контроль в процессе обработки такого параметра профиля, который количественно соответствует степени деформации сдвига, сравнивают с заданным значением этого параметра и в случае их несовпадения регулируют параметры обработки.
3
иг.1
Фаг.г
Фиг.З
| Смелянский В | |||
| М | |||
| Механика упрочнения поверхностного слоя деталей машин при обработке ППД | |||
| - Вестник машиностроения, 1982, № 11, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
