Изобретение относится к технологии машиностроения, в частности к устройствам и способам отделочно-упрочняющей обработки поверхностей деталей из сталей и сплавов поверхностным пластическим деформированием (ППД) с импульсным нагружением деформирующих элементов инструмента.
Известен способ и инструмент для обработки плоских и цилиндрических фасонных поверхностей ППД, при котором обрабатываемой заготовки и инструменту сообщают вращательное движение, при этом упрочняющий инструмент имеет форму диска, по периферии которого закреплены плоские пружины с деформирующими утолщениями, расположенными на концах плоских пружин, в результате чего деформирующие утолщения взаимодействуют с обрабатываемой поверхностью детали [1].
Известен инструмент, аналогичный первому [1], но имеющий кожух-отражатель, обеспечивающий дополнительное упругое сжатие пружин в тангенциальном направлении [2].
Известные инструменты и способы отличаются узкими технологическими возможностями, низким КПД, недостаточно большой глубиной упрочненного слоя и невысокой степенью упрочнения обрабатываемой поверхности, что не приводит к изменению физико-механических показателей поверхностного слоя заготовки, низкой износостойкостью, невысоким пределом выносливости и другими эксплуатационными характеристиками, при этом качество обрабатываемой поверхности невысокое.
Задачей изобретения является расширение технологических возможностей ППД благодаря использованию ударного и силового воздействия на поверхность обрабатываемой заготовки, что приводит к изменению показателей поверхностного слоя заготовки, повышению износостойкости, предела выносливости и других эксплуатационных характеристик, управление глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности, а также повышение качества, точности и производительности обработки благодаря установке деформирующих элементов с аксиальным смещением на плоских пружинах и по профилю обрабатываемой поверхности заготовки.
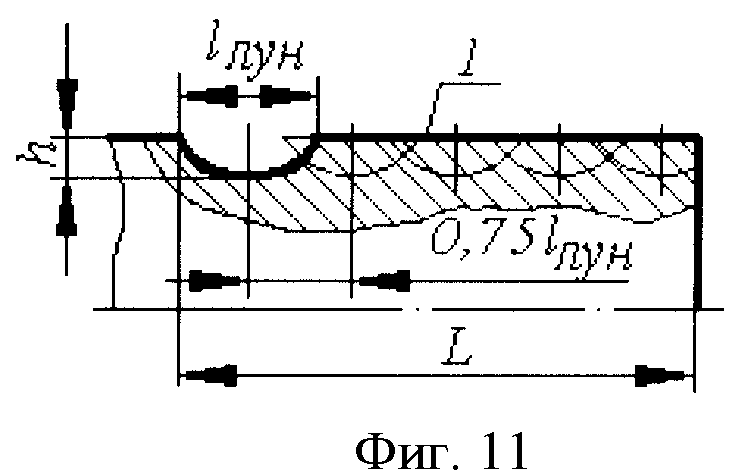
Поставленная задача решается с помощью предлагаемого ударно-обкатного инструмента для поверхностного пластического деформирования, содержащего корпус в виде диска с центральным отверстием и радиально закрепленными на его периферии плоскими пружинами с деформирующими инденторами, расположенными на концах плоских пружин, при этом инденторы выполнены с возможностью нанесения удара по обрабатываемой поверхности с созданием на ней лунки шириной lлун, причем на каждой последующей плоской пружине индентор установлен со смещением в продольном направлении на 0,75·lлун, плоские пружины выполнены с плечиками, которыми они посредством компенсатора жестко закреплены на корпусе с помощью установленных с каждого торца корпуса планшайб, при этом части плоских пружин, которыми они закреплены в корпусе, выполнены клиновидной формы с углом α и ориентированы на периферийной поверхности корпуса в продольном направлении, при этом угол α определяется по формуле: α=360/n град, где n - количество инденторов в инструменте.
Особенности конструкции инструмента для поверхностного пластического деформирования поясняются чертежами.
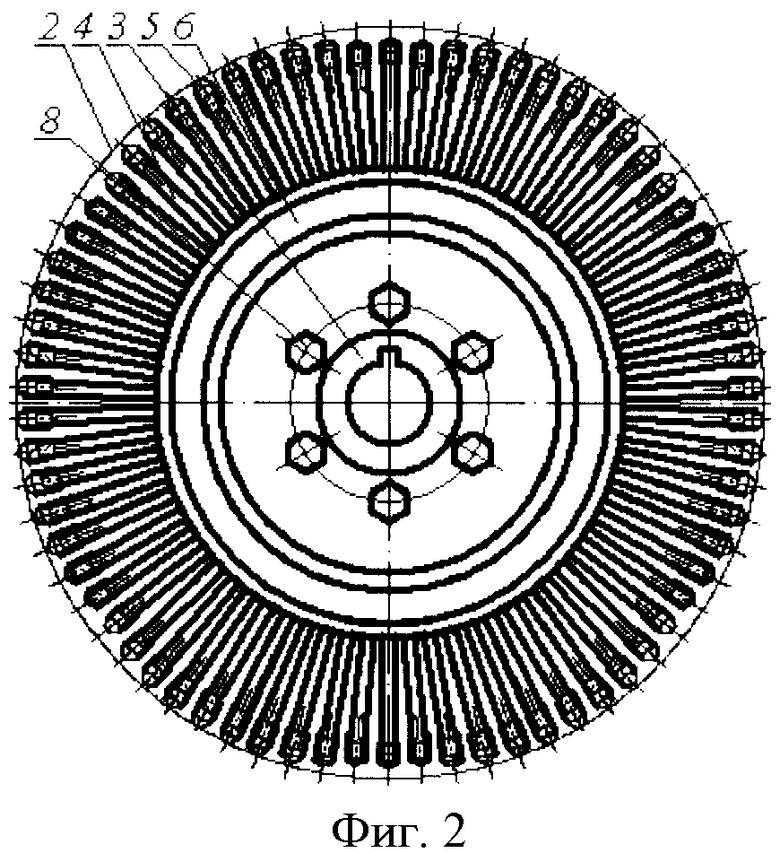
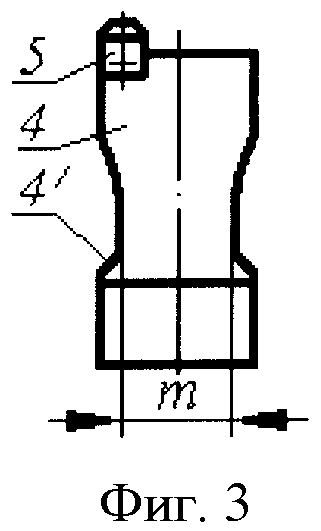
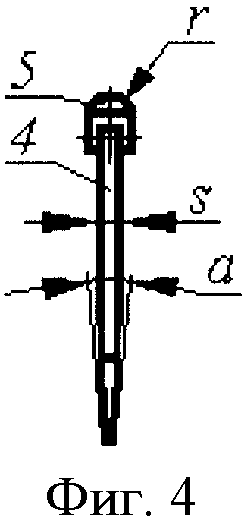
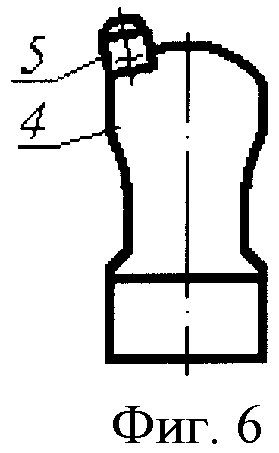
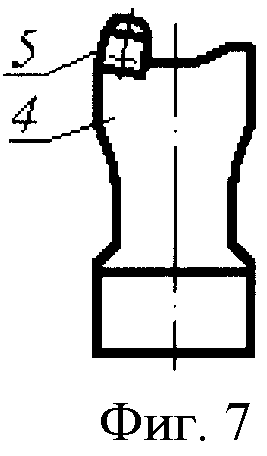
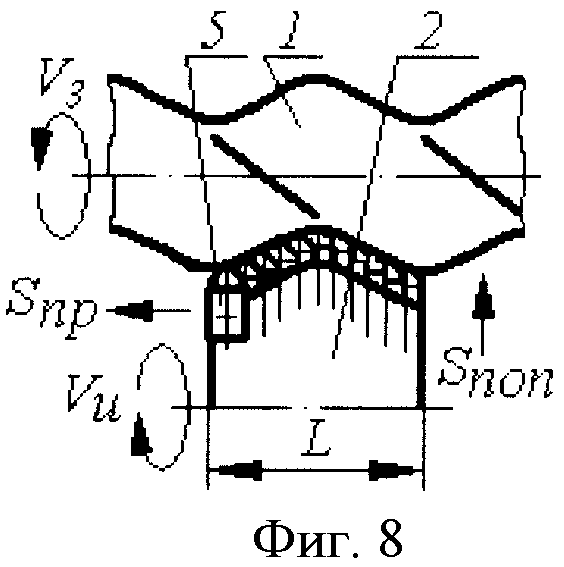
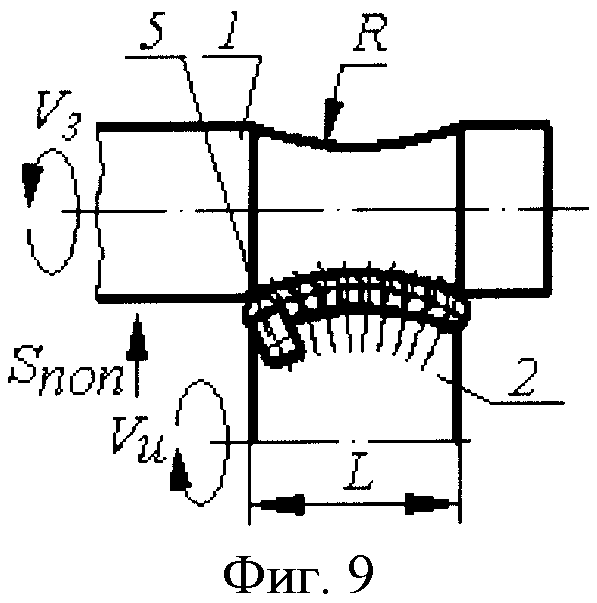
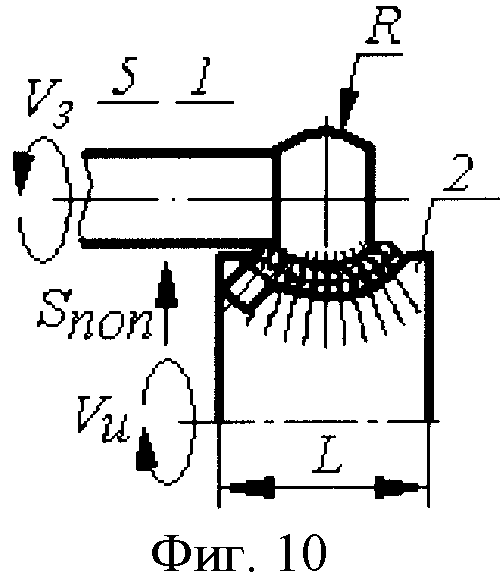
На фиг.1 представлена конструкция предлагаемого инструмента для поверхностного пластического деформирования вогнутой поверхности заготовки, частичный продольный разрез; на фиг.2 - конструкция предлагаемого инструмента, общий вид с торца; на фиг.3 - плоская пружина с индентором для поверхностного пластического деформирования цилиндрической поверхности, вид с торца; на фиг.4 - плоская пружина с индентором для поверхностного пластического деформирования цилиндрической поверхности, вид слева на фиг.3; на фиг.5 - плоская пружина с индентором для поверхностного пластического деформирования винтовой поверхности; на фиг.6 - плоская пружина с индентором для поверхностного пластического деформирования вогнутой поверхности; на фиг.7 - плоская пружина с индентором для поверхностного пластического деформирования выпуклой поверхности: на фиг.8 - схема обработки винтовой поверхности, условно показаны все инденторы в одной продольной плоскости; на фиг.9 - схема обработки вогнутой поверхности, условно показаны все инденторы в одной продольной плоскости; на фиг.10 - схема обработки выпуклой поверхности, условно показаны все инденторы в одной продольной плоскости; на фиг.11 - схема очередности внедрения инденторов при обработке цилиндрической поверхности, продольный разрез.
Предлагаемый инструмент служит для поверхностного пластического деформирования (ППД) поверхностей тел вращения. При обработке, например, винтовой поверхности (см. фиг.8) заготовке 1 сообщают вращательное движение VЗ, а деформирующему инструменту 2 - вращательное движение VИ, продольную подачу SПР, равную шагу за один оборот обрабатываемого винта, и поперечную подачу с целью подвода и поджатая деформирующих элементов в направлении центральной продольной оси для установки нужного натяга h.
Предлагаемый ударно-обкатной инструмент 2 содержит корпус 3 в виде диска с центральным отверстием, в котором имеется шпоночный паз для жесткого крепления инструмента на шпинделе, например, шлифовального, токарного, фрезерного станков или на оправке устройства (не показано), для этой цели изготовленного. На периферийной цилиндрической поверхности корпуса 3 радиально установлены плоские пружины 4, на которых закреплены деформирующие инденторы 5. Инденторы 5 закрепляются на плоской пружине 4 по одному в строго определенном месте. Индентор 5, например, имеет форму цилиндра, один торец которого выполнен в виде полусферы радиусом r - это рабочий торец, непосредственно контактирующий с обрабатываемой поверхностью и воздействующий на нее. Поэтому этот торец закален до твердости HRC 60…63. На другом торце выполнен паз, который ориентирует индентор 5 на плоской пружине 4. Закрепление индентора 5 на плоской пружине осуществляется известным способом (винтовым зажимом, клиновым зажимом, сваркой, пайкой и др.).
Место установки индентора 5 на плоской пружине 4 определяется продольной подачей локального удара по профилю обрабатываемой поверхности заготовки. На каждой последующей плоской пружине 4 индентор 5 устанавливается со смещением в продольном направлении на 0,75·lлун ширины лунки, полученной от удара по заготовке индентором, расположенным на предыдущей плоской пружине. Для упрочнения одной продольной линии полного профиля L заготовки требуется количество n плоских пружин с одним индентором на каждой пружине, которое определяется по формуле
n=L/(0,75·lлун) штук.
Количество n плоских пружин, обеспечивающих обработку полного профиля в продольном направлении, называется комплектом.
Инструмент может иметь как минимум один комплект плоских пружин, а также несколько комплектов. Например, на фиг.1 показан участок K, состоящий из 7 плоских пружин с инденторами, образующих один комплект, при этом весь инструмент имеет 8 комплектов. Это значит, что за один оборот инструмента обрабатываемая поверхность заготовки упрочнится 8 раз в одном поперечном сечении.
Плоские пружины 4 должны быть съемными с целью переналадки на обработку различных поверхностей, поэтому они крепятся с двух торцов к корпусу 3 с помощью планшайб 6. Крепление осуществляется за имеющиеся в конструкции пружин 4 плечики 4′ через компенсатор 7 винтами 8.
В части крепления плоских пружин 4 к корпусу 3, которой они ориентируются в продольном направлении на периферийной поверхности корпуса, плоские пружины имеют клиновидную форму с углом α, который определяется по формуле
α=360/n, град,
где n - количество пружин в инструменте, зависящее от ширины L обрабатываемого участка заготовки.
Сущность процесса с использованием предлагаемого инструмента заключается в следующем. Принцип действия инструмента рассмотрим на примере обработки выпуклой поверхности (см. фиг.10).
Используя поперечную подачу SП, подводим и поджимаем деформирующие элементы - инденторы - к продольной оси выпуклой поверхности и устанавливаем нужный натяг h. Инструмент с инденторами вращается с высокой скоростью (1800…3000 мин-1). Так как инденторы аксиально смещены относительно друг друга в продольном направлении, они последовательно наносят по поверхности заготовки многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее. В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 400…800 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение поверхностей с шероховатостью Ra=3,2 мкм.
Предлагаемую ударную обработку применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 55…60. Обработку выполняют на шлифовальных, токарных и фрезерных станках. Изготовляют инденторы из сталей марок ШХ15 и 9ХС с твердостью HRC 60…63. Плоские пружины изготовляют, например, из стальной холоднокатаной ленты согласно ГОСТ 21996-76.
Твердость поверхностного слоя, глубина наклепа и шероховатость поверхности зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры в свою очередь зависят от окружной скорости инструмента, натяга h, размера элементов, их числа в инструменте, частоты вращения заготовки и времени обработки.
Режимы обработки выпукло-вогнутых, коротких цилиндрических, конических, сферических, вогнуто-выпуклых, винтовых поверхностей инденторами с полусферической рабочей поверхностью радиусом r=3,5…5 мм приведены в таблице.
В конкретных случаях необходима экспериментальная отработка режимов. При неправильно выбранных режимах может возникнуть перенаклеп поверхности и в поверхностном слое могут возникнуть растягивающие остаточные напряжения, которые вызывают микротрещины и брак обрабатываемых поверхностей.
Для получения хороших результатов необходимо соблюдать следующие условия обработки. Необходимо обеспечивать постоянную величину натяга R. Допускаемое радиальное биение инденторов, отклонения формы и радиальное биение заготовки не должны превышать 0,03…0,04 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием смазочно-охлаждающего технологического средства (СОТС). Инденторы смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (1…5 мкм). После обработки этим инструментом точность заготовок соответствует 7…9-му квалитетам.
Предлагаемый инструмент расширяет технологические возможности ППД и дает возможность упрочнять поверхности широкой номенклатуры деталей. На плоской пружине размещен всего один индентор, имеющий простую в изготовлении форму, не связанную со сложным профилем обрабатываемой заготовки. Расположение инденторов по одному на каждой пластине значительно снижает силовые характеристики процесса в несколько раз по сравнению с известными инструментами [3]. Расположение инденторов со смещением относительно друг друга дает возможность осуществлять перемещение импульса по контуру обрабатываемого профиля с лимитированной подачей. Предлагаемый инструмент позволяет быстро переналаживать его путем замены комплекта пластин для обработки другого профиля. Конструкция инструмента имеет возможность быстрой замены жестких плоских пружин на менее жесткие путем набора пружин, отличающихся толщиной s, шириной m и другими конструктивными параметрами.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного предлагаемым инструментом, проведены экспериментальные исследования обработки выпуклой поверхности вала (см. фиг.10) с использованием предлагаемого инструмента. Заготовку вала устанавливали в трехкулачковом самоцентрирующем патроне и упрочняли на станке мод. 16К20 с помощью ударно-обкатного инструмента с аксиально смещенными инденторами, установленного на суппорте. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. СОТС служил сульфофрезол (5%-ная эмульсия). Обрабатывали выпуклую поверхность диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63. Значения технологических факторов (величины натяга, скорости вращения заготовки и инструмента) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
С учетом перебега инструмента заготовка полностью обрабатывалась за 1,25…1,5 ее оборота.
Требуемая шероховатость и точность выпуклой поверхности была достигнута за Тм=0,8 мин (против  мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1, ГОСТ 577-68, и на профилометре мод. 283, тип АII, ГОСТ 19300-86. В обработанной партии (равной 100 шт.) бракованных деталей не обнаружено. Отклонение обработанной поверхности от заданной составило не более 0,02 мм, что допустимо ТУ.
мин по базовому варианту при традиционной обработке обкатыванием на Орловском сталепрокатном заводе ОСПАЗ). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1, ГОСТ 577-68, и на профилометре мод. 283, тип АII, ГОСТ 19300-86. В обработанной партии (равной 100 шт.) бракованных деталей не обнаружено. Отклонение обработанной поверхности от заданной составило не более 0,02 мм, что допустимо ТУ.
Величина силы импульсного воздействия инденторов на обрабатываемую поверхность составляла РИМ=260…400 кН. Глубина упрочненного импульсной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном обкатывании формируется в условиях длительного действия больших статических усилий. С помощью предлагаемого инструмента аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя ударной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования. Обработка показала, что параметр шероховатости обработанных выпуклых поверхностей уменьшился до значения Ra=0,32…0,63 мкм при исходном Ra=3,2…6,3 мкм, производительность повысилась более чем в три раза по сравнению с традиционным обкатыванием. Энергоемкость процесса уменьшилась в 2,2 раза.
Микровибрации в процессе обработки благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению СОТС в зону обработки. При наложении колебаний деформирующие элементы инструмента периодически «отдыхают», что способствует увеличению их стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОТС вследствие облегчения его доступа в зону контакта инструмента и заготовки.
Предлагаемый инструмент расширяет технологические возможности импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя и микрорельефом обрабатываемой поверхности путем использования инструмента специальной формы с большим количеством деформирующих элементов, что позволяет увеличить производительность и снизить расходы на изготовление благодаря простоте конструкции.
Источники информации
1. Рыковский Б.И., Смирнов В.А., Щетинин Г.М. Местное упрочнение деталей поверхностным наклепом.- М.: Машиностроение, 1985. - 152 с. - прототип.
2. Авторское свидетельство СССР 466985, МКИ В24В 39/00.
3. Справочник технолога-машиностроителя. В 2-х т. Т.2./Под ред. А.Г.Косиловой и Р.K.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1983, с.412-414.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2319594C1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317886C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329134C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2329132C1 |

Изобретение относится к технологии машиностроения, а именно к устройствам отделочно-упрочняющей обработки поверхностей деталей поверхностным пластическим деформированием. Инструмент содержит корпус в виде диска с центральным отверстием и радиально закрепленными на его периферии плоскими пружинами с деформирующими инденторами. Инденторы расположены на концах плоских пружин и выполнены с возможностью нанесения удара по обрабатываемой поверхности с созданием на ней лунки, шириной lлун. Причем на каждой последующей плоской пружине индентор установлен со смещением в продольном направлении на 0,75·lлун. Плоские пружины выполнены с плечиками, которыми они посредством компенсатора жестко закреплены на корпусе с помощью установленных с каждого торца корпуса планшайб. Части плоских пружин, которыми они закреплены в корпусе, выполнены клиновидной формы и ориентированы на периферийной поверхности корпуса в продольном направлении. В результате расширяются технологические возможности, а также увеличивается производительность. 11 ил., 1 табл.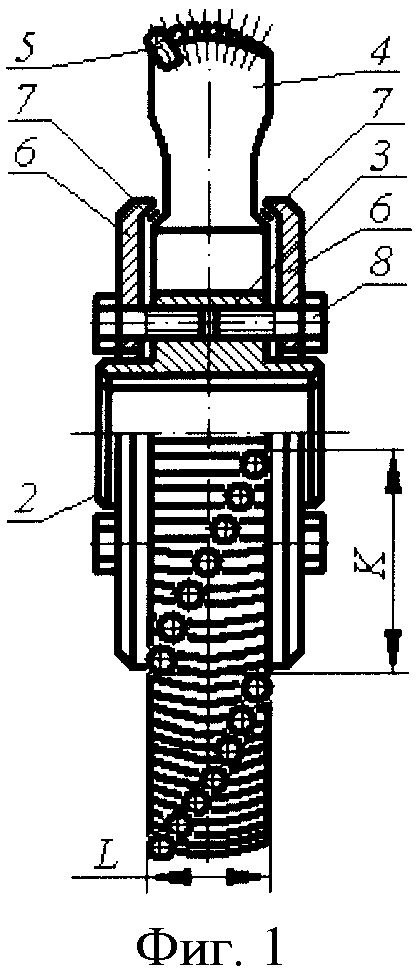
Ударно-обкатной инструмент для поверхностного пластического деформирования, содержащий корпус в виде диска с центральным отверстием и радиально закрепленными на его периферии плоскими пружинами с деформирующими инденторами, расположенными на концах плоских пружин, отличающийся тем, что инденторы выполнены с возможностью нанесения удара по обрабатываемой поверхности с созданием на ней лунки шириной lлун, причем на каждой последующей плоской пружине индентор установлен со смещением в продольном направлении на 0,75·lлун, плоские пружины выполнены с плечиками, которыми они посредством компенсатора жестко закреплены на корпусе с помощью установленных с каждого торца корпуса планшайб, причем части плоских пружин, которыми они закреплены в корпусе, выполнены клиновидной формы с углом α и ориентированы на периферийной поверхности корпуса в продольном направлении, при этом угол α определяется по формуле α=360/n град, где n - количество инденторов в инструменте.
| Устройство для чистовой и упрочняющей обработки наружных поверхностей | 1973 |
|
SU466985A1 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1666290A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

