Изобретение относится к измерителной технике и может быть использовано при изучении деформации металлов при их обработке,
Известен способ определения интен сивности деформации детали и глубины ее проникновения, заключающийся в том, что на деталь наносят координатную сетку, нагружают деталь, измеряют параметры деформированной сет ки и на основании этих измерений определяют искомые параметры С13.
Однако этот способ обладает большой трудоемкостью и недостаточной точностью,
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ определения интенсивности деформации поверхности детали и глубины ее проникнове ния при обработке накатыванием, заключающийся в том, что в деталь внедряют инструмент, отводят инструмент, измеряют профиль очага деформации и по полученным данным определяют контролируемый параметр .
Недостатком известного способа является низкая точность оценки параметров упрочнения при накатывании, связанная с тем, что параметры упроч нения оцениваются по результатам статического вдавливания инст|)умента в деталь, которое не отражает реальной картины деформирования поверхности -при накатывании. Кроме того, оценка параметров наклепа производится по размерам только контактной зоны и не учитывает характерное для накатывания явление пластического волнообразования, возникающее во внеконтактной зоне очага деформа дии.
Цель изобретения - повышение точности.
Указанная цель достигается тем, что согласно способу определения интенсивности деформации поверхности детали и глубины ее проникновения при обработке накатыванием, заключающемуся в том, что в деталь внедряют инструмент, отводят инструмент, измеряют профиль очага деформации и по полученным данным определяют контролируемый параметр, после внедрения инструмента перемещают его вдоль образующей детали, при измерениях учитывают параметры пластической волны, возникающей при перемещении инструмента.
На чертеже изображен профиль очага деформации, возникающего при накатьгоании.На чертеже приняты следующие обозначения: линия АВСОЖ - профиль очага деформации, t длина пластической волны; hp - высота волны CDM - контактный участок очага деформации J МК - задний внеконтактный участок очага деформации, д. (( углы поворота касательных к участкам АВ, ВС, СМ и МК соответственно.
Способ осуществляется следующим образом.
Во вращающуюся деталь с определенной силой внедряют инструмент, перемещают инструмент вдоль образующей детали. При движении инст.румента симметричный очаг деформации, возникающий при статическом вдлвливании, преобразуется в асимметричный, которьй характеризуется появлением впереди инструмента пластической волны. После того как инструмент переместился вдоль образующей заготовки на расстояние порядка 15-30 мм, производят фиксацию этой волны путем остановки вращения и быстрого отвода инструмента от заготовки. Затем вдоль образующей заготовки на приборе профилометре-профилографе при равных значениях вертикального и горизонтального увеличений производят запись профиля очага деформации, характерный вид которого представлен на чертеже линией АВСВМК Параметры упрочнения косвенно определяют по размерам и форме очага деформации следующим образом.
Профиль очага деформации разбивают на отдельные участки: участок ABC - передний векторньй участок очага деформации, горизонтальная проекция которого определяет длину волны t, а вертикальная проекция высоту волны -hg, участок CDM - контактный участок очага деформации, участок МК - задний внеконтактный участок очага деформации.
На участках АВ, ВС, СМ и МК определяют углы поворота касательньтх к этим участкай, т.е. углы ф , рис Фсм MV. в радианах.
Накопленную интенсивность деформации сдвига определяют по формуле
: Г 2( +4BC Pcf - PMk), глубину проникновения пластической деформации - по формуле t 0,7 ц -«- е -h. исходя из следующих соображений. В реальном процессе каядцая частица поверхностного слоя движется относительно инструмента совершенно по иной чем при статическом вдавливании траектории (линии тока), а следовательно, по другому закону накапливает деформацию. Профиль очага деформации при накатывании является траекторией относительного движения частиц металла относительно инструмента. Можно показать, что этот профиль определяет интенсивность деформации поверхности заготовки. Если в очаге деформации построить поле напряжений, образованное двумя opt огональны ми семействами линий скольжения и J , то интенсивность скоростей деформации сдвига элементарной ячейки поля, образованной линиями скольжения, равна: г- (VoL,JlVft J Ta;Tgr где V(, Yfe - скорости смещения вдол линий oL, л соответственно, 6,15ь- криволинейная система координат, координатные линии которой совпадают с линиями сколь жения . 1 84 Так при накатывании скорость Vjs на один-два порядка меньше V, , то течение металла в момент деформации происходит практически вдоль oi -лиНИИ. Можно показать, пренебрегая погрешностями второго порядка малости, что Ц 2 где civp,- угол поворота касательной к профилю очага деформации, на участке, ограниченным двумя соседними (X -линиями. Если накопление деформаций на поверхности детали при накатывании происходит вдоль образзтощей очага деформации в результате многократного воздействия инструмента на деталь, то накопленная интенсивность скоростей деформации сдвига поверхности детали определяется по формуле Г 22лУ . Глубина проникновения пластической деформации определяется по геометрическим СО-отношениям поля напряжений. Таким образом, предложенный способ определения интенсивности деформации поверхности заготовки при накатывании и глубины ее проникновения позволяет путем введения дополнительных действий по -фиксации пластической волны и последующему ее обмеру определять параметры упрочнения,- со-ответствующие реальным условиям деформирования, а следовательно, более точно.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1986 |
|
SU1466912A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РОЛИК ОБКАТНОЙ КОМБИНИРОВАННЫЙ | 2013 |
|
RU2529335C1 |
| РОЛИК ОБКАТНОЙ ДВУХРАДИУСНЫЙ | 2013 |
|
RU2530600C1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| РОЛИК ОБКАТНОЙ МУЛЬТИРАДИУСНЫЙ | 2013 |
|
RU2557377C2 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ИНТЕНСИВНОСТИ ДЕФОРМАЦИИ ПОВЕРХНОСТИ ДЕТАЛИ И ГЛУБИНЫ ЕЕ ПРОНИКНОВЕНИЯ ПРИ ОБРАБОТКЕ НАКАТЫВАНИЕМ, заключающейся в том, что в деталь внедряют инструмент, отводят инструмент, измеряют профиль очага деформации и по полученным данным определяют контролируемый параметр, отличающийс я тем, что, с целью повышения точности, после внедрения инструмента перемещают его вдоль образующей детали, при измерениях учитывают параметры пластической волны, возникающей при перемещении инструмента. ел CZ Од Nd со 00 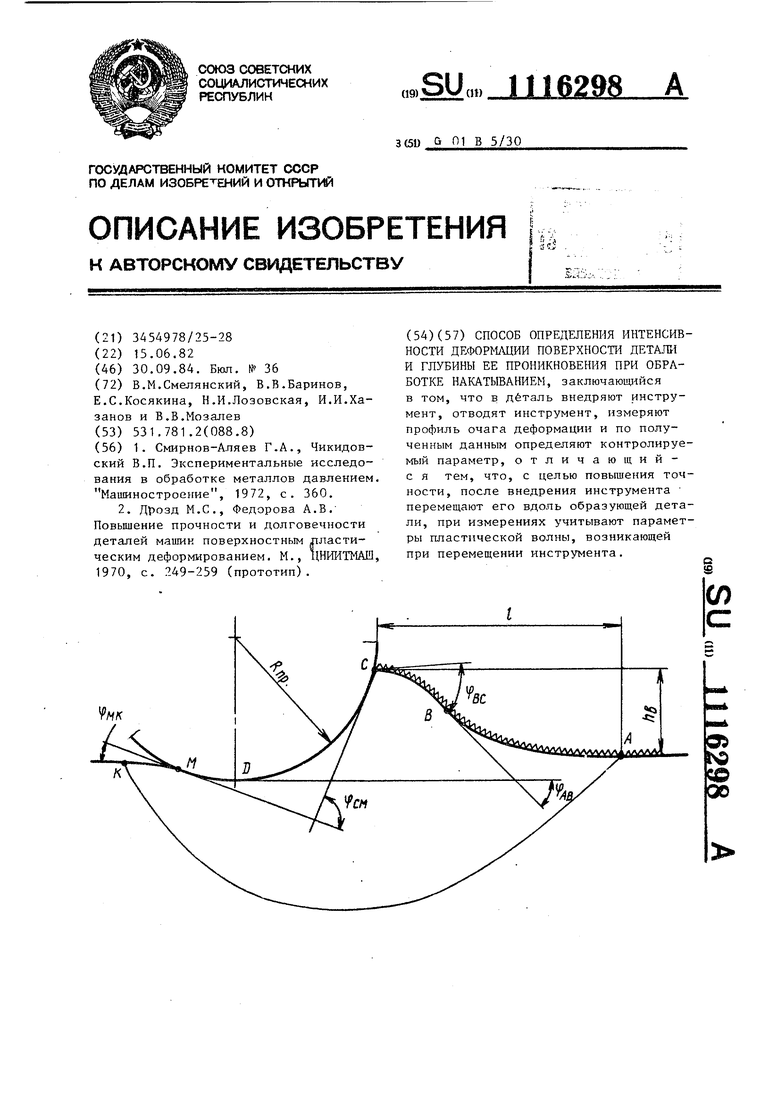
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Смирнов-Аляев Г.Д., Чикидовский В.П | |||
| Экспериментальные исследования в обработке металлов давлением | |||
| Машиностроение, 1972, с | |||
| Способ приготовления искусственной массы из продуктов конденсации фенолов с альдегидами | 1920 |
|
SU360A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дрозд М.С., Федорова А.В | |||
| Повышение прочности и долговечности деталей машин поверхностным пластическим деформированием | |||
| М., цНИИТМАШ, 1970, с | |||
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
