| название | год | авторы | номер документа |
|---|---|---|---|
| Фасонный круглый резец | 1987 |
|
SU1450919A1 |
| Устройство для накатывания | 1987 |
|
SU1481043A1 |
| Устройство для протягивания шпоночных пазов | 1988 |
|
SU1657292A1 |
| Устройство для сверления сквозных радиальных отверстий | 1987 |
|
SU1509193A1 |
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Оправка | 1988 |
|
SU1558567A1 |
| Роликовая раскатка | 1986 |
|
SU1466913A2 |
| Разжимная оправка | 1988 |
|
SU1553273A1 |
| Режущий инструмент | 1989 |
|
SU1771886A1 |
| Устройство для накатывания кольцевых канавок | 1985 |
|
SU1299778A1 |
Изобретение относится к обработке металлов резанием. Целью изобретения является повышение точности обработки со- осных отверстий в сопрягаемых деталях. В деталях 1 и 2 совместно обрабатывают инструментами 3 крепежные отверстия под последующую сборку их между собой болтами. Детали закрепляют в сверлильном приспособлении 4. Между деталями 1 и 2 раз- меш,ают промежуточный элемент 5, базовые поверхности которого выполняют с размерами, соответствующими размерам сопрягаемых поверхностей А и В деталей. В виду того, что обработку отверстий производят до термообработки деталей, сопрягаемые поверхности А и В выполняют с припуском, требуемым для их окончательной обработки. 1 ил.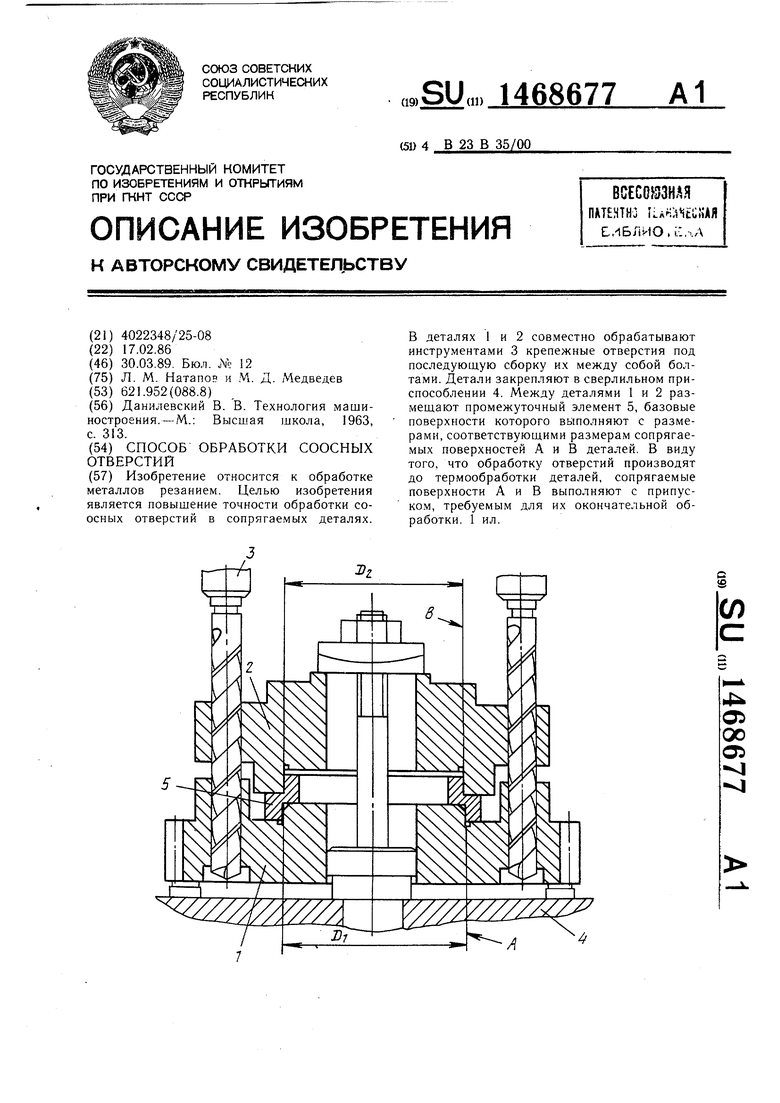
| Данилевский В | |||
| В | |||
| Технология машиностроения.-М.: Высшая школа, 1963, с 313 |
